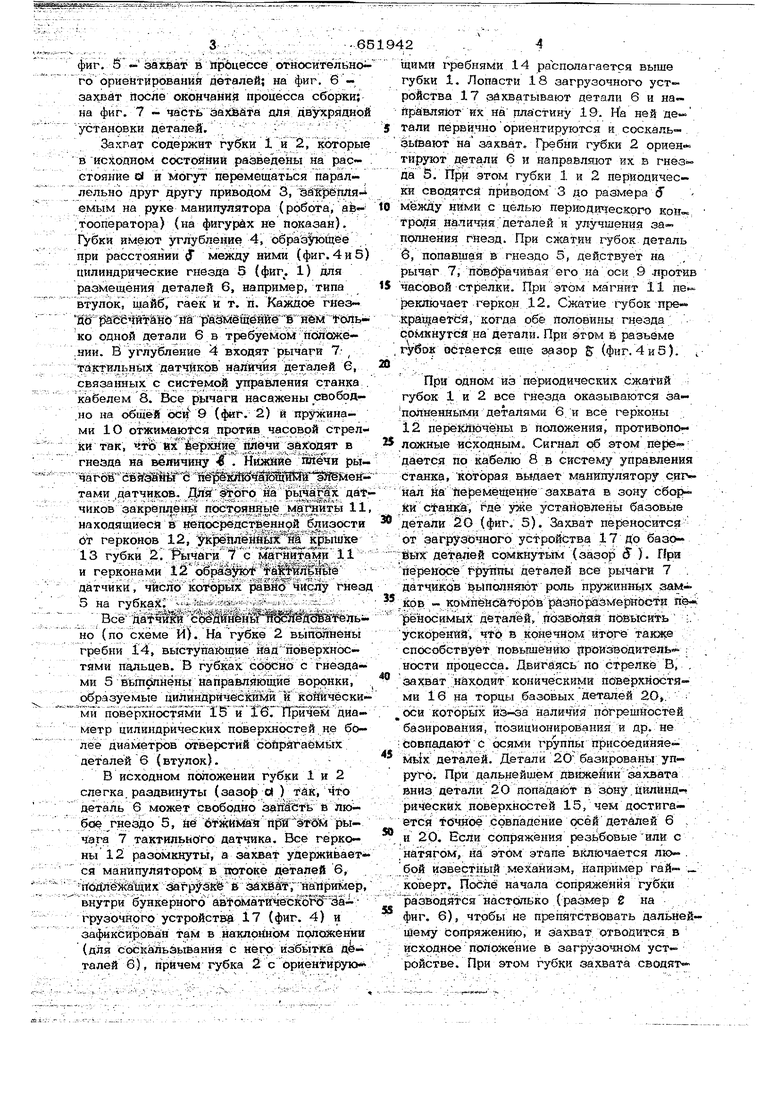
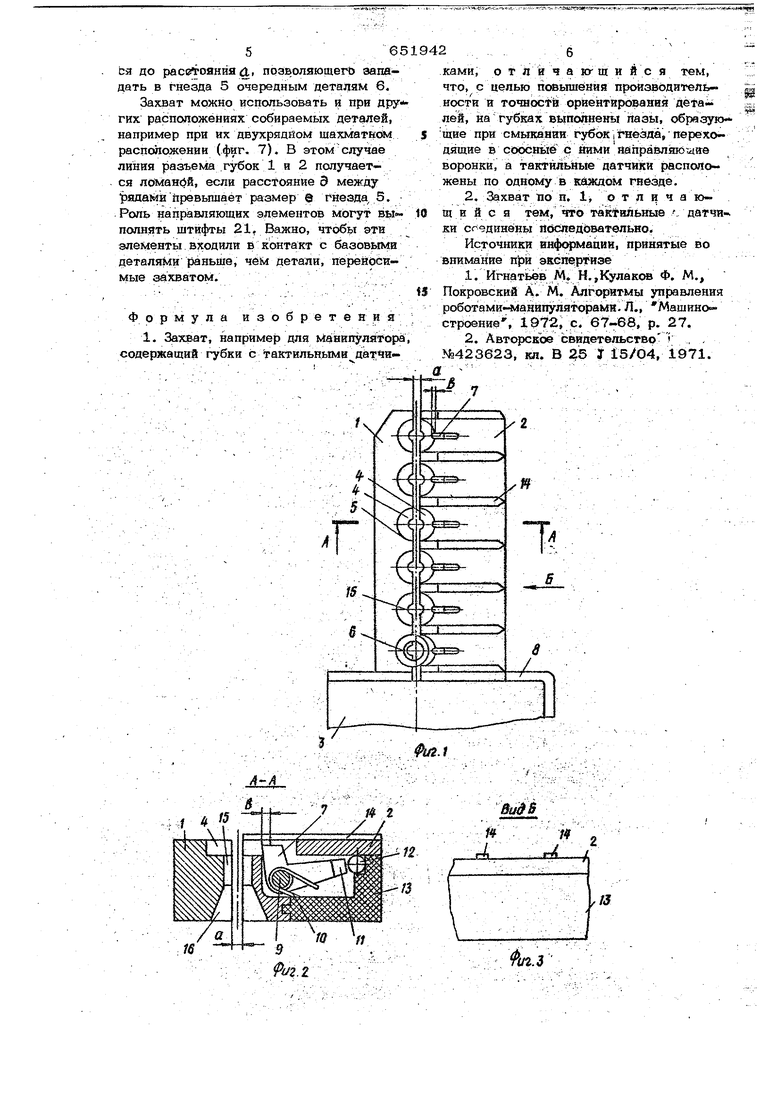
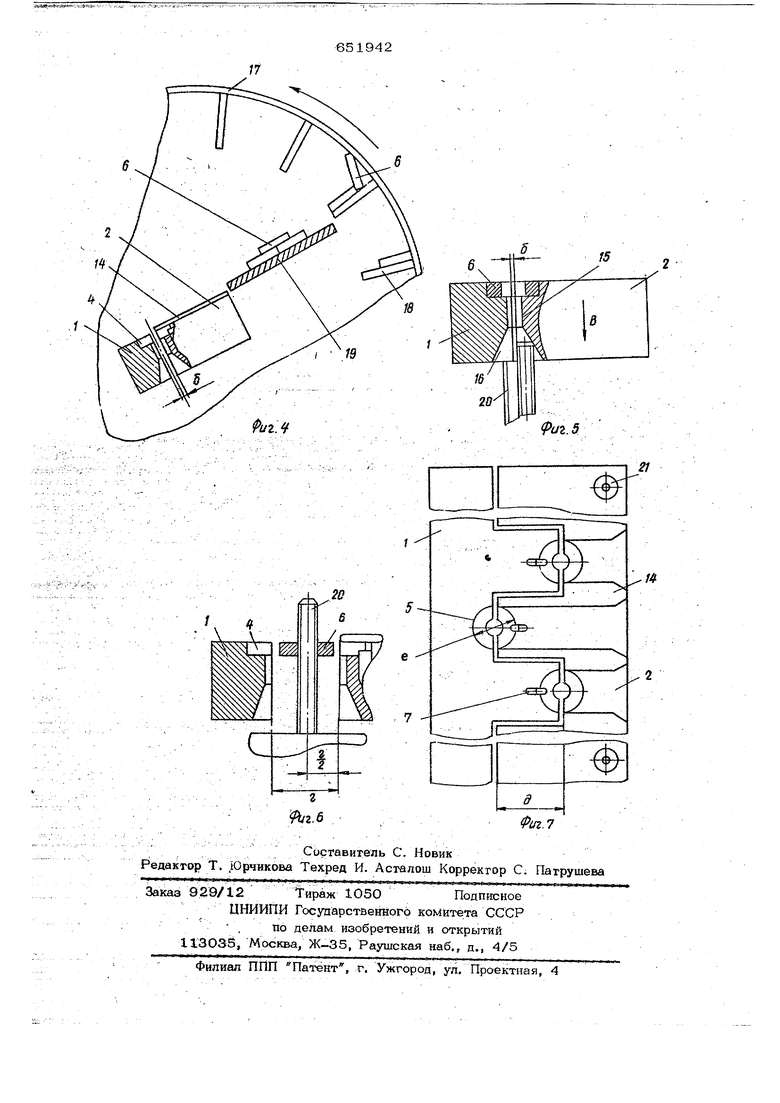
(54) ЗАХВАТ ; V , . ,. . З-,-;-;-,-..J-:...:: л. , ;-.6 фиг. в - saftfeat в процессе относительно го ориентирований деталей; на фиг, 6- зазсвйт йосле окончаййй процесса сборки; на фиг. 7 часть зайбйта для двухрйдно установки деталей, V , Захват содержит губки 1 и2, которы в ИСХОДНОМ состойний разведены на рас- стояние d и могут перемещаться параллельно друг другу приводом 3, ёатфёмяемым на руке манипулятора (робота, ае.тооператора) (на фигурйх не показан). Гуёки имеют углубление 4, образующее при расстоянии между ними (фиг. 4 и 5 цилиндрические гнезда 5 (фиг. 1) для размещения деталей 6, например, типа втулок, шайб, гаек и т. п. Каждое гнездо |3аёечйтано йа раамёщбййеВ нём Только одной детали 6 в требуемом положении. В углубление 4 входят рычаги 7 , тактильных датчиков наличия деталей 6, связанных с системой управления станка кабелем 8. Все рычаги насажены свободно иа общей оси 9 (фиг. 2) и пружинами 10 отжимаются против часовой стрелки так, что их верхние пявчи заводят в гнезда на величину 4 . Нижние плечн рыча гов свяШ1 ыс пе -кЛЙч§1ШШГэШмен-тами ,датчиков. Для ого на рычагах дат чиков закрепленй пocтoяjнньIe магниты 11 находящиеся в непосредственной близости от герконов 12, укрепленйых й& крышке (Jт fr й з4( i-iT 1-л л 13 губки 2. Рычаги 7 с магнитами 11 и герконами 12образую taftfebHise датчики, ЧИСЛО которых равно числу гнез 5 на губках,; - - Все Ьо1ЙЙ1н МШёШатёльно (по схеме И). На губке 2 выполнены гребни 14, выступающие над поверхностями пальцев. В губках соосно с гнездами 5 выполнены направляющие вороики, образуемые цилиндрическими и конически ми поверхностями 1В и 1бГ П зйчем диаметр цилиндрических поверхностей не более диаметров отверстий сопрягаемых деталей 6 (втулок). В исходном положении губки 1 и 2 слегка раздвинуты (зазор d ) тик, что деталь б может свободно аапЙСть в любое гнездо 5, не бтжимая прйэтдм рычага 7 тактильного датчика. Все герко- ны 12 разомкнуты, а захват удерживается манипулятором в потоке деталей 6, подле аТщих загрузив & зйхва, например, внутри бункерного авТоматическЪКо йа- грузочного устройства 17 (фиг. 4) и зафиксирован там в натслонном положении (для соскальзывания с него избытка д4- талей 6), причем губка 2 с ориентирук 2 щими гребнями 14 располагается выше губки 1. Лопасти 18 загрузочного уст«рЬйства 17 зйхватывают детали б и на- йравляют ИХ на пластину 19. На ней тали первично ориентируются и соскальзывают на захват. Гребни губки 2 ориен« тируют детали 6 и направляют их в гнезда 5. При этом губки 1 и 2 периодически сводятсй приводом 3 до размера (J ме.жду ними с целью периодического кои-., троля наличия .деталей и улучшения заполнения Гнезд. При сжатии губок-деталь в, попавшая в гнездо 5, действует на , . рычаг 7, пбвдрачйвая его иа оси 9 -против часовой-стрелки. При этом магнат 11 пе реключает геркон 12. Сжатие губок прекращается, когда обе половины гнезда сомкнутся на детали. При эгом в разъеме губок остается еще зазор § (фиг. 4й5). При одном из периодических сжатий губок 1 и 2 все гнезда оказываются за- полненньгми деталями 6 и все герконы 12 переключены в положения, противоположные исходным. Сигнал об этом пере- ; дается по кабелю 8 в систему управления станка, которая выдает манипулятору сигнал На перемещение захвата в зону сборки станка, где уже установлены базовые детали 2О (фиг. 5). Захват переносится от загрузочного устройства 17 до баоо- йых деталей сомкнутым (задор S ). При переносе группы деталей все рычаги 7 датчиков выполняют роль пружинных аам- ков - компенсаторов рйзиоразмеркости ns--, реносимых деталей, позволяй по&ысйть :. ускорений, что в конечном итоге также способствует повышению производитель - .; ности процесса. Двигаясь по стрелке В, . захват находит коническими поверхностями 16 на торцы базовых деталей 2О, оси которьхх из-за наличия погрешностей базирования, позиционирования и др. не совпадают С осями группы присоединяе- Mbix деталей. Детали 20 базированы упруго. При дальнейшем движении захвата вниз детали 20 попадают в зону цилинд-ч рйческйх поверхностей 15, чем достигается точное совпадение осей деталей б .. и 20. Если сопряжения резьбовые или с натягом, на этОм этапа включается лю- . бой известный .механизм, например гай- - коверт. После начала сопряжения губки разводятся настолько (размер 2 на фиг. 6), чтобы HS препятствовать дальнейшему сопряжению, и захват отводится в исходное положение в загрузочном устройстве. При этом губки захвата сводкт« Ья до рас1 оянйя Й.1 прэволяющегЬ западать в гнезда 5 очередным аетапям 6. Захват можно использовать и при дру гих расположениях собираемых деталей, например при их двухрядном шахматном расположении (фиг. 7). В этом случае линия разъема .губок 1 и 2 получается лоМанбй, если расстояние Э между 1ряда{к йпревьга1аёт размер 9 гнезда 5. Роль направляющих элементов могут вь1 полнеть штифты 21, Важно, чтоб1 1 эти элементы входили s контакт с базовыми деталями раньше, чем детали, переносимые захватом. Формула изобретен и я 1. Захват, например для манипулятора содержащий губки с тактильньши д тчи1/2ками, о т л н ч а иг щ и и с я тем, что, с цепью повьпцёния производительности и точностей ориентирования деталей, на губках выполнены йазы, обрваующие при смьпшнии губок гнезда, перехо дящие в соосныё с ними ааправляютаие воронки, а тактйльйые датчики pecnorto жены по одному в каждом гнезде, 2. Захват Tjo п. 1, о т л ц ч а ющ и и с я тем, что так вльные датчн- ки сг9динвнь1 последовательно. Источники В1ф а1гии, принятые во внимание прй эксп€ ртизе 1,Игнатьев М.Н.,Кулаков Ф. М., Покровский А. М. Алгоритмы управления роботами-манипуляторами. Л., Машино строанив, la, с. 67-68, р. 27. 2.Авторское свидетельство , , fc423623, кп. В Я5 J 15/04, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор | 1988 |
|
SU1521576A1 |
| Групповой схват промышленного робота | 1981 |
|
SU975389A1 |
| Адаптивный схват промышленного робота | 1985 |
|
SU1303403A1 |
| ПРИВОД СХВАТА МАНИПУЛЯТОРА | 2008 |
|
RU2378102C2 |
| Захват промышленного робота | 1980 |
|
SU975387A1 |
| Захватное устройство промышленного робота | 1987 |
|
SU1426783A1 |
| Захватное устройство | 1986 |
|
SU1579773A1 |
| Роботизированный технологический комплекс для горячей штамповки | 1987 |
|
SU1581455A1 |
| Захват | 1984 |
|
SU1178586A2 |
| Захватное устройство | 1983 |
|
SU1220788A1 |
W
Фиг.З
