(54) ТОКАРНЫЙ АВТОМАТ ПО ДЕРЕВУ
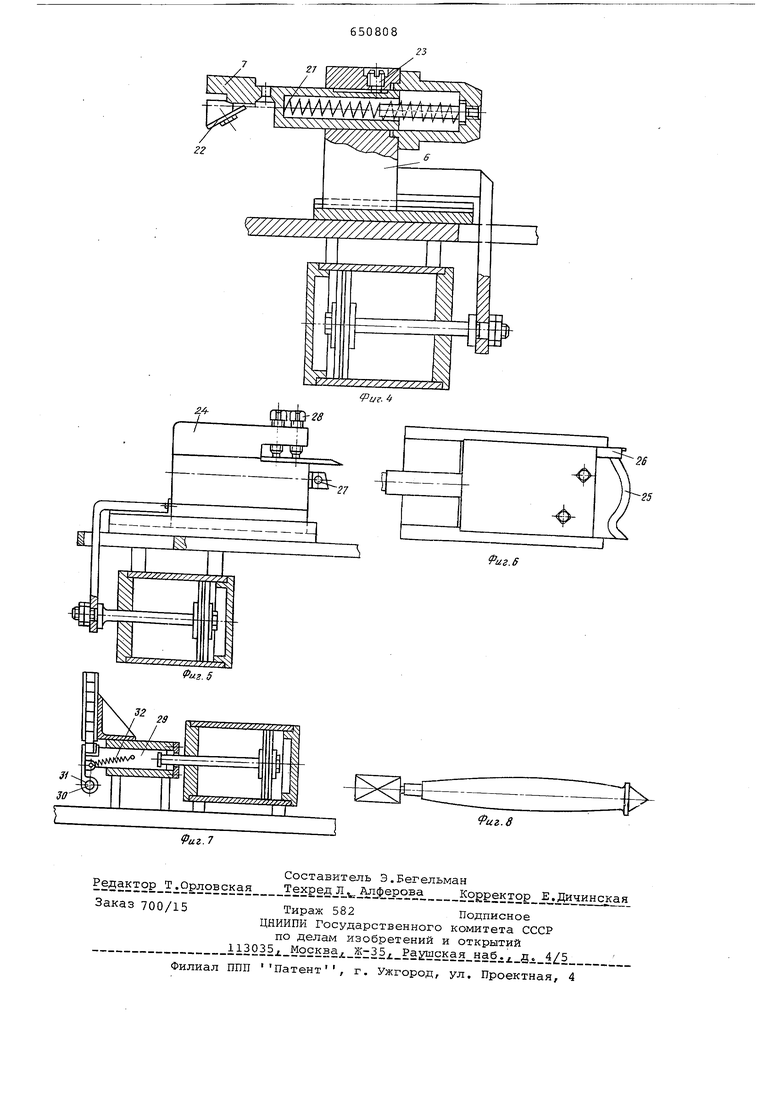
21. Центр пиноли выполнен в виде конческого гнезда с прорезью, в которой радиально установлен резец 22, используемый для образования на конце изделий конической поверхности. Винт 23 ограничивает поворот и ход пиноли 7 вперед..
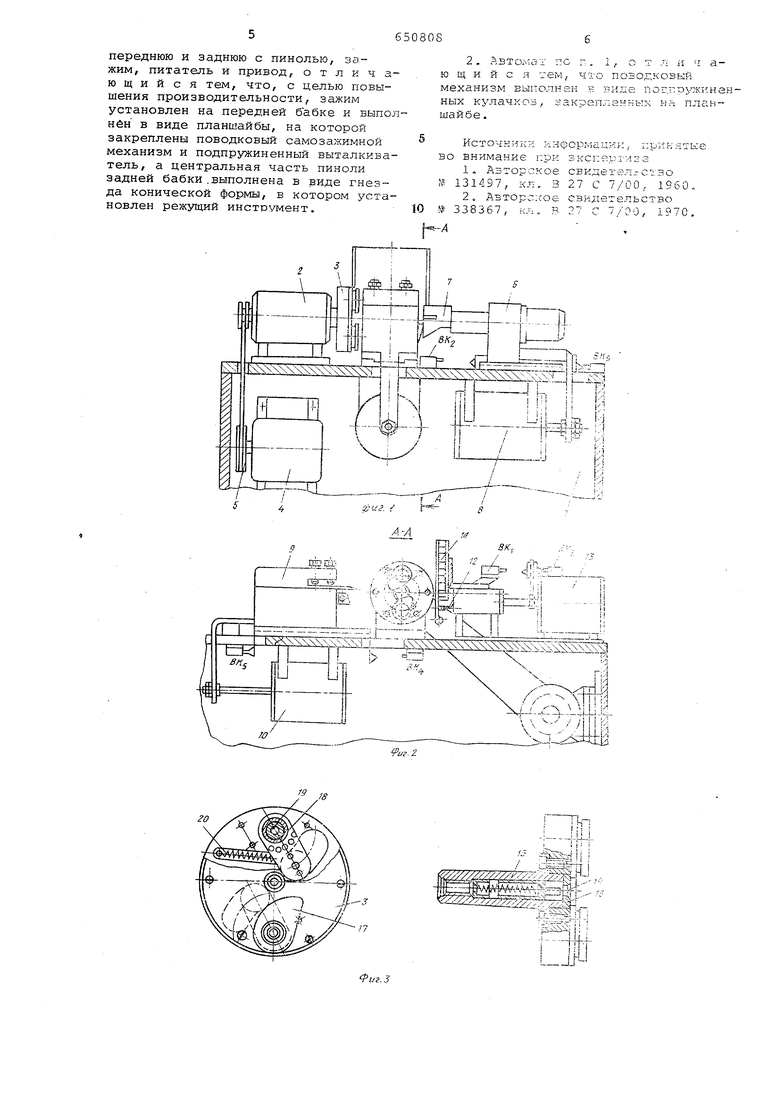
Поперечный суппорт 9 (см. фиг. 5, содержит резцедержатель 24, резцы 25 - 27 соответственно для обработки профиля заготовки, шейки и для подрезки заготовки.
Для закрепления резцов предусмотрены прижимные винты 28, причем режущие инструменты закрепляются в резцедержателе 24 со смещением их линии резания относительно оси вращения заготовок с целью получения криволинейного профиля от поперечной.подачи .
Питатель 12 (см. фиг. 7) содержит ползун 29 и шарнирно установленный на оси 30 рычажок 31, удерживаемый в исходном положении пружиной 32.
Автомат работает следующим образом
Очередная заготовка из магазина 11 под действием силы тяжести ряда заготовок поступает в щель ползуна 29. С пуском автомата силовой цилинд 13 перемещает питатель 12 и устанавливает заготовку между передней и задней бабками на линии центров. При этом в крайнем переднем положени один из упоров питателя 12 взаимодествует с конечным выключателем ВК , который переключает распределитель силового цилиндра 8, и задняя бабка 6 совместно с пинолью 7 перемещает. ся вперед, чем обеспечивается зажим, заготовки между опорной поверхностью планшайбы 3 и коническим гнездом пиноли 7.
В связи с тем, что усилия пружины 21 пиноли 7 больше усилия пружин 15, толкатель 14 при перемещении заготовки в процессе ее зажима.утапливается.
В крайнем переднем положении передний упор задней бабки 6 взаимодействует с конечным выключателем ВК и через распределитель силового цилиндра 13 отводит питатель 12 с ползуном 29 в исходное положение. При этом рычажок 31 поворачивается на оси 30 и пропускает заготовку, зажатую между планшайбой 3 и пинолью 7.
В крайнем заднем положении задний упор питателя 12 взаимодействует с конечным выключателем ВК , чем достигается включение электродвигателя 4, передающего крутящий момент планшайбе 3, и переключение распределителя, управляющего силовым цилиндром 10 подачи суппорта 9.
При вращении планшайбы 3 противовесы 18 за счет центробежных сил
отклоняются и поворачивают кулачки 17 относительно оси 19, чем достигается зажим одного из концов заготовки.
С началом вращения пиноль 7 под действием пружины 21 врезается резцом 22 в свободный конец заготовки и перемещается до ограничения хода стопорным винтом 23, образуя на конце заготовки конус Сопряжение конусного гнезда пинол 7 и конуса вращающихся заготовок обеспечивает достаточную жесткость детали при точении ее фасонными резцами поперечного суппорта 9.
С целью одновременной обработки профиля заготовки и конуса на конце ее в пиноли 7 предусмотрен паз, через который проходит фасонный резец 25. По окончании обработки, в крайнем переднем положении суппорта 9, его передний упор взаимодействуе с конечным выключателем ВК , чем обеспечивается через соответствующи распределитель отвод суппорта 9 в исходное положение силовым цилиндром 10.
В крайнем заднем положении суппорта 9 его задний упор взаимодействует с конечным выключателем ВК. , чем достигается останов двигателя 4 с одновременным включением тормоза 5, прекращение вращения планшайбы 3, переключение распределителя, управляющего силовым цилиндром 8, и тем самым отвод задней бабки 6 в крайнее заднее положение.
При остановке планшайбы 3 пружины 20 поворачивают кулачки 17 относительно осей 19 и освобождают обр ботанную деталь, а выталкиватель 14 под действием пружины 15 выталкивает ее из планшайбы.
Задняя бабка 6 в ее крайнем заднем положении вторым упором взаимодействует с конечным выключателем ВК , который через распределитель управляет силовым цилиндром 13 питателя 12, и цикл повторяется.
Наличие у автомата самозажимного поводкового устройства и выталкивателя с пружиной исключает зависан детали после ее обработки и гарантирует ее сброс в сборник, что соответствует одному из условий нормальной работы автомата.
Выполнение у задней бабки пиноли с центром в виде конического гнезда с режущим инструментом дает возможность одновременной обработки профиля заготовки и конуса на ее конце и таким образом повышает производительность автомата.
Формула изобретения
1. Токарный автомат по дереву, включающий станину, поперечный суппорт с режущим инструментом, бабки.
переднюю и заднюю с пинолью, зажим, питатель и привод, отличающийся тем, что, с целью повышения производительности, зажим установлен на передней бабке и выполнен в виде планшайбы, на которой закреплены поводковый самозажимной механизм и подпружиненный выталкиватель, а центральная часть пиноли задней бабки.выполнена в виде гнезда конической формы, в котором установлен режущий инструмент.
-m .
jj-a/ J
2. пс г. 1
л и ч аковыйю щ и и с я , ч-г о оцгружкнеь механизм выполнен « в
на планных кулачков, закрепл шайбе.
Источники информац во внимание при зкспе
1,Авторское свкде № 131497, кл, 3 27 С
2.Авторское свиде № 338367, кл. В 27 С
/I|х., „
,,,,- .-,-
ft1 k.i.
АА
и
вк,
Pfh ;: / I-sU i-/
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Станок для изготовления деревянных фасонных изделий | 1982 |
|
SU1113247A1 |
| Станок для точения деталей с изогнутой осью | 1983 |
|
SU1117214A1 |
| ВСЕСОЮЗНАЯ ПАТЕНТНО-ТаШ'"П1МБЧБЛИО'ТНА | 1972 |
|
SU338367A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| Станок для механической обработки деталей типа тел вращения | 1978 |
|
SU749574A1 |
| Копировально-токарный станок | 1982 |
|
SU1020233A1 |
| Токарный станок | 1979 |
|
SU872039A1 |
iШ
