(54) УСТРОЙСТВО ДЛЯ СВАРКИ liOJiMMePHbiA МАТЕРИАЛОВ
две функции: воспринимает вес сворачного инструмента, облегчая труд рабочего, и позволяет вести медный .наконечник инструмента строго горизонтально, точно по свариваемому шву, обеспечивая хорошее качество сварки.
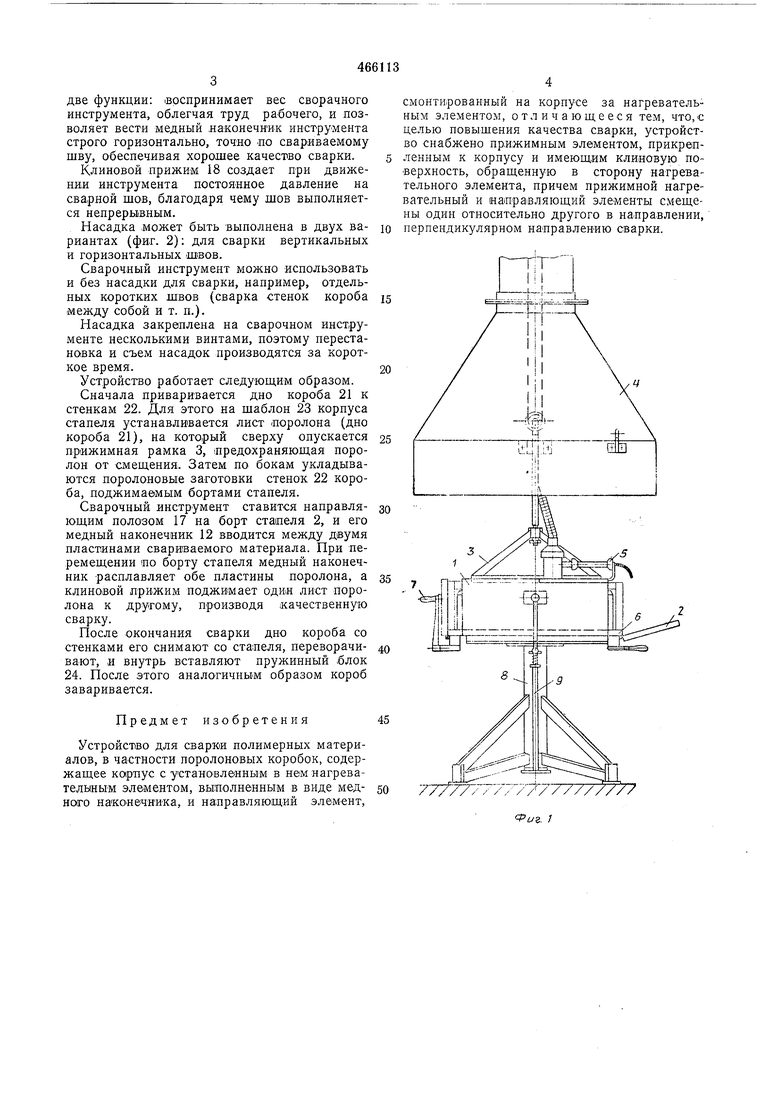
Клиновой прижим 18 создает при движении инструмента постоянное давление на сварной шов, благодаря чему шов выполняется непрерывным.
Насадка может быть выполнена в двух вариантах (фиг. 2): для сварки вертикальных и горизонтальных швов.
Сварочный инструмент можно использовать и без насадки для сварки, например, отдельных коротких швов (сварка стенок короба между собой и т. п.).
Насадка закреплена на сварочном инструменте несколькими винтами, поэтому перестановка и съем насадок производятся за короткое время.
Устройство работает следующим образом.
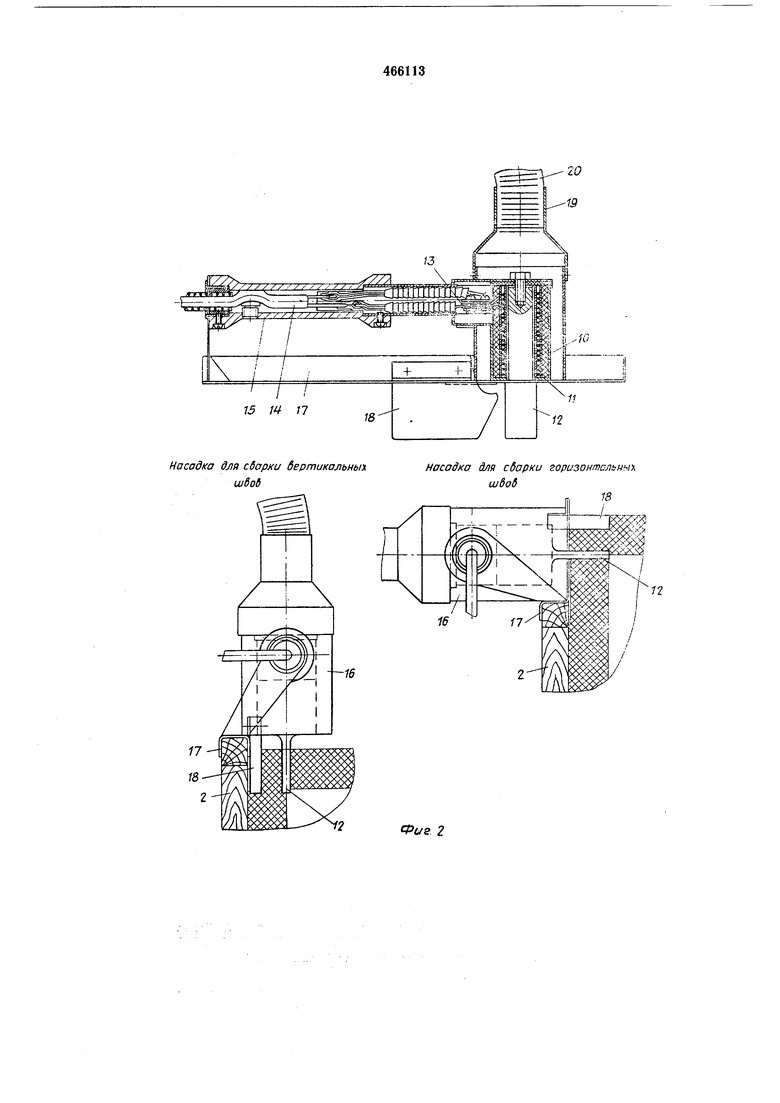
Сначала приваривается дно короба 21 к стенкам 22. Для этого на шаблон 23 корпуса стапеля устанавливается лист поролона (дно короба 21), на который сверху опускается прижимная рамка 3, лредохраняюш,ая поролон от смещения. Затем по бокам укладываются поролоновые заготовки стенок 22 короба, поджимаемым бортами стапеля.
Сварочный инструмент ставится направляющим полозом 17 на борт стапеля 2, и его медный наконечник 12 вводится между двумя пластинами свариваемого материала. При перемещении по борту стапеля медный наконечник расплавляет обе пластины поролона, а клиновой прижим поджимает оди.н лист поролона к другому, производя качественную сварку.
После окончания сварки дно короба со стенками его снимают со стапеля, переворачивают, и внутрь вставляют пружинный блок 24. После этого аналогичным образом короб заваривается.
Предмет изобретения
Устройство для сварки полимерных материалов, в частности поролоновых коробок, содержащее KOipnyc с установленным в нем нагревательным элементом, выполненным в виде медного наконечника, и направляющий элемент,
смонтированный на корпусе за нагревательным элементом, отличающееся тем, что,с целью повыщения качества сварки, устройство снабжено прижимным элементом, прикрепленным к корпусу и имеющим клиновую поверхность, обращенную в сторону нагревательного элемента, причем прижимной нагревательный и напра1вляющий элементы смещены один относительно другого в направлении, перпендикулярном направлению сварки.
7. Насадка для сбархи бертикальныу, шваб насадка Фые 2 ила сборки горизонтальные шбоб
7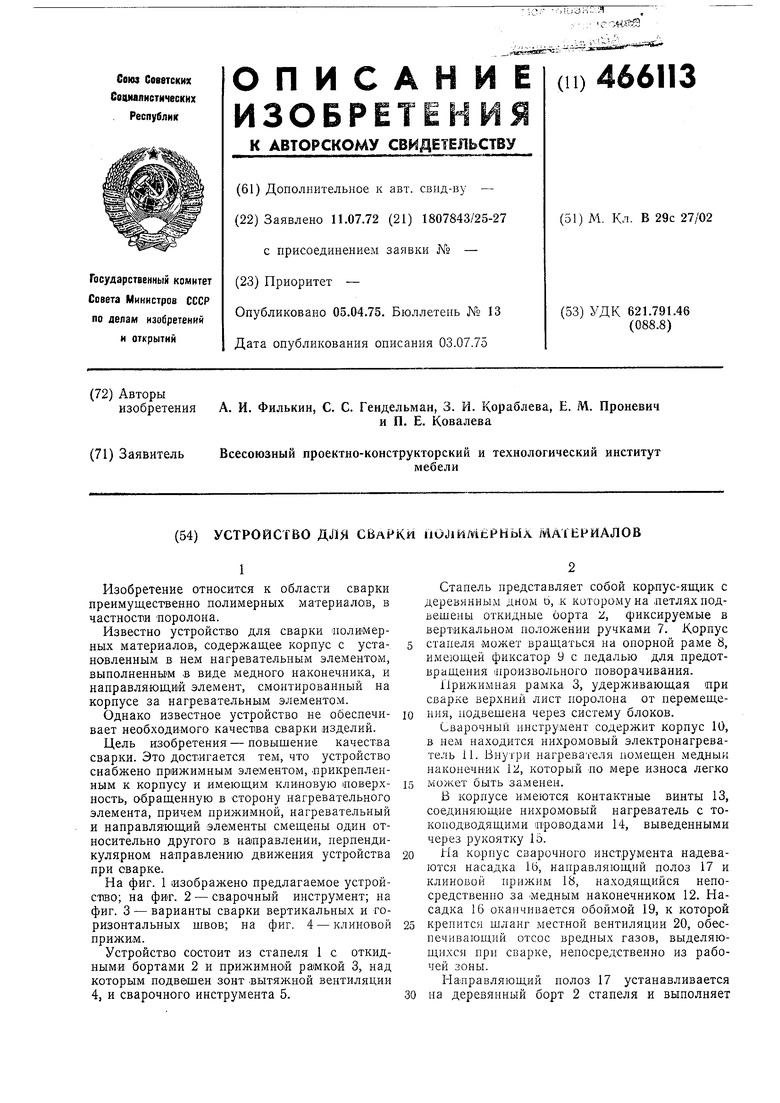
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОБРАТНОЙ СТОРОНЫ ПРОДОЛЬНЫХ ШВОВ | 1992 |
|
RU2024381C1 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| Устройство для сборки под сварку | 1978 |
|
SU766806A1 |
| Прижимной фиксатор профилированной конструкции для лазерной металлообработки | 2019 |
|
RU2722292C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СВАРКИ ПРОФИЛЬНЫХ ЭЛЕМЕНТОВ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТМАССОВОГО МАТЕРИАЛА, В ЧАСТНОСТИ ПВХ | 2014 |
|
RU2644865C2 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Способ соединения пластмассовых рукавов и устройство для его осуществления | 1990 |
|
SU1782769A1 |
| Устройство для сварки встык термопластичных листовых материалов | 1976 |
|
SU651970A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
Фие.З
22
Фаз. if
72
Направление дЬижения инструмента .
