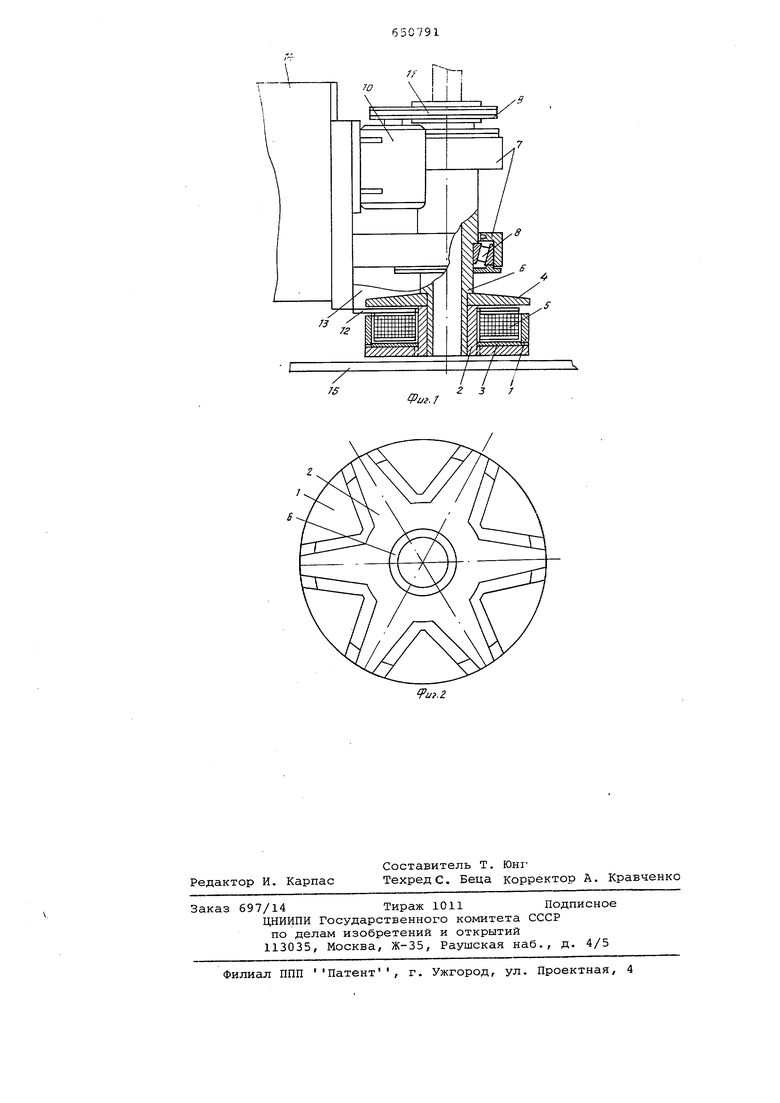
маг нитную катушку с неподвижными частями установки. На фиг. 1 показано устройство, вид сбоку; на фиг. 2 - торцевая (рабочая поверхность головки. Наружный 1 и внутренний 2 цилиндры соединены один с другим посредством дискового кольца 3 из немагнитного материала и винтов с потайной головкой (на чертежах не показаны), соединяющих дисковое кольцо с зубьями каждого из цилиндров 1 и 2. Расположение зубьев цилиндров 1 и 2 относительно друг друга видно на фиг. 2. Вместе с диском 4 цилиндры 1 и 2 образуют полость для размещения катушки 5. Рабочая головка, состоящая из цилиндров 1 и 2, дисков 3 и 4 и катушки 5, закрепленана конце вертикального вала б, установленного в опорах 7 на подшипниках 8. На верхнем конце вала 6 одет шкив 9 клиноременной передачи. Рабочая головка с валом 6 приводится во вращение от двигателя 10 при помощи клинового ремня 11. Катушка 5 прикреплена.к пластине 12, закрепленной на кронштейнах 13 на подвижной части станины 14. Голов ка устанавливается относительно обра батываемого листа 15 с зазором, в ко торый подается абразив. При подаче в катушку 5 тока ее магнитный поток за мыкается по наружному и внутреннему цилиндрам 1 и 2 и диску 4. При этом зубцы каждого цилиндра приобретают одинаковую полярность, противоположную полярности зубцов другого цилиндра. При отсутствии листа магнитный поток замыкается с зубчатого венца внутреннего цилиндра на зубчатый венец наружного цилиндра (см. фиг. 2) через зазоры между зубьями. При наличии дроби последняя образует мостики между зубцами по линиям выпучивания потока. Такой торцевой поверхностью головки, покрытой абразивом, можно обрабатывать немагнитны материалы. Слой дроби на торцевой по верхности не является сплошным, а ра бит на параллельные гребешки и обладает упругой податливостью. Такой ин струмент подобен абразивному кругу, но имеет деформируемую структуру рабочей поверхности. Его абразивные свойства зависят от свойств зерен аб разивной массы. При обработке поверхностей листов ферромагнитных материалов магнитный поток катушки замыкается с зубцом на обрабатываемую поверхность. При этом абразив образует мостики между голов кой и обрабатываемой поверхностью. В каждой цепочке зерна абразива ориентируются своей длинной осью вдоль ли НИИ магнитного поля, что создает наи лучшие условия для абразивной обрабо ки i Сила притяжения зерен к обрабаты ваемой поверхности имеет электромагнитную природу и зависит от квадрата магнитной индукции. Удельные давления, создаваемые абразивом на обрабатываемую поверхность, могут превышать таковые для абразивных кругов, что определяет эффективность магнитно-абразивной обработки. Следует также иметь в виду, что при магнитно-абразивной обработке площадь контакта абразива с обрабатываемой поверхностью во много раз превосходит площадь контакта абразивного круга с обрабатываемой поверхностью, что позволяет повысить производительность установки. Благодаря наличию перекрывающих друг друга зубчатых венцов на торце головки ее активная поверхность увеличивается, что позволяет увеличить количество удерживаемого головкой абразива, улучшить структуру его массы, обеспечивает возможность обрабатывать не только ферромагнитные, но и немагнитные материалы. Крепление катушки в полости корпуса головки при помощи пластины, концы которой выведены через кольцевой зазор наружу и прикреплены к станине устройства на кронштейнах, позволяет осуществить надежный токоподвйд простым подсоединением ее концов к источнику питания, так как катушка не вращается, а вращается при работе лишь корпус головки. Формула изобретения Установка для магнитно-абразивной обработки деталей ферропорошками в магнитном поле, электромагнитная головка Которой с торцевой рабочей поверхностью установлена с возможностью вращения на конце вертикально расположенного вала и с/эстоит из электромагнитной катушки, размещенной в кольцевой полости, образованной концентрически расположенными наружным и внутренним цилиндрами магнитопровода, отличающаяся тем, что, с целью увеличения площади рабочей поверхности головки и расширения технологических возможностей установки, на торцах цилиндров выполнены зубчатые венцы, причем зубцы одного из них входят с зазорами во впадины другого, а цилиндры соединены между собой посредством кольца, выполненного из немагнитного материала, при этом в магнитопроводе выполнен кольцевой зазор, в котором размещена жестко соединяющая электромагнитную катушку с неподвижны1У1И частями установки пластина с пазами, предназначенными для выводов обмотки катушки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 315577, кл. В 24 В 31/10, 1969.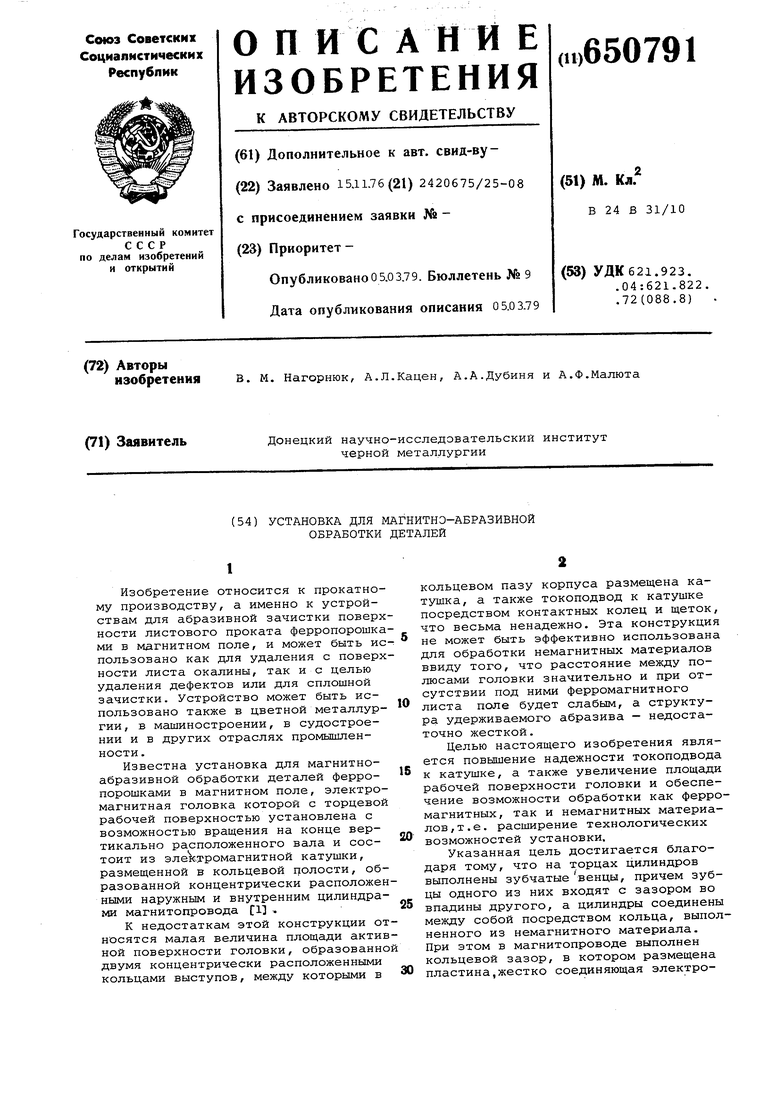
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки | 1985 |
|
SU1315257A1 |
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| Станок для удаления облоя с кольцевых формованных изделий | 1980 |
|
SU927519A1 |
| Установка для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1212765A1 |
| ТОРЦЕВОЙ ВОЛНОВОЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2010 |
|
RU2418351C1 |
| СТАРТЕР ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2013 |
|
RU2541345C1 |
| УСТРОЙСТВО ДЛЯ ДРОБЕСТРУЙНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1999 |
|
RU2166424C2 |
| Устройство для магнитно-абразивной обработки деталей | 1974 |
|
SU500044A1 |
| Устройство для магнитно-абразивной обработки | 1971 |
|
SU657978A1 |
| Электромагнитный сепаратор | 1988 |
|
SU1639752A1 |