(54) УСТРОЙСТВО ДЛЯ НАСТРОЙКИ НАПРАВЛЯЮЩИХ СЕКЦИЙ ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм качания кристаллизатора | 1974 |
|
SU605673A1 |
| Способ настройки прокаткой клети с четырехвалковым калибром и устройство для его осуществления | 1983 |
|
SU1139527A1 |
| Путевая машина | 1971 |
|
SU667622A1 |
| Профилегибочный станок | 1985 |
|
SU1286314A1 |
| Трубогибочный станок | 1984 |
|
SU1191139A1 |
| Тянущая клеть установки непрерывной разливки металлов вертикального типа | 1974 |
|
SU478674A1 |
| Устройство для настройки инструмента | 1979 |
|
SU869984A1 |
| Трубогибочный станок | 1980 |
|
SU940912A1 |
| Радиальная установка непрерывной разливки металлов | 1971 |
|
SU398082A1 |
| Копир-шаблон | 1973 |
|
SU467795A1 |
Изобретение относится к металлургии, в частности к ненрерывной разливке металлов.
Известно устройство для настройки направляющих секций зоны вторичного охлаждения машины непрерывного литья металлов, включающее щаблон, поперечный габарит которого соответствует поперечному сечению слитка.
Недостаток известного устройства заключается в том, что каждый раз при настройке щаблон нужно заводить в мащину. При этом настройку направляющих секций зоны вторичного охлаждения необходимо производить во время остановки мащины, т. е. за счет уменьшения ее производительности.
Целью изобретения является обеспечение настройки секций зоны вторичного охлаждения вне мащины без ее остановки.
Цель достигается тем, что шаблон расположен на корпусе, выполненном с теми же присоединительными размерами под секцию, что и рама мащины, а щаблон установлен относительно корпуса с возможностью регулировки его положения с тремя степенями свободы. Шаблон может быть -размещен относительно корпуса в любом требуемом положении благодаря тому, что элементы, фиксирующие щаблон на корпусе, допускают продольное и поперечное перемещения щаблона и его установку под любым требуемым углом.
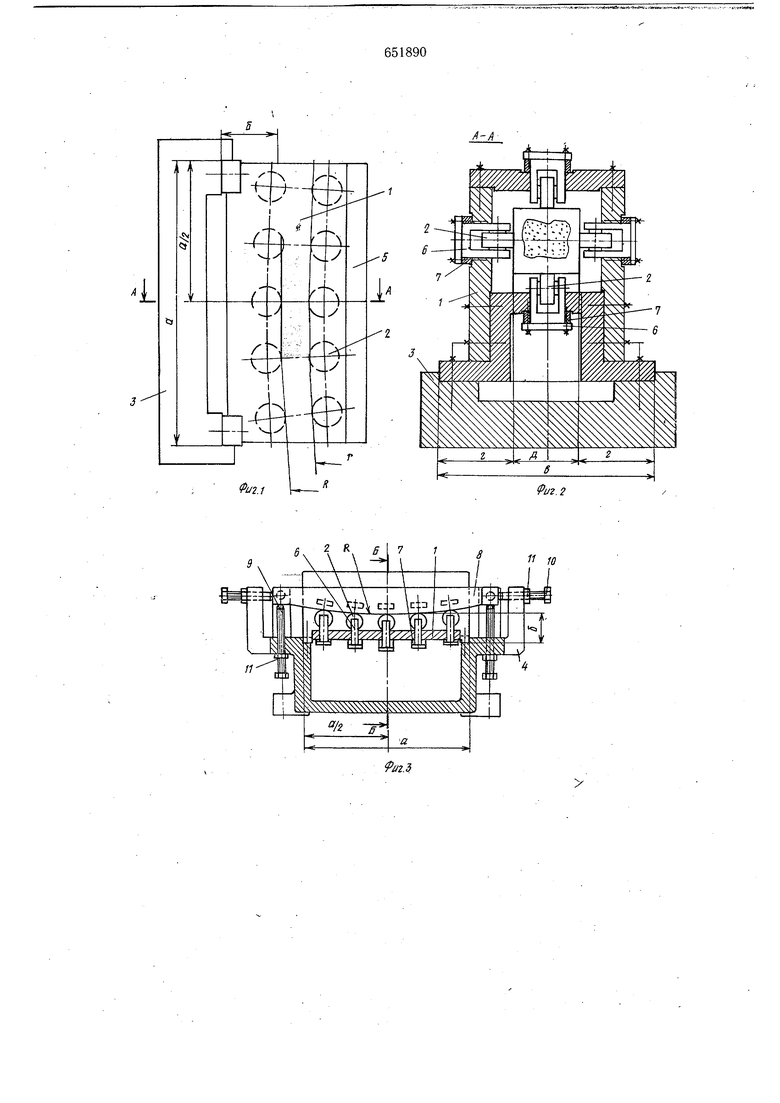
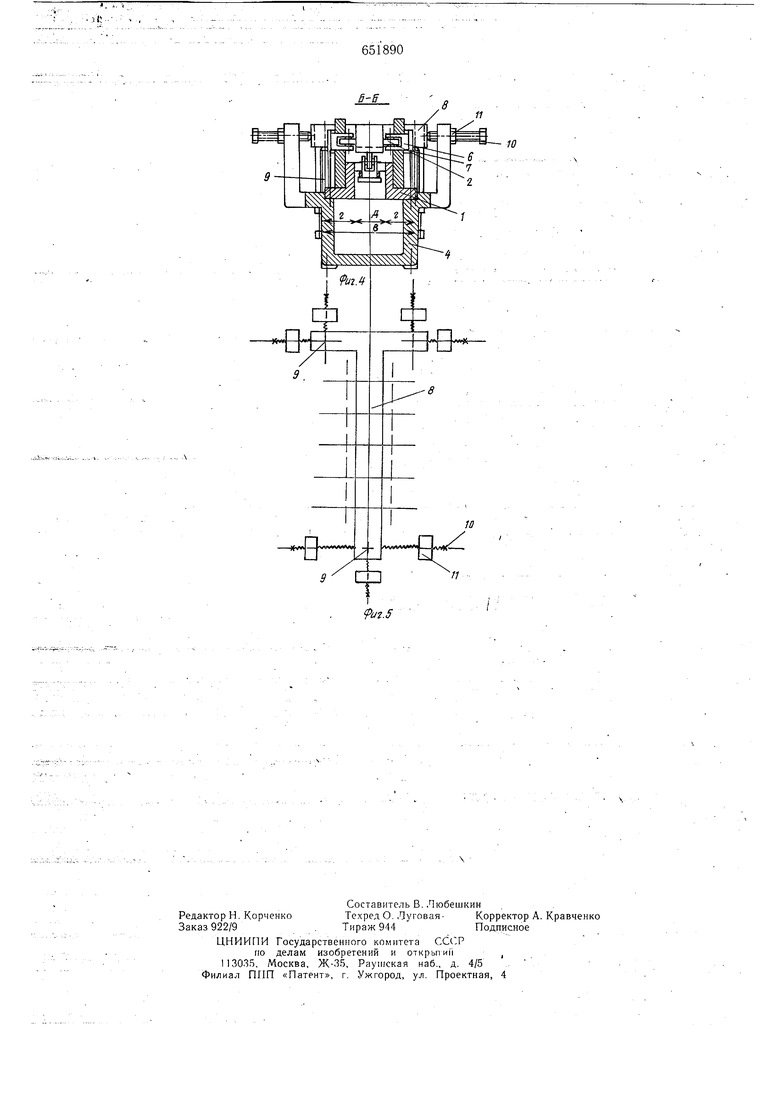
На фиг. 1 изображен вид сбоку на настраиваемую секцию; на фиг. 2 - поперечный разрез этой секции (А-А на фиг. 1); на фиг. 3 - настраиваемая секция без ро-. ликов малого радиуса в положении настройки вне мащины; на фиг. 4 - то же, поперечный разрез в том же положении (Б-Б на фиг. 3); на фиг. 5 - щаблон в плане во время настройки.
.В рабочем положении станина 1 с роликами 2 установлена на раме 3 мащины непрерывного литья (МНЛМ). Положение стаНИНЫ 1 относительно рамы 3 определяется присоединительными размерами а-д. Во время настройки станина 1 устанавливается на корпусе 4 без плиты 5 с роликами малого радиуса и ее положение относительно корпуса 4 определяется теми же присоединительными размерами.
Все ролики 2 смонтированы на подшипниках в кронщтейнах 6 и их положение относитель110 станины может регулироваться с помощью прокладок 7. Во время настройки на ролик 2 большого радиуса устанавливается шаблон 8, у которого радиальная поверхность обрашена к роликам большого радиуса и выполнена по такому же радиусу. При установке шаблона его середину совмеш,ают с серединой станины I. Шаблон фиксируется от смеш,ения тремя вертикальными установочными винтами 9 и пятью горизонтальными установочными винтами 10, которые стопорятся контргайками 11. Настройку производят следуюшим образом. Первую секцию роликов, называемую эталонной, устанавливают на раму 3 МНЛМ и с помощью обычных приспособлений (например рычага, снабженного индикаторами и шарнирно закрепленного в центре кривизны машины) выставляют как ролики большого радиуса, так и боковые ролики. Все эти операции производят со станиной 1, у которой отсутствует плита 5 роликов малого радиуса. Во время настройки положение роликов регулируют за счет изменения толщины прокладок 7. Затем настроенную эталонную, секцию устанавливают на корпус 4 и в П-образную полость, образованную боковыми роликами и роликами больщого радиуса, вводят шаблон 8, совмещая его середину с серединой секции. Шаблон 8 в этом положении фиксируется горизонтальными и вертикальными установочными винтами 9 и 10, которые не зажимают шаблон 8, а только подводят к нему: вертикальные винты 9 - вплотную, а горизонтальные - с зазором 0,02--0,03 мм так, чтобы предотвратить еро смещение, и в то же время так, чтобы была возможность снять щаблон 8 с роликом 2. Затем винты 9 и 10 контрятся контргайками 11, и устройство для настройки направляющих секций зоны вторичного охлаждения готово к работе. Таким образом, эталонная секция, настраиваемая непосредственно на машине, необходима один раз для выверки самого устройства для настройки. Для настройки любой другой секции устанавливают ее на корпус 4, шаблон помещают на вертикальные установочные винты 9 между горизонтальными установочными винтами 10, с помощью прокладок 7 подводят к шаблону 8 боковые ролики 2 и ролики 2 большого радиуса R и фиксируют их в этом положении. Затем по другому шаблону, имеюшему рабочую поверхность, выполненную по малому радиусу г, настраивают по дуге радиуса г ролики 2 малого радиуса настраиваемой секции (эту операцию производят отдельно с плитой 5 в сборе с роликами 2 малого радиуса) и устанавливают плиту 5 на станину I;- После выполнения указанных операций настраиваемая секция становится практически такой же, .как и эталонная. Таким же образом настраиваются все последующие секции. Если МНЛМ выполнена многоручьевой. то на одном из ручьев непосредственно на машине настраивают эталонную секцию. Затем настроенную эталонную секцию,с зафиксированными роликами устанавливают па другие ручьи машины и выставляют ее так, чтобы она вписалась в технологическую ось данного ручья, подгоняя под ее опоры опорные поверхности рамы, т.е. делают одинаковым расположение опорных поверхностей рамы относительно центра кривизны на всех ручьях машины. После этого секции, настроенные с помощью предложенного устройства, могут быть установлены на любом ручье машины, т. е. настройка секции в этом случае становится «обезличенной. Технико-экономический эффект изобретения состоит в том, что настройку секции производят вне мащины, и поэтому значительно сокрапдается время, необходимое для замены одной секции другой. Формула изобретения Устройство для настройки направляющих секций зоны вторичного охлаждения машины непрерывного литья металлов, содержашее шаблон, поперечный габарит которого соответствует поперечному сечению слитка, отличающееся тем, что, с целью обеспечения настройки секции вне машины, оно снабжено корпусом, выполненным с теми же посадочными параметрами под секцию, что и рама машины, на котором установлен шаблон с возможностью регулировки его положения с тремя степенями свободы.
J 10
