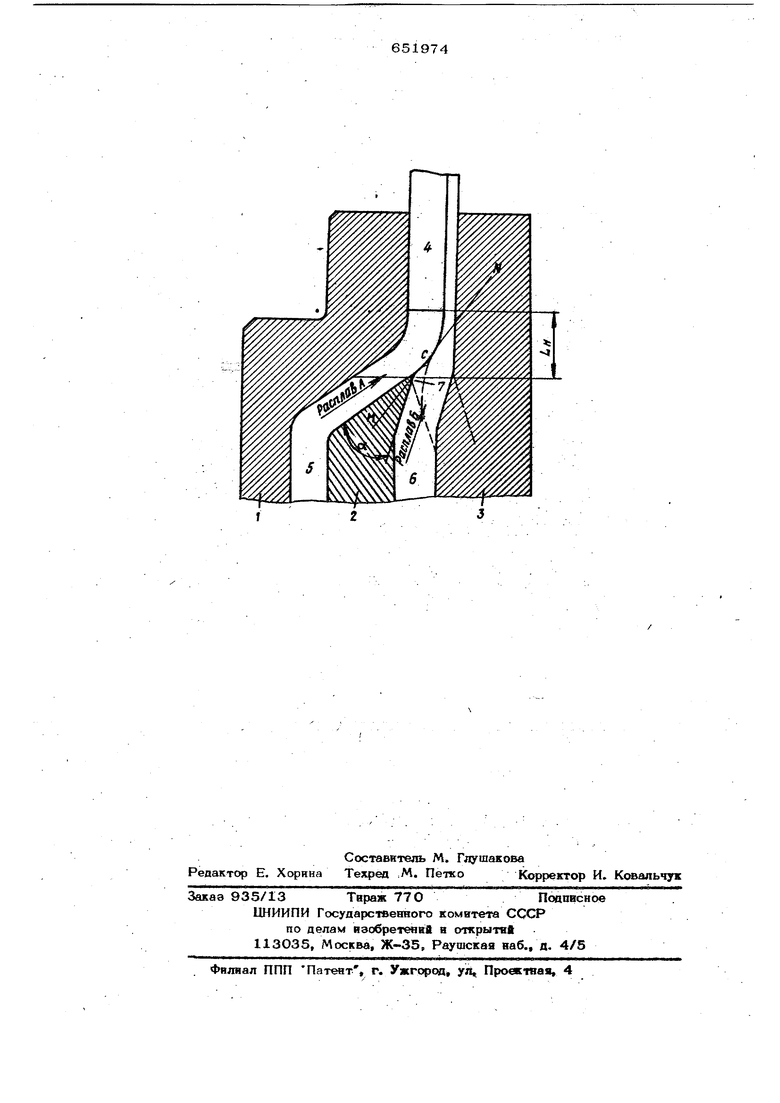
Изобретение относится к области переработки пластических масс в изделия и может быть применено в оборудовании дпя изготовления многослойных пленок, листов труб и профилей из термопластов. Известна экструзионная головка для многослойных изделий, содержащая корпус и дорны, образукшие между собой каналы Недостатком известной головки являетсй сложность регулирования расхода расплава в каждом канале. Известна етсструзионная головка дпя многослойных изделий, содержащая корпус и дорны, образующие между собой каналы раздельного течения, пересекающиеся под острым углом и переходящие в общий канал совместного течения расплавов iZJ. Данная экструзионная головка является наиболее близкой к изобретению по технической сущности и достигаемому резуль тату. Недостатком экструвионной головкн является конструктивная сложность, значительные потери рабочего времени и сырья на экспериментальный подбор Твометрии каналов и технологического режима соэкструзии. Целью изобретения является улучшение качества изделий за счет устранения застойных зон в каналах. Поставленная цель достигается тем, что угол пересеч ия каналов выполнен не превышающим ЗО , причем биссектриса этого угла совпадает с касательной к линии раздела слоев в точке, расположенной от вершины угла пересечения каналов на расстоянии, равном О,3 - 0,5 длины начального учасиса общего канала совместного течения, определенной зависимостью Ч„ 74Яв Ч, Где i« U - длина начального участка общего канала, Re - суммарное число Рейнольдса двух смежньпс потоков, (J - высота канала совместного теченияНа чертеже дана схема двухканальной экструвионной головки. Головка состоит из корпуса 1, промежуточного дорна 2 и дорна 3, образующих между собой канал 4 совместного течения расплавов и два канала 5 и 6 раздельного течения, пересекающихся под острым углом и переходящих в канал совместного течения 4. Биссектриса угла касается линии раздела слоев в точке С расположенной от вершины угла на расстоянии 0,3 - 0,5 длины начального учас ка канала совместного течения 4. . Линия раздела слоев в пределах длины начального участка показана етсспоненциальной кривой, 7 - застойная зона, образованная при произвольной (показана пунк тиром) установке промежуточного дорна 2 Устройство работает следуюшим образом. Потоки расплавов А и Б различных термопластов по каналам раздельного течения 5 и 6 подаются в общий канал совместного течения 4. Вследствие динамического взаимодействия расплавов А и Б в пределах Длины начального участками канала совместного течения 4 происходит геометрическая перестройка потоков, в результате которой расплав с больщим расходом и вязкостью занимает большой обьем в канале совместного течения 4. Длина начального участка L U зависит от средних скоростей потоков, вязкости и плотности расплавов и определяется зависимостьюL 74Re°..cf,. где RQ- суммарное число Рейнольдса двух смежных потоков, определяемое сред ней скоростью, геометрическими размерами, плотностью и вязкостью расплавов, .. - высота канала совместного теГраница раздела слоев имеет.вид плавной кривой, характер которой для полиолефинов подчиняется показательной функции. Для обеспечения ламинарного совместного течения расплавов А и Б без образованиязастойных зон раздельные каналы располагают друг к другу под углом «С I не превышающим 30® При этом угол устанаадивается таким образом, чтобы биссектриса MN касалась линии раздела слоев в точке С , расположенной на расстоянии 0,3-0,5 L от вершины угла Экспериментально установлено, что условия течения расплава в экструзионной головке rlf)eдлoжeuнoй конструкции наиболее полно удовлетворяют естественному характеру течения расплавов без образования застойных зон во всем объеме канала, что обеспечивает изготовление качественных изделий из неТермостабильныхи композиционных термопластов. При произвольном расположении каналов 5 и 6, например при совпадении биссектрисы MN с продольной осью общего канала 4 {на , чертеже показано nyHKTHpovi), неизбежно образование зоны замедленного течения расплава или застойной зоны со стороны потока Б. Величина этой зоны увеличивается с ростом угла ot Конструкция экструзионной головки не допускает образований застойных зон и тем самым обеспечивает качественное производство многослойных изделий из полимеров. Формула изобретения Экструзионная головка Для многослойных изделий, содержащая корпус и Дорны, образующие между собой каналы раздел ноге течения, пересекающиеся под острым углом и переходящие в общий канал сеж- местного течения расплавов, отличающаяся тем, что, с целью улучщения качества изделий за счет устранения застойных зон в каналах, угол пересечения каналов выполнен не превышающим 30 , причем биссектриса этого угла совпадает с касательной к линии раздела слоев в точке, расположенной от верщины угла пересечения каналов на расстоянии, равном 0,3-0,5 длины начального участка общего канала совместного течения, определенной зависимостью I.H 74fte X, где Цц -длина начального участка общего канала, 1в - суммарное число Рейнольдса двух смежных потосов, f - высота канала совместного течения. Источники информации, принятые во внимание при экспертизе, 1.Патент Англии № 954О69, л. В 5 А, 1964. 2,Coextrusion von foeienJaleEn und Besetiichung-en mit АЛеЫЧапае-Breit Scheitiwerkzeuo-e Kunetbioffe 1975,,5..
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для переработки пластмасс | 1983 |
|
SU1125133A1 |
| Экструзионная головка для переработки пластмасс | 1986 |
|
SU1362646A1 |
| Экструзионная головка | 1973 |
|
SU479651A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Кольцевая головка экструадера | 1976 |
|
SU592610A1 |
| Экструзионная головка | 1989 |
|
SU1752569A1 |
| Экструзионная головка для полимерных материалов | 1982 |
|
SU1047717A1 |
| Экструзионная головка | 1991 |
|
SU1801764A1 |
| Угловая экструзионная головка дляизгОТОВлЕНия цилиНдРичЕСКиХ издЕлийиз пОлиМЕРНыХ МАТЕРиАлОВ | 1976 |
|
SU844359A1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |