2. Устройство по п. 1, отличающееся тем, что платформа связана со штоком подъемника посредством механизма вертикального
перемещения, имеющего планку с упорами, установленными с возможностью взаимодействия с направляющими платформы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической навески изделий с отверстиями в центре на свечевые подвески подвесного толкающего конвейера | 1981 |
|
SU988705A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Устройство для транспортирования и загрузки | 1987 |
|
SU1528708A1 |
| Устройство для съема и навески изделий на подвесной конвейер | 1985 |
|
SU1266817A1 |
| Устройство для съема и навески изделий на подвесной конвейер | 1984 |
|
SU1232604A1 |
| Утсановка для окраски изделий | 1975 |
|
SU651854A1 |
| СПОСОБ ЗАГРУЗКИ И ВЫГРУЗКИ АВТОМОБИЛЯ В МНОГОЯРУСНОЙ МЕХАНИЗИРОВАННОЙ АВТОСТОЯНКЕ С ОППОЗИТНЫМ РАСПОЛОЖЕНИЕМ ЯЧЕЕК ХРАНЕНИЯ ОТНОСИТЕЛЬНО ШАХТЫ ПОДЪЕМНИКА И АВТОСТОЯНКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2120528C1 |
| Установка для мойки деталей | 1988 |
|
SU1664421A1 |
| Линия для настилания и раскроя полотна | 1978 |
|
SU791579A1 |
| Подъемно-опускная секция подвесного толкающего конвейера | 1981 |
|
SU1008101A1 |
1. УСТРОЙСТВО ДЛЯ НАВЕСКИ ИЗДЕЛИЙ НА ПОДВЕСКИ ПОДВЕСНО26 25 ГО ТОЛКАЮЩЕГО КОНВЕЙЕРА, включающее передающий конвейер с параллельными ветвями, установленный на платформе, имеющей направляющие и связанной со щтоком подъемника, и датчики управления, отличающееся тем, что, с целью повышения производительности устройства, передающий конвейер установлен на платформе с возможностью бокового перемещения и снабжен размещенными между параллельными ветвями связями с ячейками для изделий. ® СО СО 1C
1
Изобретение относится к механизации транспорта, а именно к навеске изделий типа скоб-мостов по ОСТ.5.6180-81 на подвески подвесного толкающего конвейера.
Известно устройство для навески изделий на подвески подвесного толкающего конвейера, включающее передающий конвейер с параллельными ветвями, установленный на платформе, имеющей направляющие и связанной со штоком подъемника, и датчики управления 1.
Однако в данном устройстве подъем передающего конвейера осуществляется с его поворотом вокруг оси и обеспечивается подача изделий, установленных на передающем конвейере в один ряд.
Наиболее близким к предлагаемому является устройство для навески изделий на подвески подцесного толкающего конвейера, включающее передающий конвейер с параллельными ветвями, установленный на платформе, имеющей направляющие и связанной со штоком подъемника, и датчики управления 2.
Однако данное устройство осуществляет манипуляцию изделий, установленных на ветвях передающего конвейера в один ряд, и требует дополнительных приспособлений для перестройки на изделия других размеров.
Целью изобретения является повышение производительности устройства.
Поставленная цель достигается тем, что в устройстве для навески изделий на подвески подвесного толкающего конвейера, включающем передающий конвейер с параллельными ветвями, установленный на платформе, имеющей направляющие и. связанной со штоком подъемника, и датчики управления, передающий конвейер установлен на платформе с возможностью бокового перемещения и снабжен размещенными между параллельными ветвями связями с ячейками для изделий.
Платформа связана со щтоком подъемника посредством механизма вертикального перемещения, имеющего планку с упорами, установленными с возможностью взаимодействия с направляющими платформы.
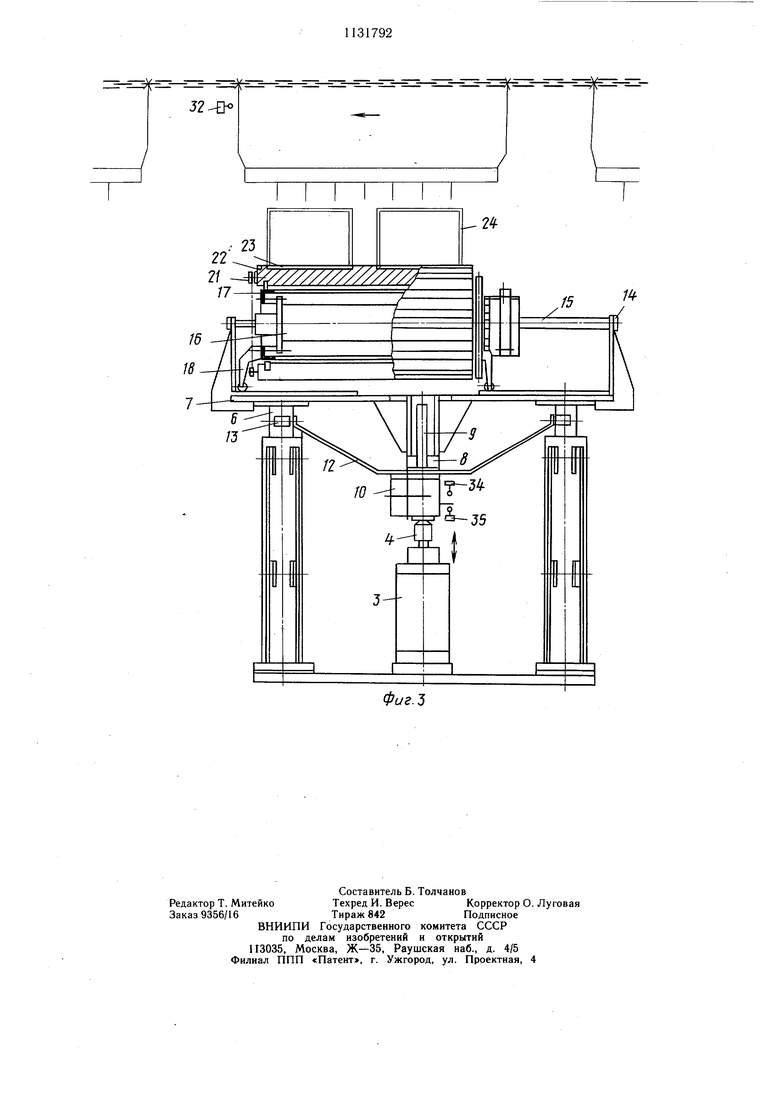
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид Сверху; на фиг. 3 - то же, вид сбоку.
Устройство содержит основание 1 с установленными на нем стойками 2 и подъемником 3 со щтоком 4. В стойках 2 между роликами 5 заключена направляющая щтанга
6, соединенная верхним концом с платформой 7, которая через гайку 8 и винт 9 (с приводом от редуктора 10) опирается в шток 4 подъемника 3. Редуктор 10 в комплексе с электродвигателем 11 установлен на планке 12 с упорами 13, охватывающими направляющие штанги 6. На платформе 7 установлены кронштейны 14, между которыми закреплен шток 15 пнёвмоцилиндра 16, смонтированного внутри рамы 17, опирающейся через кронштейны 18 на платформу
7с возможностью перемещения вдоль оси штока 15. С обеих сторон рамы 17 установленыпо паре цепных звездочек: приводных 19 и неприводных 20, между которыми натянуты расположенные на расстоянии одна
от другой цепные ветви 21, соединенные связями 22, сверху опирающимися на раму 17 с возможностью перемещения вдоль движения цепных ветвей 21. Связи. 22 имеют ячейки 23 для установки в них изделий 24, навешиваемых на подвески 25 подвесного
контейнера 26. Подвески 25 имеют зажимы
27для фиксации в них изделий 24. На раме 17 установлен приводной пневмоцилиндр
28с храповым механизмом 29. Устройство оснащено манипулятором 30.
Система автоматического управления представлена датчиками в виде конечных выключателей 31-35.
Устройство для автоматической навески изделий на подвески подвесного толкающего конвейера работает следующим образом.
Производят настройку на заданный типоразмер изделия, для этого включают электродвигатель 11, который через редуктор 10 вращает винт 9, производя подъем или опускание платформы 7. При этом упором винта 9 является щток 4 подъемника 3, а упоры 13 планки 12 не позволяют поворачиваться редуктору 10 с электродвигателем 11 вокруг оси винта 9.
Остановка осуществляется в заданном положении при. нажатии штанги 6 на конеч ный выключатель 31, соответствующий заданному типоразмеру изделия. В исходном положении устройства (фиг. 2) манипулятор 30 устанавливает изделие 24 в ячейку 23 связи 22. За время поворота и захвата манипулятором 30 следующего изделия 24 по команде этого же манипулятора срабатывает пневмоцилиндр 16 и рама 17 с цепными ветвями 21 и связями 22 сместится вдоль штока 15, а на место до этого установленного изделия 24 встанет новая ячейка 23. В эту ячейку манипулятор 30 устанавливает следующее изделие. За время следующего поворота и захвата манипулятором- следующего изделия по команде манипулятора срабатывает пневмоцилиндр 28, который через храповой механизм 29 поворачивает приводную звездочку 19 на угол, соответствующий заданному шагу перемещения цепных ветвей 21, равному расстоянию между изделиями 24 в подвеске 25, при этом оба первоначально установленные изделия также переместятся на тот же шаг вперед, а на их место установится другая связь 22 со свободными ячейкамй 23, в одну из которых манипулятор устанавливает изделие. За время сле дующего поворота и захвата манипулятором следующего изделия по команде манипулятора срабатывает пневмоцилиндр 16, возвращая раму 17 и цепные ветви 21 со связями 22 в исходном положение (фиг. 2) и на место до этого установленного изделия встанет новая ячейка, в которую устанавливается изделие. Таким способом заполняются все последующие ячейки 23. Порожняя подвеска 25 подвесного конвейера 26 нажимает выключатель 32, фиксирующий наличие подвески и разрешающий навеску изделий. Наличие всего комплекта изделий под зажимами 27 подвески 25 фиксирует конечный выключатель 33, при срабатывании которого дается разрешение на срабатывание подъемника 3. За время очередного поворота и захвата манипулятором следующего изделия по команде с манипулятора срабатывает подъемник 3, щток которого, воздействуя на винт 9 с редуктором 10 и гайку 7, поднимает платформу 7 с рамой 17, цепными ветвями 21, связями 22 и изделиями 24, при этом изделия зафиксируются в зажимах 27 подвески 25. Срабатывает конечный выключатель 34, дающий команду на опускание штока 4 подъемн.ика 3. Опускается платформа 7 с рамой 17, цепными ветвями 21 и связями 22, при этом изделия 24 остаются в зажимах 27 подвески 25. Срабатывает конечный выключатель 35, разрешающий загрузку манипулятором 30 ячеек 23 и дающий команду на движение подвески 25. Процесс навески изделий на следующую подвеску продолжается и является непрерывным, цикловым. Применение предлагаемого устройства позволит повысить производительность за счет накопления изделий на подающем конвейере в два раза и передавать изделия разных типоразмеров.
Jfl
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для навески кольцеобразных изделий на крюки подвесного конвейера | 1971 |
|
SU437678A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Подвесной конвейер | 1960 |
|
SU141803A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
