Изобретение относится к области радиоэлектроники, в частности к устройствам для изготовления секций рулонных конденсаторов.
Известны устройства для изготовления секций рулонных конденсаторов, содержацдие намоточные оправки, привод, механизм подачи лент фольги и диэлектрика в виде роликов, кулачковый распределительный вал и мерные шкивы с электроконтактными датчиками длины.
Недостатком известных устройств является возможность смещения выводов, что ухудшает качество наматываемых конденсаторов.
Наиболее близким техническим решением к данному изобретению является устройство для изготовления секций рулонных конденсаторов, содержащее соединенные с приводом намоточные оправки, механизмы подачи лент фольги и диэлектрика в виде роликов, мерные щкивы и кулачковый распределительный вал с электроконтактными датчиками длины.,
Это устройство также не обеспечивает высокое качество изготавливаемых конденсаторов.
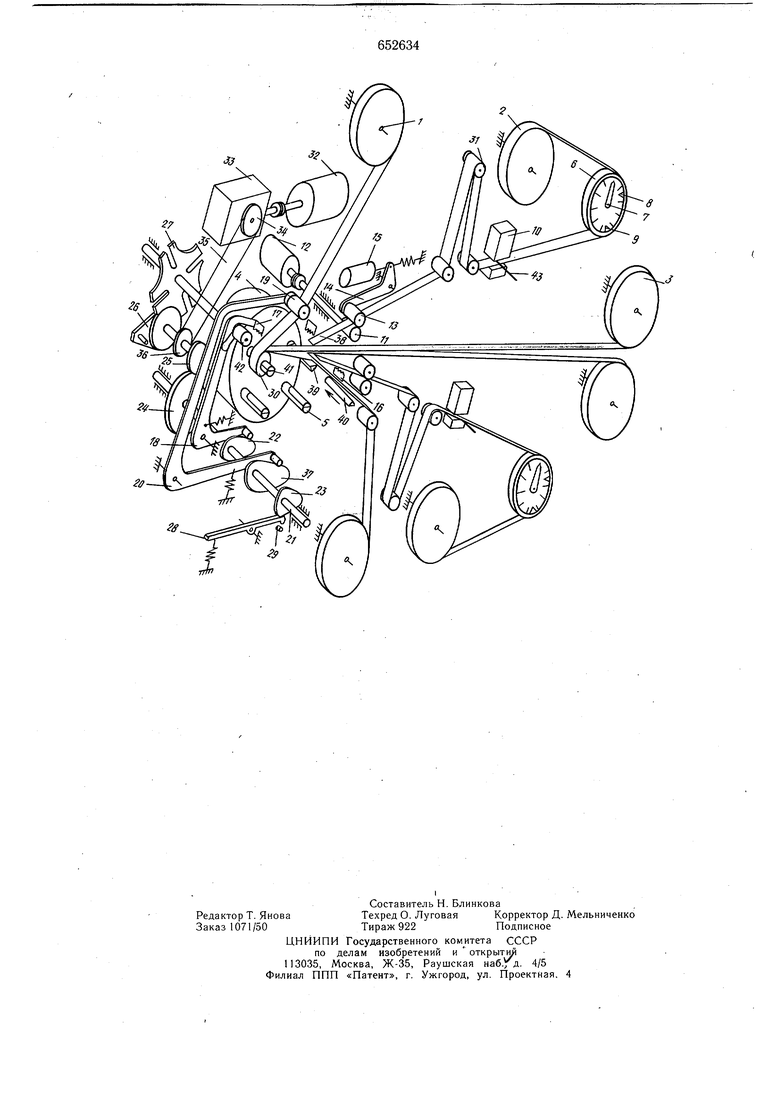
Цель изобретения - повышение качества изготовления конденсаторов. Для этого в устройство для изготовления секций рулонных конденсаторов, содержащем соединенные с приводом намоточные оправки, механизмы подачи лент фольги и диэлектрика в виде роликов, мерные шкивы И кулачковый распределительный вал с электроконтактными датчиками длины, каждый из механизмов подачи фольги снабжен автономным приводом и электромагнитом с подпружиненным рычагом, электрически соединенным с электроконтактными датчиками 5 мерного шкива и распределительного вала, причем один из роликов кинематически связан с автономным приводом, а другой свободно размещен на рычаге электромагнита. На чертеже представлено предлагаемое устройство для изготовления секций рулонных конденсаторов, общий вид.
Устройство содержит шпиндели 1 с рулонами фольги 2 и диэлектрика 3, поворотную планшайбу 4 с намоточными оправками 5, соединенными с приводом, мерный шкив 6 с подвижным контактом 7 и неподвижными контактами 8 и 9, механизм 10 приварки выводов, механизм подачи ленты фольги 2, включающий ролик 11, закрепленный на валу электродвигателя 12, являющегося автономным приводом ролика 11, и прижимной ролик 13, закрепленный на рычаге 14, который связан с якорем электромагнита 15. Для отрезки ленты фольги 2 служат ножи 16 с электромагнитным приводом, для отрезки диэлектрика 3 - нож 17, закрепленный на рычаге 18. Механизм формирования пучка лент выполнен в виде ролика 19, закрепленного на С-образном рычаге 20, который взаимодействует с установленным на валу 21 профилированным кулачком 22. На валу 21 закреплен также кулачок 23. С планщайбой 4 вал 21 связан зубчатой передачей 24 и 25 и мальтийским механизмом 26, 27. Для включения электромагнитов 15, связанных с рычагами 14, и электродвигателей 12 предусмотрен подвижной контакт 28, взаимодействующий от кулака 23 с неподвижным контактом 29. Устройство также включает в себя наматываемую секцию 30, компенсационный ролик 31, привод 32, редуктор 33, цепную передачу 34, 35 и 36, профилированный кулачок 37, на который опирается рычаг 20, конец 38 ленты фольги, полуоправки 39, 40) намоточную оправку 41, клеевой ролик 42 и вывод 43. Устройство работает следующим образом..,- При включении привода 32 через редуктор 33 и цепную передачу 34, 35 и 36 начинает вращаться мальтийский механизм 26, 27 а через зубчатую передачу 24 i 25 - кулачковый вал 21. План щайба 4 поворачивается, а кулачки 22 и 37 воздействуют на рычаги 18 и 20. Кулачок 23 воздействует на подвижной контакт 28, замыкающийся с контактом 29, в результате чего включается в работу электродвигатель 12 и электромагнит 15. Ролик 13, размещенный на рычаге 14, прижимается к ролику 11, зажатый между роликами 13 и 11 конец 38 ленты фольги 2 перемещается к полуоправке 39. При движении ленты фольги 2 приводится в движение мерный щкив 6 и подвижный контакт 7. После того, как подвижный контакт 7 замыкается с неподвижным контактом 8, электромагнит 15 и электродвигатель 12 отключаются. К этому моменту планщайба 4 поворачивается на 1/4 часов оборота. Ролик 19 под воздействием рычага 20 прижимает пакет лент к полуоправке 39, а полуоправка 40 также прижимает пакет лент к полуоправке 39, после чего нож 17 разрубает пакет лент. При вращении сомкнутых полуоправок 39 и 40 ленты фольги 2 и диэлектрика 3 наматываются, образуя секцию, а на намоточной оправке 41 осуществляется домотка наматываемой секции 30 и заклейка ее клеевым роликом 42. В этот момент ролик 19 возвращается в исходное положение. По достижении подвижным контактом 7 неподвижного контакта 9 включаются электромагниты отрезных ножей 16, отражающие ленту фольги 2, после чего вращение оправок 39, 40 и 41 прекращается. При следующем повороте планшайбы 4 все механизмы приходят в первоначальное положение. Съем намотанной секции 30 с оправки производится в нижней части планшайбы 4 за счет ухода оправки внутрь планщайбы 4. Приварка выводов 43 к фольге 2 осуществляется во время прекращения движения ленты фольги 2. Формула изобретения Устройство для изготовления секций рулонных конденсаторов, содержащее соединенные с приводом намоточные оправки, механизмы подачи лент фольги и диэлектрика в виде роликов, мерные шкивы и кулачковый распределительный вал с электроконтактными датчиками длины, отличающееся тем, что, с целью повышения качества изготовления конденсаторов, каждый из механизмов подачи фольги снабжен автономным приводом и электромагнитом с подпружиненным рычагом, электрически соединенными с электроконтактными датчиками мерного щкива и распределительного вала, причем один из роликов кинематически связан с автономным приводом, а другой свободно размещен на рычаге электромагнита. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство № 366660, кл. Н 01 G 13/02, 28.11.71. 2.Авторское свидетельство № 482824, кл. Н 01 G 13/02, 18.05.67.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU737999A1 |
| Устройство для изготовления секцийРулОННыХ КОНдЕНСАТОРОВ | 1979 |
|
SU838787A2 |
| Устройство для намотки секций конденсаторов с выводами | 1982 |
|
SU1053173A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Устройство для намотки секций рулонных конденсаторов | 1984 |
|
SU1265866A1 |
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| Устройство для намотки секций рулонных конденсаторов | 1987 |
|
SU1492393A1 |
| Устройство для намотки секций рулонных конденсаторов | 1980 |
|
SU900335A1 |
| Поворотная головка для намотки секций рулонных конденсаторов | 1986 |
|
SU1322385A1 |