1
Изобретение относится к машиностроению и может быть использовано в металлорежущих станках и автоматических линиях для обработки точных корпусных деталей приборов.
Известны силовые головки для обработки деталей, в корпусе которых расположены шпиндельные узлы с инструментальными блоками и фиксаторами, имеющие ловители, приводы подачи и вращения 1.
Недостатком этой головки является то, что она может решать задачу получения требуемой точности взаимного расположения обрабатываемых поверхностей, лежащих только в одной плоскости и не может быть использована для обработки сложных корпусных деталей, в различных плоскостях, тем более для обработки поверхностей детали, заданных от различных технологических баз.
Целью изобретения является обеспечение возможности обработки корпусных деталей с различными технологическими базами с одного установа, автоматического внесения необходимых изменений расположения инструмента относительно обрабатываемой поверхности и повышения производительности
2
Это достигается тем, в предлагаемой силовой головке для обработки деталей, в корпусе которой расположены шпиндельные узлы с инструментальными блоками и фиксаторами, имеющей ловители, приводы подачи и вращения, каждый шпиндельный узел с инструментальными блоками установлен на плоских опорах качения плавающим относительно корпуса с возможностью фиксации на нем (корпусе) в процессе обработки на нем и связан с приводом вращения гибкой передачей, а ловители установлены на инструментальных блоках шпиндельного узла.
Шпиндельный узел с инструментальными блоками, установленный на плоских опорах качения, подпружинен относительно корпуса головки.
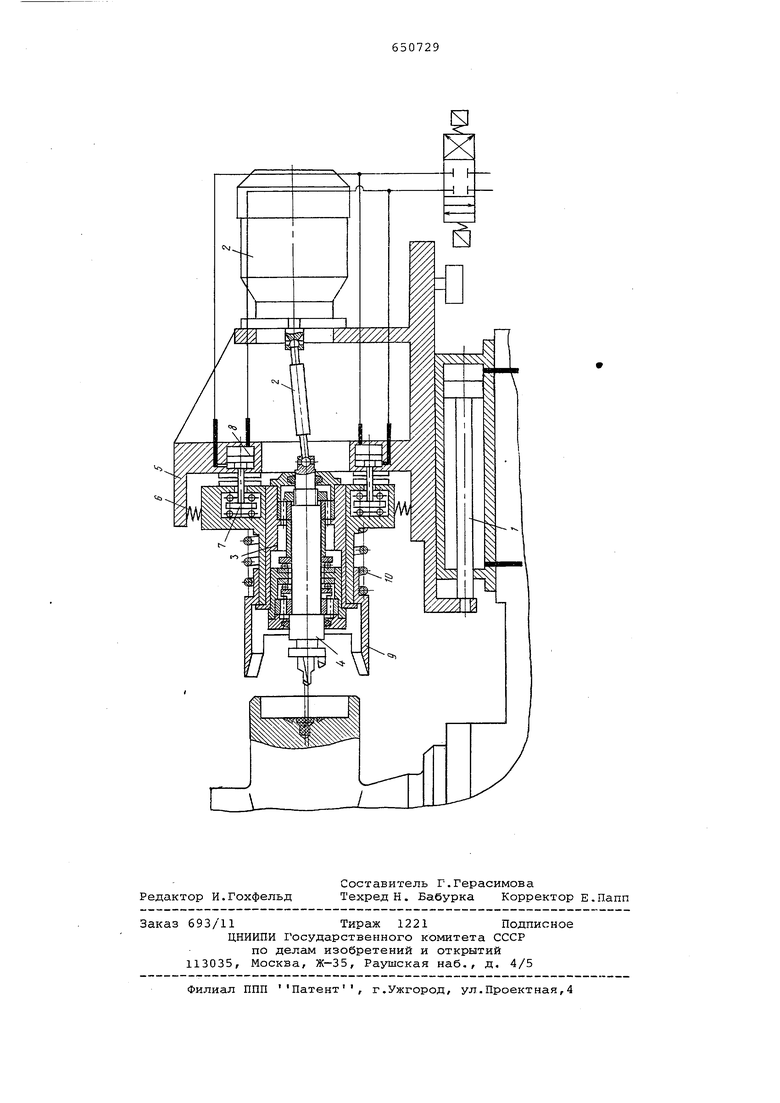
На чертеже изображена силовая головка, общий вид.
Силовая головка содержит привод подачи 1 (например гидравлический), привод вращения шпинделя с гибкой передачей 2 (например карданным валом), шпиндельный узел 3 с инструментальным блоком силовой головки 4, соединенный с корпусом 5 посредством пружин 6 (стабилизирующих исходное положение) , плоских опор качения 7 и фиксирующих приспособлений 8 (например гидроцилиндров), фиксирующих шпиндельный узел 3 в процессе обрабо ки. Ловитель 9 поджимается к заданн базовой поверхности пружиной 10. Силовая головка может содержать несколько шпиндельных узлов в зависимости от обрабатываемой детали. Устройство работает следующим об разом (рассмотрена работа одного шпиндельного узла, так как работа всех шпиндельных узлов аналогична). При подаче головки к детали лови тель 9 устанавливается по базовой поверхности детали, после чего пода ется сигнал для срабатывания фиксирующих приспособлений 8, которые фик сируют шпиндельный узел жестко с корпусом 5 силовой головки. После этого осуществляется обработка детали (например, сверление, расточка, и т.д.) . Пружина 10 поджимает ловитель 9 к базовой поверхности, а после отвода силовой головки возвращает его в исходное положение при этом фиксирующие приспособления 8 освобождают шпиндель ный узел 3. На этом цикл работы заканчивается. Выполнение силовой головки вмест со шпиндельными узлами и ловителями с возможностью осевого перемещения, а самих шпиндельных узлов с инструментальны1-4и блоками и ловителями, плавающими относительно корпуса сил вой головки с возможностью их фиксации в заданном положении обеспечивает использование силовых голово на агрегатных станках и автоматичес ких линиях для обработки корпусных деталей без перебазировки, что в свою очередь повышает производитель ность труда, сокращает количество оснащения, повышает точность обработки. Пружинные стабилизаторы в предлагаемой головке обеспечивают среднее положение ловителей и плавную мягкую самоустановку на базовые поверхности обрабатываемой детали. Формула изобретения 1.Силовая головка для обработки деталей, в корпусе которой расположены шпиндельные узлы с инструментальными блоками и фиксаторами и имеющая ловители, приводы подачи и вращения, о тличающаяся тем, что, с целью возможности обработки корпусных деталей с различными технологическими базами с одного установа и автоматического внесения необходимых изменений расположения инструмента относительно обрабатываемой поверхности и повышения производительности, каждый шпиндельный узел с инструментальными блоками установлен на плоских опорах качения плавающим относительно корпуса с возможностью фиксации в процессе обработки на нем и связан с приводом вращения гибкой передачей, а ловители установлены на инструментальных блоках шпиндельного узла. 2.Головка по п.1, отличаю щ а с я тем, что шпиндельный узел с инструментальными блоками, установленный на плоских опорах качения, подпружинен относительно корпуса головки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 241895, кл. В 23 D 30/01, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Силовая головка | 1984 |
|
SU1194595A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| Устройство для обработки деталей в ленте | 1973 |
|
SU484491A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| ШЛИФОВАЛЬНЫЙ ШПИНДЕЛЬНЫЙ УЗЕЛ С МАГНИТНЫМ ПРИВОДОМ | 1999 |
|
RU2207946C2 |
| СТАНОК ДЛЯ РУЧНОЙ ОГРАНКИ ДРАГОЦЕННЫХ КАМНЕЙ | 2000 |
|
RU2187420C1 |
| АВТОМАТ СБОРКИ ФИЛЬТРОВ | 1992 |
|
RU2026791C1 |
| Станок для непрерывной обработки деталей | 1989 |
|
SU1692764A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОКАЛЬНО ИЗНОШЕННОЙ ПОВЕРХНОСТИ КОРПУСНЫХ ДЕТАЛЕЙ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ МАТЕРИАЛОВ И МАТЕРИАЛОВ С ОГРАНИЧЕННОЙ ПЛАСТИЧНОСТЬЮ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2447981C2 |
| Станок для хонингования плоских поверхностей | 1988 |
|
SU1683992A1 |