Изобретение относится к технологЕйц Ьборки микроэлектронной аппаратурьт и может быть использовано при рйзработке высококачественных устройств для автоматической ультразвуковой микросварки, например, при сборке полупро1Бодниковь Х нриборов И интвградьяых схем.
Известен способ определения механического импеданса микросоединения при ультразвуковой сварке, при котором измеряют один из параметров зоны контактирования соединяемых элементов pj .
Способ осуществляют устройством для определения механического импеданса, содержащим генератор сигналов, вычислительное устройство, управляющее устройство и индикатор.
Однако данный способ измерения импедансов сварных соединений при микросварке, например полупроводниковых приборов и интегральных схем, характеризует сравнительно низкая точность
измерения, что обусловлено малой величиной эяектригческого импеданса микросварного соединогия.
Кроме того, величина электрического импеданса недостаточно полно характеризует качество aшфocвapнoгo соединения, представляющего собой сложную систему, состоящую из вывода, контактной площадки, подложки, корпуса и опоры.
Цель изобретения - повысить точность измерения.
Это достигается тем. Что осуществляют измерение электрического импеданса и вычисляют механический импеданс по формуле
-у ta
Zs z«tbfee + apcth 1Zc .
4-arcth-ri5ryr
«J
Zc
где Zg - механический импеданс микросварного соединения;
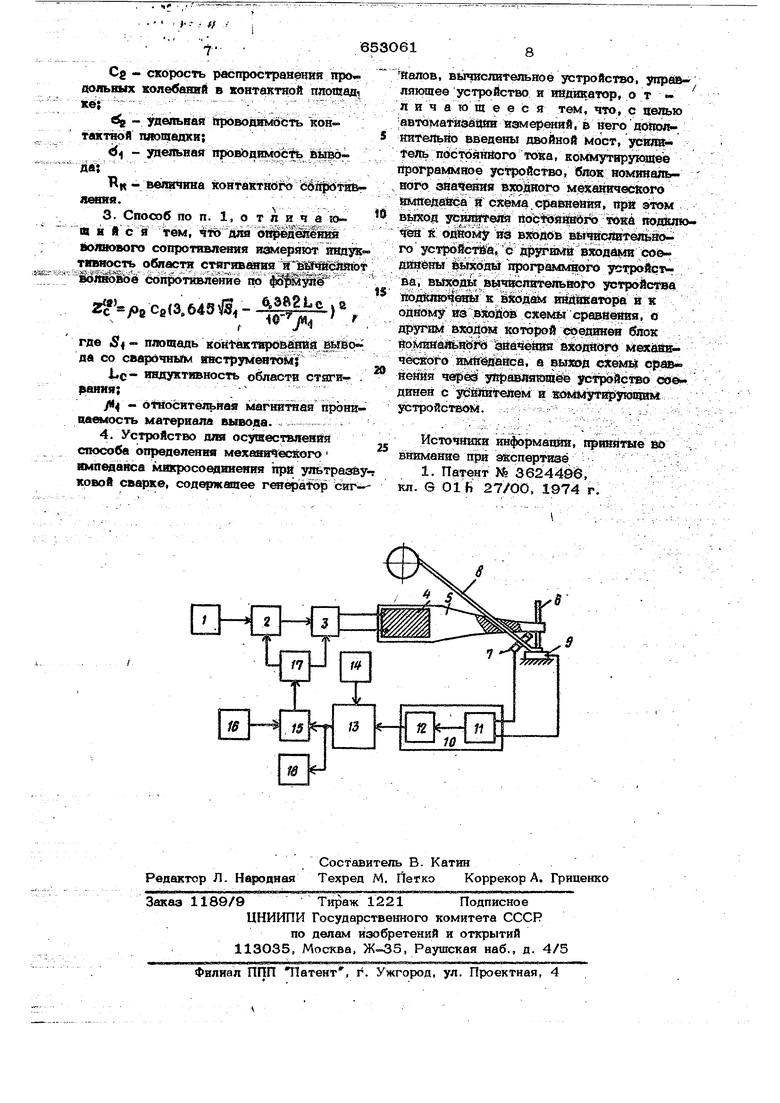
j - постоянная распространения; толщина соответственно вывода и контактной площадки; ZjJ волновое сопротивление соответственно вывода, контактной площадки и опоры; pg - нормированный импеданс Системы. Для определения волнового сопротив ления измеряют контактное сопротивление и вычисляют волновое сопротивлени контактной плЬшадки по формуле Zc2 0,196- l|i±M., к гле pg - плотность материала контакт ной площадки; Cg - скорость распространения пр дольных колебаний в контактной площад ке; 8 удельная проводимость контактной площадки; 5 - удельная проводимость вывода; - величина контактного сопротивления. Кроме того, волновое сопротивление можно опр еделить путем измерения индуктивности области стягивания и вычисления волнового сопротивления по формуле Z « Яа-62(3,648 Уз;-|)t, где sS-j - площадь контактирования вывода со сварочным инструментом; LC - индуктивность области стягивания;j« - относительная магнитная проницаемость материала вывода. Предлагаемый способ может быть осуществлен устройством, содержащкпи генератор сигналов, вычислительное устройство, управляющее устройство и индикатор. Отличие «того устройства, позволяющее осуществить предлагаемый способ, состоит в том, что в него введены двойной мост, усилитель постоянного тока, коммутирующее программное устройство, блок номинального значения входного механического импеданса и схема сравнения. При этом выход усилителя постоянного тока подключен к одному из входов вычислительного устройства, с ;фугими входами соединены выходы программного устройства. Выхо ды вычислительного устройства под1слюч ны ко входам индикатора и к одному из входов схемы сравнения, с другим вхо- дом которой соединеч блок номинального значения входного механического импеданса, а выход схемы сравнения через управляющее устройство соединен с усиителем и коммутирующим устройством. На чертеже показана структурная схема устройства. Оно содержит задающий генератор 1, усилитель 2, коммутирующее устройство 3, электроакустический преобразователь 4, конденсатор 5, сварочный инструмент 6, губки 7 отрывного устройства, проолочный вывод 8, контактную площадку 9. Кроме того, устройство включает измерительное устройство 10, двойной мост 11, усилитель 12 постоянного тока, вычислительное устройство 13, программное устройство 14, схему сравнения 15, блок 16. номинального значения, управляюшее устройство 17 и двухлучевой осциллограф 18. Входной импеданс Z мшфосварного соединения можно определить из формулы Zs atxrth l thfyg s arcth . где Z§ -4 волновое сопротивление; у - постоянная распространения; В - толщина; g - входной нормированный импеданс системы подложка-корпус-опора. Индексы 1 - 3 относятся к параметрам соответственно вывода, контактной площадки и подложки, Zc может .быть определено из выражения .Zcf.0.196 ., RK(2) при измерении контактного сопротивления RI области стягивания или из вьфажения.С8(М45У8,-А) (3) при измерении индуктивности LC области стягивания. В процессе микросварки изменяется влияющее на величину входного импеданса микросварного соединения. Работает устройство для реализации предложе1таого способа измерения входного импеданса микросварного соединения следующим образом. Электрические колебантя задающего генератора 1, усиленные с помощью уси лителя 2, подают через коммупфующее устройство 3 на электроакустический i преобразователь 4. Ультразвуковые коле бания последнего с помощью концентратора 5 и сварочного инструмента 6 пос пают в зону соединения вывода 8с контактной площадкой 9. Для измерения контактного сопротивления между выводом 8 и контактной площадкой 9 используют измеритель ное устройство 10, состоящее, напри мер, из двойного моста 11, одним из плеч которого является измеряемое со прогивление. и усилителя постоянного тока 12. Один из выводов двойного моста 11 соединен с губками 7 отрывного устройства, а другой - с измерительным зондом, контактирующим с площадкой 9. Питание двойного моста 11 осуществляется от источника стабилизированного тока, включенного в диагональ моста, ко второй диагонали которого подключай вход усилителя постоянного тока 12, с выхода которого напряжение, пропорнио- наивное величине Контактного сопротгш ления, поступает на вход вычислитель;ного устройства 13, реализующего функции, например, (1), (2). Кроме того, на входы вычийлисель- ногоустройства подаются напряжеийяспро раммногоустройства 14, пропорциональны Zc ,е+, Zf, (2s ,Т2Де . , а также величине 0,196. С выхода вычислительного устройства 13 сшгнай, пропорциональный величине входного импеданса Zg микросварного соединения, поступает на один из входов схемы срав нения IS, на, другой вход которой подает напряжение с выхода блока 16. Выход . ным напряжением схемы сравнеш я 15 с помощью управляющего устройства 17 производится управление усилителей 2 и коь1мутирующим устройством 3, которое отключает ультразвуковой генератор и прекращает процесс микросварки при достижении величиной Zg определен- ного значения, соответствующего качественному соединеншо. Изменение активной и реактивной составляющих входного импеданса со© дйнения в процессе микросваркй MOIKHO проконтрол{фовать визуально с помощью ,двухпучевого осциллографа 18, подключенного к выходу вычислительного устройства 13. Пример. Использование способа и устройства для измерений вхош.ого импеданса микросоединения для автоматизироваттаого управления ггроцессом микросваркй алюмит1евой проволоки диаметром 4J мм с золотым покрытием толщиной 6 мкм на подложке из ковара Приводит к повышению качества микросвар-. ных соединений в 2-2,4 раза. Воспроизводимость качества возрастает в среднем на 20%. Выход годных интегральных схем за счет этого увепичйвается на 10-20%.. Экономическая эффективность внедрения данного способа и устройства для измере кия входного импеданса микросОедтаения при сборке интеграпькь5Х схем, выпуекаемых серийно, составит свыше 5О тыс.руб. формула изобретения 1. Способ определения механЕческого импеданса мшсросоединения при ультразвуковой сварке, при котором измеряют один из параметров зоны контактирования соединяемых элементов, отличающийся тем, что, с целью повышения точности измерения, осуществляют измерение электрического импеданса и вычисляют механнчесЕНЙ нмпеяанс по формуле Z5 2i4b{ ias-b apct i|frtli%9ea-t-I- afct1ig%j {2s-}}f где Zg - механический импеданс микро сварного соединения;- . - постоянная распространения; Р, толщина соответственно вывода и контактной площадки; 2,2,3) волновое сопротивление соответственно вывода, контактной площадки и опоры; «3 нормированный импеданс системы. 2. Способ по п. 1, от л и ч а ю щ и и с я тем, что для определения волнового сопротивления измеряют контактное сопротивление и вычисляют волновое сопротивление контактной площадки по формуле (6jrt5.g)f 0,196-/ gC8Н2ггде Og - плотность материала конгактной площадки;
Cg - скорость рвспрострав01Шя про вольных колебашгй в контактной ппошадч
Tg f----::.- --- .
fSg - : пельнвя пфоводвмость коя тактной пяоцадки;
$ - удельнай hpOBbAiiMOcfb &ывд
Ае ,.
11 к - величина контактного едй роти&яеаяв.
3.Способ по п. 1, о т л и ч а о п н и с я тем, что для ottpeu&iSraxa волнового сопротявлевия измеряют шаук яияюсть обпасто стягившшя йШ ч11 :1Вйют ШйнкШё сб1ф6т1юлениё по
./.,c.(3.649€,)«,
ГJ
где S - площадь кон актаро&авйя выйо да со сварочным йнстрэч том;
Ье- индуктивность области стягн- . рания;.
/й - относительная магнитна прониваоьюсть материала вывода. 4.Устройство для осушествяенйя способа определения мехавнЧёс:Ёого вмпедакса макросоединения при ул траз&уковой сварке, содержащее геяератор сиг-Налов, вьгаислитепьноё устройство, управляюшее устройство и индикатор, о т личаюгаеес я тем, что, с целью автоматидавви измерений, в него дополнительно введены двойной Мост, усшин Те/й. постоянйого тока, коммутирующее тфограммное устройство, блок номинальвого значбйяя входного механического шшеда а я схема.сравнения, при этом выход усигагтеяя постояяябго то«а пошойо чен к из вычисштепьаого устройства, с другими входдмя сое дйдешл ixosbf программного устройс1 ва, выходы вычоюлительвого устройства подкшочшы к ькояам шшшсатора в к одному из входов схемы сраввенйя, о другим влгайом которой соедяжеа блок йоми8а% нЬ1Ч$ шачещв входного мехдйичвского амй 13вса, а выход схемы срт нешя через у фавяя1ощеб устройство сое динен с ус И{ШТ€Лбм и коммутв укщвм Зястройсггеом.
Источшши информащш, принятые во внимание при акспертвзе
1. Патент № 3624496, кл. G 01Ь 27/ОО. 1974 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом ультразвуковой микросварки | 1985 |
|
SU1311887A1 |
| Способ управления процессом ультразвуковой микросварки (его варианты) и устройство для его осуществления | 1985 |
|
SU1276465A1 |
| Устройство для моделирования нагрузки ультразвуковой системы | 1980 |
|
SU899304A1 |
| Способ контроля процесса ультразвуковой сварки | 1977 |
|
SU662301A1 |
| Устройство для контроля сварных соединений в процессе контактной микросварки | 1988 |
|
SU1581522A1 |
| Устройство для ультразвуковой микросварки | 1982 |
|
SU1058743A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА МОНТАЖА ПОДЛОЖЕК ВО ВРЕМЯ УЛЬТРАЗВУКОВОЙ МИКРОСВАРКИ | 2018 |
|
RU2721338C1 |
| Устройство для автоматического регулирования процесса ультразвуковой микросварки и пайки | 1977 |
|
SU733923A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1982 |
|
SU1092021A1 |
| Контактная пара для микросварки интегральных схем | 1977 |
|
SU722429A1 |
