(54) КОЛБЦЕПРОКАТНЫЙ СТАН
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Кольцепрокатный стан | 1981 |
|
SU1006004A2 |
| Кольцепрокатный стан | 1980 |
|
SU912359A1 |
| Кольцепрокатный стан | 1984 |
|
SU1247141A1 |
| Станок для прокатки кольцевых изделий | 1977 |
|
SU742016A1 |
| Способ управления кольцепрокатным станом | 1985 |
|
SU1311823A1 |
| Кольцепрокатный стан | 1973 |
|
SU650485A3 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| Стан для прокатки колец из толстостенных заготовок | 1958 |
|
SU115329A1 |
| Стан для раскатки колец | 1986 |
|
SU1409390A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано в различных областях промышленности при изготовлении колец.
Известен кольцепрокатный стан, содержащий станину, шарнирно закрепленную в станине раму, установленные в станине с возможностью относительного радиального перемещения наружный валок и внутренний валок, размещенный с возможностью качания от привода в плоскости, проходящей через оси валков в подшипниковых опорах, одна из которых расположена на раме, а вторая в поворотной обойме, закрепленной в станине 1.
Недостаток указанного кольцепрокатного стана заключается в том, что подщипниковые опоры внутреннего валка размещены в деталях, не связанных между собой, изза чего жесткость внутреннего валка недостаточна, что существенно снижает точность прокатываемых колец.
Цель изобретения - повыщение точноети прокатываемых колец путем повышения жесткости конструкции.
Указанная цель достигается тем, что кольцепрокатный стан снабжен механизмом перемещения внутреннего валка в осевом направлении, причем вторая подшипниковая опора внутреннего валка расположена на раме.
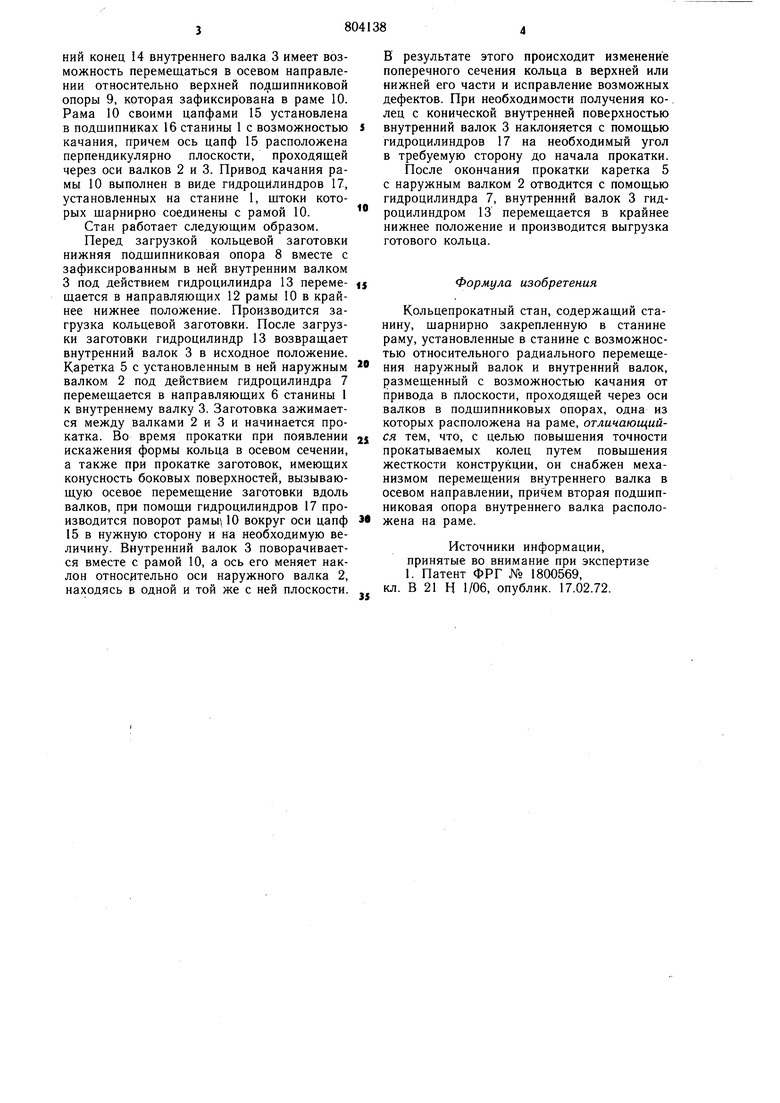
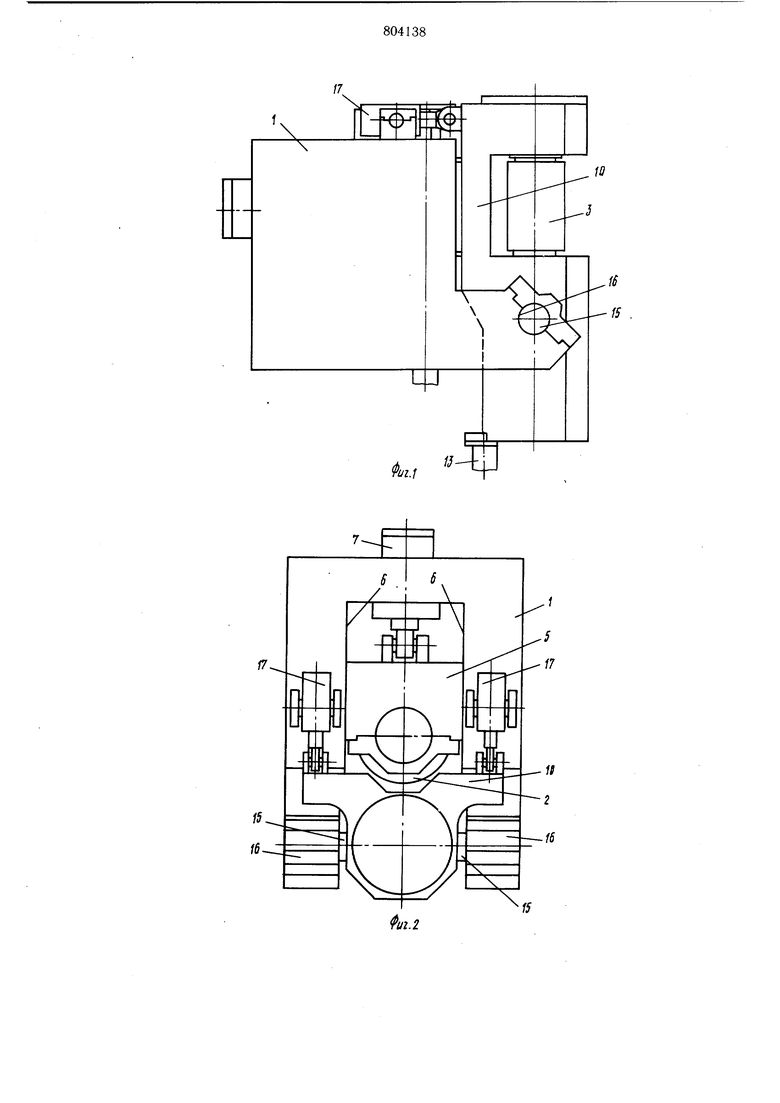
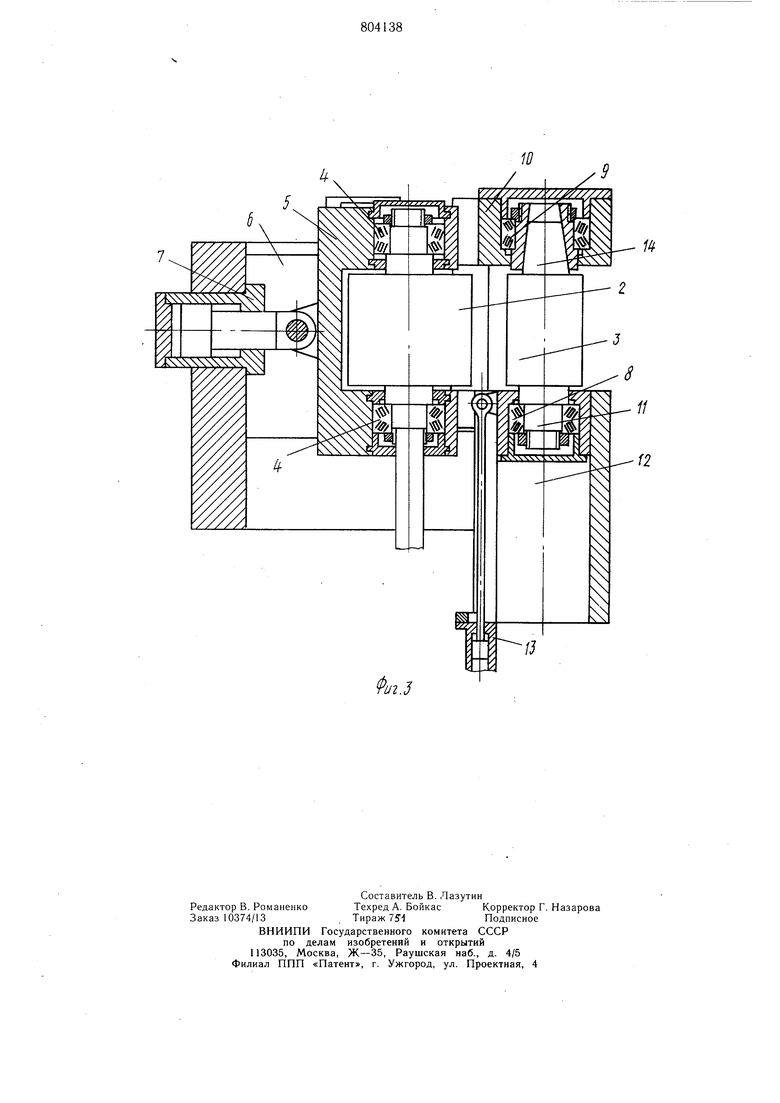
На фиг. 1 схематически представлен предлагаемый стан, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - то же, продольный разрез.
Кольцепрокатный стан состоит,из станины 1, наружного 2 и внутреннего 3 валков. Наружный валок 2 является приводным (привод на чертеже не показан) и снабжен двумя подшипниковыми опорами 4, которые смонтированы в каретке 5, имеющей возможность возвратно-поступательного перемещения в направляющих 6 станины 1, расположенных перпендикулярно оси наружного валка, под действием гидроцилиндра 7. Внутренний валок 3 также снабжен двумя подщипниковыми опорами 8 и 9, смонтированными в раме 10. Нижний конец 11 внутреннего валка 3 зафиксирован в нижней под щипниковой опоре 8, которая имеет возможность возвратно-поступательного перемещения в направляющих 12 рамы 10, расположенных параллельно оси внутреннего валка, под действием гидроцилиндра 13. ВерхНИИ конец 14 внутреннего валка 3 имеет возможность перемещаться в осевом направлении относительно верхней подшипниковой опоры 9, которая зафиксирована в раме 10. Рама 10 своими цапфами 15 установлена в подшипниках 16 станины 1 с возможностью качания, причем ось цапф 15 расположена перпендикулярно плоскости, проходящей через оси валков 2 и 3. Привод качания рамы 10 выполнен в виде гидроцйлиндров 17, установленных на станине 1, щтоки которых щарнирно соединены с рамой 10. Стан работает следующим образом. Перед загрузкой кольцевой заготовки нижняя подшипниковая опора 8 вместе с зафиксированным в ней внутренним валком 3 под действием гидроцилиндра 13 перемещается в направляющих 12 рамы 10 в крайнее нижнее положение. Производится загрузка кольцевой заготовки. После загрузки заготовки гидроцилиндр 13 возвращает внутренний валок 3 в исходное положение. Каретка 5 с установленным в ней наружным валком 2 под действием гидроцилиндра 7 перемещается в направляющих 6 станины 1 к внутреннему валку 3. Заготовка зажимается между валками 2 и 3 и начинается прокатка. Во время прокатки при появлении искажения формы кольца в осевом сечении, а также при прокатке заготовок, имеющих конусность боковых поверхностей, вызывающую осевое перемещение заготовки вдоль валков, при помощи гидроцилиндров 17 производится поворот рамы 10 вокруг оси цапф 15 в нужную сторону и на необходимую величину. Внутренний валок 3 поворачивается вместе с рамой 10, а ось его меняет наклон относительно оси наружного валка 2, находясь в одной и той же с ней плоскости. В результате этого происходит изменение поперечного сечения кольца в верхней или нижней его части и исправление возможных дефектов. При необходимости получения ко-. лец с конической внутренней поверхностью внутренний валок 3 наклоняется с помощью гидроцилиндров 17 на необходимый угол в требуемую сторону до начала прокатки. После окончания прокатки каретка 5 с наружным валком 2 отводится с помощью гидроцилиндра 7, внутренний валок 3 гидроцилиндром 13 перемещается в крайнее нижнее положение и производится выгрузка готового кольца. Формула изобретения Кольцепрокатный стан, содержащий станину, щарнирно закрепленную в станине раму, установленные в станине с возможностью относительного радиального перемещения наружный валок и внутренний валок, размещенный с возможностью качания от привода в плоскости, проходящей через оси валков в подщипниковых опорах, одна из которых расположена на раме, отличающийся тем, что, с целью повыщения точности прокатываемых колец путем повыщения жесткости конструкции, он снабжен механизмом перемещения внутреннего валка в осевом направлении, причем вторая подшипниковая опора внутреннего валка расположена на раме. Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 1800569, кл. В 21 Н 1/06, опублик. 17.02.72.
17
fS
