Изобретение относится к области сварки пластмасс и может быть использовано при изготовлении обмоток катушек индуктивности и вариометров из проводов в пластмассовой изоляции.
Известно устройство для сварки полимерных материалов, содержащее мундштук с направляющим каналом, направляющий и формирующий элементы 1.
Недостатком устройства является невозможность выполнения качественной сварки на свариваемых поверхностях изменяющейся формы.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для сварки деталей из полимерных материалов, содержащее корпус с обогреваемым каналом для присадочного прутка и мундщтуком, щовоформующий элемент и прижимные ролики, установленные на осях по обе сторонь от свариваемого стыка 2.
Недостатками известного устройства являются возможность расхождения свариваемых деталей, особенно на криволинейных участках и неровностях поверхностей, а также невозможность обеспечения постоянного давления на свариваемые поверхности жестко закрепленных между. собой роликов и рабочей поверхности щовоформующего элемента, что приводит к дефектам в свариваемом щве, в частности при сварке изоляции обмоточных проводов при изменяющемся радиусе изготавливаемой обмотки (сферическая или спиральная форма катущек).
Целью изобретения является повыщение качества сварного соединения при сварке изоляции обмоточных проводов.
Указанная цель достигается тем, что устройство для сварки деталей из полимерных материалов, содержащее корпус с обогреваемым каналом для присадочного прутка и мундщтуком,. щовоформующий элемент и прижимные ролики, установленные на осях по обе стороны от свариваемого стыка, снабжено смонтированным на корпусе хомутом с подпружиненными относительно него колонкой и вилкой, на которой закреплены под углом друг к другу оси прижимных роликов, установленных с возможностью независимого один от другого вращения, а шовоформующий элемент выполнен в виде стальной пластины с антиадгезионным покрытием, жестко закрепленной одним концом на мунд: щтуке, а другим - щарнирно связанной с подпружиненной колонкой.
Кроме того, оси прижимных роликов расположены под углом 45° одна к другой.
Такое выполнение устройства предусматривает независимую от взаимного расположения работу эле У1ентов, обеспечивающих определяющие параметры процесса сварки. Так, положение прижимного и шовоформующего элементов не зависит от состояния свариваемых поверхностей (отклонения в
пределах допуска, диаметра обмоточного провода, радиус изгиба свариваемых проводов и т. п.) и не влияет на глубину прохож дения мундщтука устройства, что, в свою J очередь, гарантирует неизменность толщины изоляции провода, его электрической прочности.
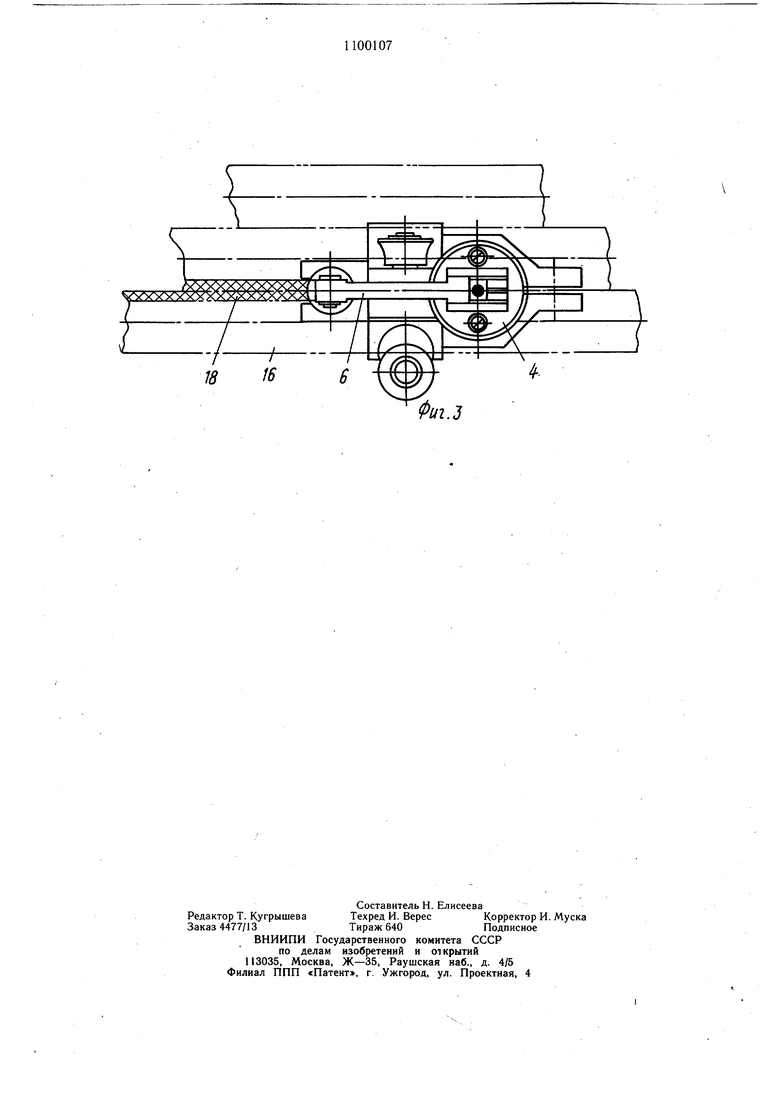
На фиг. i изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - устройство, вид снизу.
0 Устройство для сварки деталей из полимерных материалов содержит корпус 1, внутри которого расположен направляющий канал 2 с нагревательным элементом 3, съемный мундщтук 4, прижимной 5 и щовоформующий 6 элементы. Прижимной элемент 5 выполнен в виде установленных по обе стороны свариваемого стыка роликов 7 и 8, закрепленных с возможностью независимо друг от друга вращения на осях, расположенных под углом 45° Одна к другой.
0 Оси роликов 7 и 8 закреплены на вилке 9, имеющей возможность совершать возвратнопоступательное движение в направляющих отверстиях хомута 10 посредством пружин 11. Шовоформующий элемент 6 выполнен в виде стальной пластины с антиадгезионным
5 покрытием, закрепленной одним концом неподвижно на мундштуке 4, другим - с помощью оси 12 шарнирно на колонке 13, которая имеет возможность возвратно-поступательного движения в направляющем отверстии хомута 10 посредством пружины 14.
Рабочий ход пружин 11 и 14 регулируется гайками 15. Хомут 10 закреплен на корпусе 1 с помощью винта 16. Между хомутом 10 и корпусом 1 для уменьшения тепловой энергии установлена теплоизоляционная прокладка 17.
Угол наклона оси ролика 8 обеспечивает равномерный прижим свариваемого витка к оправке, на которой производится намотка, и к предыдущему витку, что является необходимым для обеспечения заданной формы и геометрических размеров катущки, а также для обеспечения технологических параметров процессов сварки.
Расположение оси ролика под углом 45° 5 обеспечивает минимальное изменение профильных диаметров ролика и вследствие этого минимальную разность скоростей вращения отдельных его частей. Это предотвращает раздвижение проводов во время сварки, а также снятие нестойкой к механическим 0 воздействиям термопластичной изоляции.
Устройство работает следующим образом.
Во время изготовления обмоток катушек индуктивности и вариометров, после уклад, ки первого витка обмоточного провода на оправку, устройство устанавливают так, чтобы мундщтук 4 оказался между первым витком обмотки и началом второго. Далее намотку провода совмещают с подачей термопластичного прутка в нагретый до необходимой температуры направляющий канал 2.
Во время движения устройства по свариваемым виткам обмоточного провода ролик 7 движется по уже закрепленному витку и является направляющим, ролик 8, расположенный под углом 45°, захватывает и прижимает свариваемый виток 18. Этим достигается необходимый контакт между свариваемыми витками, а также их изоляцией и мундщтуком 4.
Вилка 9 с закрепленными на ней роликами 7 и 8 имеет возможность возвратно-поступательного движения относительно жестко закрепленного на корпусе хомута 10. Две пружины И, работающие на сжатие, обеспечивают необходимое давление роликов 7 и 8 на свариваемые витки, рабочий ход пружин 11 регулирует(;я гайками 15. Такое крепление роликов не влияет на глубину прохождения мундштука 4 и учитывает изменение формы свариваемых поверхностей (допуск на диаметр обмоточных проводов, глубину образования сварного щва 19 и т.п.).
Пластина шовоформующего элемента 6 является продолжением мундщтука 4, при ее прохождении по расплавленному присадочному материалу, поступающему в межвитковое пространство из мундщтука, обеспечивается необходимое сварочное давление. Второй конец пластины, закрепленный щарнирно на колонке 13, Hei зависит от положения мундщтука и в диапазоне свободной длины пружина 14 обеспечивает постоянство
сварочного давления независимо от радиуса кривизны обмоточного провода. Величину : сварочного давления выставляют гайкой 15. С помощью устройства можно сваривать изоляцию как на внещней поверхности изготавливаемой обмотки (выпуклая поверх ность сварки), так и на внутренней (вогнутая поверхность сварки), для чего достаточно ослабить винт 16 и передвинуть хомут 10 в сторону мундщтука 4, или наоборот.
Предлагаемое устройство обеспечивает
0 качественную сварку изоляции обмоточных проводов благодаря поддерживанию постоянных параметров процесса сварки независимо от формы и геометрических размеров изготавливаемых обмоток.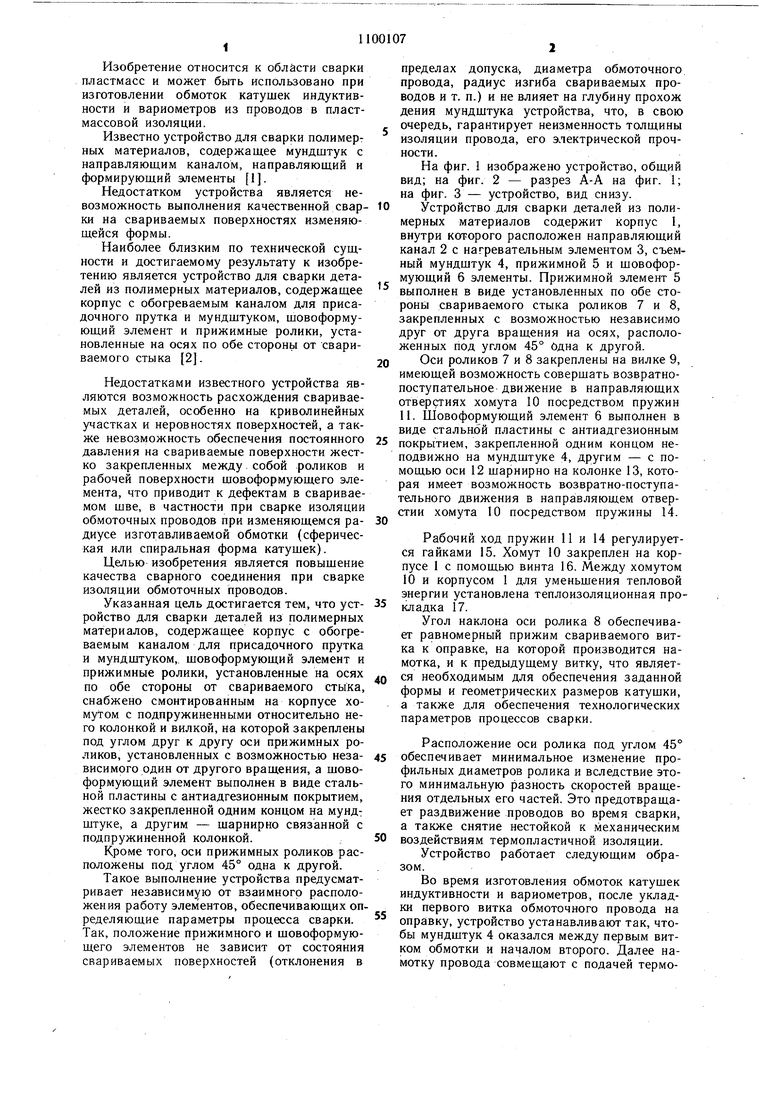

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки деталей из термопластичных материалов | 1984 |
|
SU1224168A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1983 |
|
SU1098806A1 |
| Устройство для сварки термопластов | 1984 |
|
SU1214466A1 |
| Устройство для газоэлектрической сварки | 1972 |
|
SU468724A1 |
| Устройство для сварки с колебаниями электрода | 1986 |
|
SU1360932A1 |
| Устройство для сварки | 1989 |
|
SU1830321A1 |
| Устройство для сварки полимерных материалов | 1977 |
|
SU642188A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1978 |
|
SU737228A2 |
1. УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ. ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащее корпус с обогреваемым каналом для присадочного прутка и мундштуком, шовоформующий элемент и прижимные ролики, установленные на осях по обе стороны от свариваемого стыка, отличающееся тем, что, с целью повышения качества сварного соединения при сварке изоляции обмоточных проводов, устройство снабжено смонтированным на корпусе хомутом с подпружиненными относительно него колонкой и вилкой, на которой закреплены под углом друг к другу оси прижимных ро- . ликов, установленных с возможностью независимого один от другого вращения, а шовоформующий элемент выполнен в виде стальной пластины с антиадгезионным покрытием, жестко закрепленной одним концом на мундштуке, а другим - шарнирно связанной с подпружиненной колонкой. 2. Устройство по п. 1, отличающееся тем, что оси прижимных роликов расположены под углом 45° одна к другой. V) j4 Фиг.1
11
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сварки термопластичного материала | 1968 |
|
SU519116A3 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| Солесос | 1922 |
|
SU29A1 |
