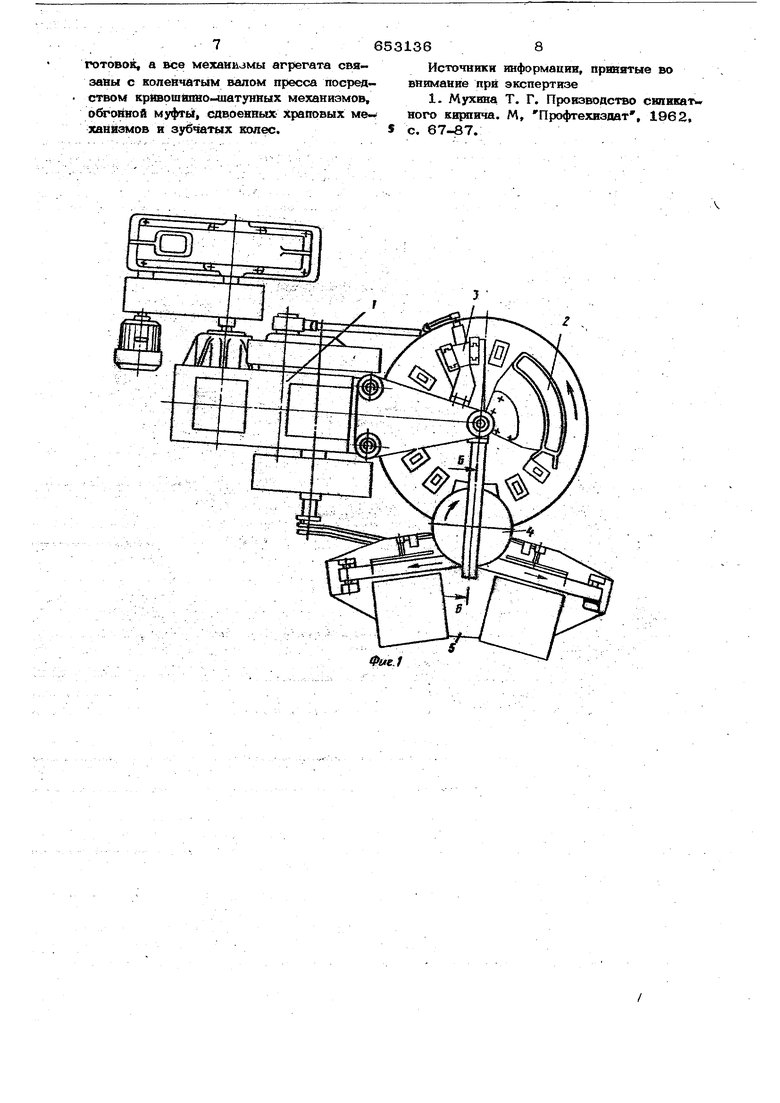
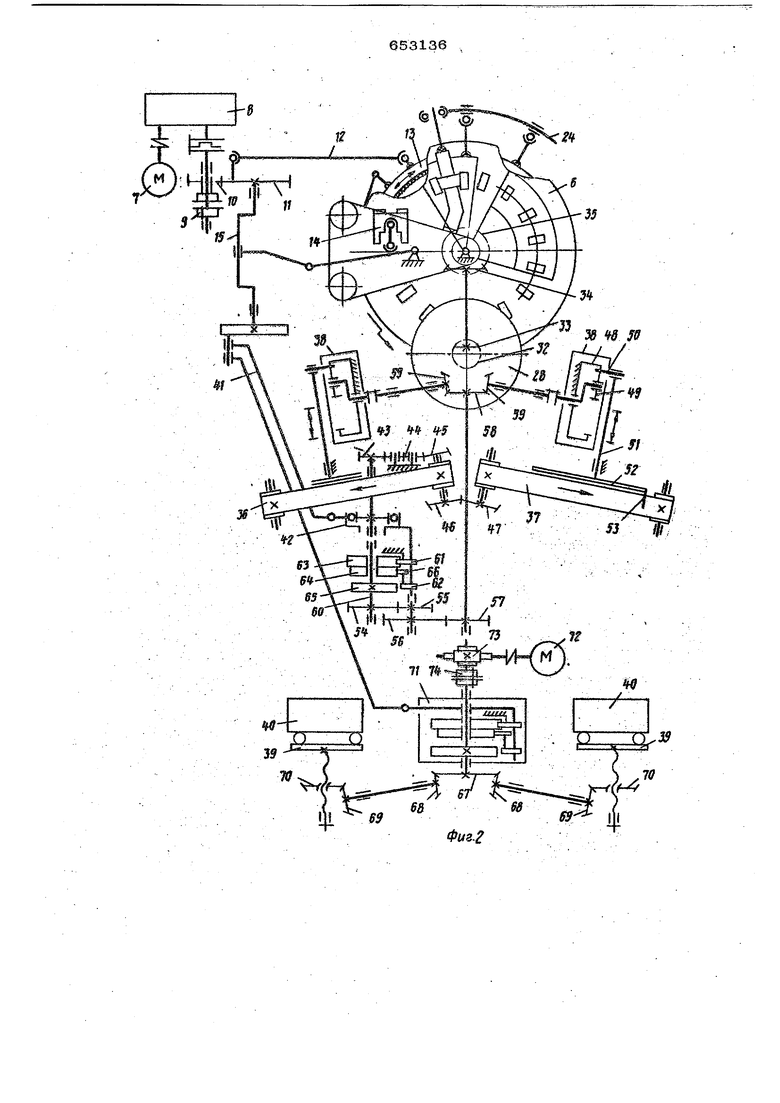
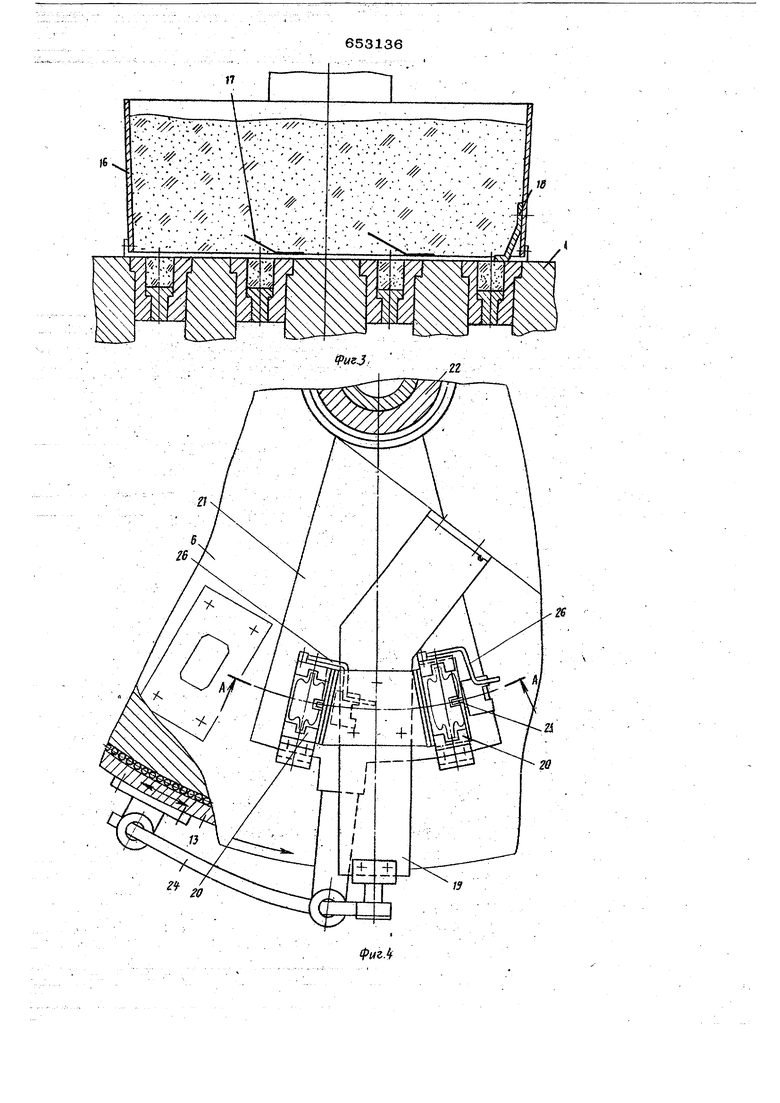
Изобретение относится к оборудованию для формования штучных изделий, например брикетов тормозных колодок к трактору ДТ-75, н может быть использовано в промышленности асбестовых технических изделий. Известен агрегат для формования штучных изделий, например силикатного кирпича сырца, состоящий из револьверного пресса, обьемного дозатора массы, устройства для сьема кирпича-сырца со стола пресса и укладки его на запарочные вагонетки, включающего съемник со щечными захватами, транспортер-накопитель, перегрузочное устройство с групповым захватом для переноса кирпичей с транспортера-накопителя на запарочные вагонетки l Однако использовать этот агрегат для изготовления брикетов тормозных колодок с металлическими каркасами не представляется возможным, так как его конструкция не обеспечивает точное дозирование трудносыпучей, легко уплотняющейся под действием собственного веса асбомассы. поштучную выдачу и укладку в гнезда пресс-форм металлических каркасов, сьем, разделение по типоразмерам Е укладку брикетов без интервалов в тележки. Целью изобретения является обеспечение возможности брикетирования штучных изделий с металлическими каркасами. Это достигается тем, что агрегат снабжен устройством для поштучной выдачи металлических каркасов в гнезда прессформ, содержащим отсекатепь, который через рычаг шарнирно связан с механизмом поворота стола пресса. Устройство для сьема изделий выполнено в виде диска с радиально расположенными попарно электрически соединенными электромагнитами, установленных под ними двух разнонаправленных транспортеров, сталкивателей, выполненных в виде планетарных механизмов, опускных столов,. При этом дозатор установлен на етанинё пресса между устройством для сьема щтучнйх изделий и устройством поштучной выдачи заготовок. Все механизмы агрегата связаны с колен- чатым валом пресса посредством кривоши но.4иатунных механизмов, обгонной муфты сдвоенных храповых механизмов и зубчатых колес. На фиг, 1 изображен предлагаемый агрегат, общий вид; на фиг. 2 - кинематическая схема устройства; на фиг, 3 объёмный дозатор; на фиг, 4 устройст. во для пошт5гчн6й выдачи и укладка метал лических каркасов, план; на фиг, 5 - разрез по А-А на фиг. 4; на фиг. 6 - сьем.ник изделий, разрез по Б-Ё на фиг. 1. Агрегат (см. фиг. 1) состоит из револьверного пресса 1, объемного Дозатора массы 2, устройства для поштучной выдачии укйадкй металлических каркасов 3, устройств 4 и 5 сьответственно для съёма и укладкй в тележки сформованных из Дблйй.; . , .. РевОйьвёрный пресс (см, фиг. 2) представляет со бо и чётыр ехпрзй ционны и ав- : томат. Стол 6 пресса, имеющий, например шестнадцать пресс-форм, получает пульсирующее движение от эпектродвигателя 7 через редуктор 8, фрикционную муфту 9, зубчатую передачу 10 и 11, шатун 12, соединенный с поворотным колшом 13, которое в сборе со столом 6 представляe.J собой храповое устройство. Формующий поршень 14 получает движение от крленч атого вала 15 пресса чересз .Систему рыЧЙГОВ, , , - ..-, .: ....... v.-,-/-. .-; Дозатор асбомассы (см. фиг. З) представляет собой закрепленный неподвижно над столом 6 пресса бункер 16, межДу эадиальными стенками которого расположены наклонные планки 17. Угол наклона планок 17 к ПЛОСКОСТИ стола 6 пресса выбирается в 3aBaciftviocTfl от свойств асбомасеы и необходимойточности дозирования. Расстояние между нижним .концом планок 17 и плоскрсТью стола 6 выбирается минимальным, но достаточным для свободного прохождения уплотненной маесы. Для удаления излишней массы бункер оборудован 1ножо.м 16 Устройство для пощтучной выдачи и укладки металлических каркасов тормозных колодок (см. фиг. 4 и 5) установлено неподвижно на кронштейне 19 над столом пресса по окружности центров прессформ и состоит КЗ двух магаз1шов 20,отсекателя 21, выполненного в виде сектора с окнами дл# каркасов, и подвижно соединенного с осью 22 стола пресса. Отсекатель 21и каркасы в магаомах опираются на Пластины 23 (см, фиг. 5), жестко связанные с магазинами 20. Для сообщения отсекателю 21 колебательного движения, синхронного с движением стола пресса, служит рычаг 24 (см. фиг. 4), шарнирно связанный с отсекателем 21, кронштейном 19 и поворотным кольцом 13 стола 6. Для обеспечения поштучной выдачи и точной укладки каркасов в гнезда прессформ отсёкатель 21 снабжен поддерживающими каркасы упорами 25, а магазины 2О - рычагами 26, установленными с возможностью колебательного движения, и ограничителями 27 (см. фиг. 5). Съемник изделий (см. фиг. 6), представляющий сЬбой диск 28 с радиально расположёнными электромагнитами 29, соединенными попарно токопроводами и питающимися через щетки 30 от неподвижного токопроврдшдего полукольца 31, пол} 1ает вращение от оси стола 6 пресса посредством зубчатой передача 32-35 (см. фиг. 2). .... Укладчик изделий, осуществляющий раз деление по типоразмерам и укладку изделий в тележКй, состоит из двух транспортеров-накотШтёйей 36 и 37 (см. фиг. 2), установленных с возможностью вращения в противоположные стороны, сталкивателей 38, подъемно.-опускных столов 39 со СйенныМй тележками 40. Для сообщения транспортерам пульсирующего Движения слркит кривошйпно лиа-ч туниый мйгсанизм 41, установленный на коленчатом валу 15 пресса, обгонная муфта 42 и зубчатая передача 43-47. Сталкиватель изделий 38 представляет собой планетарный механизм, с внутренним зацеплением, у которого зубчатое колесо 4В закрепленонеподвижно, а сателлит49 имеет водило 50, закрепленное на начальной окружности и совершающее возвратнопоступательное движение при повороте сателлита 49 на 360 , передающееся штоку 51 с планкой 52 и ограничителем 53. Движение сталкивателю передается через зубчатую передачу 54-59 от вала 60 сдвоенно1:о храпового механизма, водило которого с двумя собачками 61 и 6 2 жёстко связано с обоймой обгонной муфты 42. Ведомое храповое колесо 63 механизма снабжено копиром 64, а собачка 62 взаимодействующая с ведущим храповым колесом 65, обкатывающимся по копиру роликом 66. зубьев храповых колес, угол их поворота и профиль копира подобраны такими, что сталкивание изделий с травспо{) теров-явкопителей в тележки происходит после формирования радов изделий при западаний ролика вв во впадину копира 64. Для опускания столов 39 с тележкам 40 после формирования очередного слоя изделий служат зубчатая передача 67-7О и сдвоёшвЕ 1й храповой механизм 71, конструкция которого принципиально не отличается от описанного, но число зубьев храповых колес, угол их поворота и профиль копира Подобраны так, что опускание телейсек на слоя изделий происходит после заполнения очередного слоя за время формирования ряда изделий на транспортерах-накопителях. Для возвращения столов в исходное положение после смены тележек служит электродвигатель 72, редуктор 73 и фрш ционная муфта 74. Агрегат работает следующим образом. При вращении стола 6 npejjca протго часовой стрелки гнезда пресс-форм прохоД5 йод дозатором 2 и заполняются асбоMaiccoft. Асбомасса, увлекаясь столом 6, проходит под наклонными планками 17, дополнительно уплотняется, благодаря чему практически исключается влияние ве личины столба массы в бункере 16 на точность объемного дозировйнйя легко, уплотняющейся под действием собстеенногЧэ - -.- .- T-i-..V веса асбомассы. При дальнейшем вращении стола 6 заполненные асбомассой пресс-формы подаются на позицию укладки металлических каркасов, при этом рычаг 24 приводит в дии жение отсекатбль 21, который захватывает из магазинов 2О нижние каркасы. При достижении столом пресса исходного положения каркасы перемещаются отсекателем 21 за пределы опорных пластин 23 и под действием рычагов 26 укладываются в гнезда пресс-форм. Пресс-формы, заполненные массой; и каркасамн, подаются на операцию формования Формование происходит одновременно 6 двух пресса-формах в момент останова стола пресса. При следующем повороте стола 6 сформованные изделия выталкиваются на его поверхность металлическими каркасами вверх. В момент останова стола съемник 4 электромагнитами 29 притягивает два сформованных изделия и при дальнейшем вращении переносит их на транспортерынакопители 36 н 37. Как только изделия окажутся над транспортерами, электромагниты обесточиваются и изделия опускаются на ленту транспортеров. За время формования следующей пары изделий транспортеры перемещают их на щаг, освобождая место для укладки следующих изделий. Изделия на транспортерах укладываются без интервалов вплотную, для чего на планках сталктаателя установлены ограничители 53. Как только на каждом транспортере накопится ряд, состоящий, например, из 10 изделий, происходит сталкивание их в тележки. Причем последующий ряд толкает предьщущий и так далее до тех пор, пока дно тележки не заполнится. Например щестью р${дами изделий. Сталкивание изделий происходит в момент останова транспортеров одновременно в обе тележки. Затем происходит опускание столов на величину, равную толщине слоя изделий. Таким же образом заполняется второй слой II так Далее до Тех пор| пока обе тележки полностью не заполнятся изделиями. Поеяте этрто Нресс автоматически останавливается, загруженные тележки снимаются, а порожние устанавлив|аются на их место НС голы возвращаются в исходное положение. Цикл работы повторяется. Формула изобретения Агрегат для брикетирования щтучных изделий, содержащий револьверный пресс с механизмом поворота cToiia с пресс-формами, дозатор, устройство для съема щтучных изделий, о т л и ч а ю щи и с я тем, что, с целью обеспечения возможности брикетирования щтучных изделий с металлическими каркасами, например тормозных колодок, он снабжен устройством для пощтучной выдачи металлических каркасов в гнезда пресс-форм, содержащим отсекатель, который через рычаг щарнирно связан с механизмом поворота стола пресса, а устройство для съема изделий выполнено в виде двюка с радиально расположенными попарно электрически соедшенНыми электромагнитами, установленных под ними двух разнонаправленных транспортеров, сталкивателей, выполненных в виде планетарных механизмов, опускных столов, дозатор установлен на станине пресса между устройством для съема щтучных издеЛИЙ и устройством пощтучной выдачи заготовой, а все механизмы агрегата свя завы с коленчатым валом пресса посред ством крйвошйпно-шатунных механизмов, обгобной муфть, сдвоевных- храповых ме- ханйэмов и зубчатых ксшес.
Источники информацив, принятые во внимание при экспертизе
1. Мухнна Т. Г. Производство свпнкат. него кирпича. М, Профтехнздат, 1962, с. 67-87.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для съема штучных изделий с пресса | 1975 |
|
SU573350A1 |
| Устройство для поштучной выдачи заготовок | 1975 |
|
SU560681A1 |
| Установка для изготовления из термореактивных материалов изделий с арматурой | 1981 |
|
SU1016184A1 |
| Устройство для укладки штучных изделий в тару | 1988 |
|
SU1599258A1 |
| УСТРОЙСТВО для ОБРАБОТКИ ТОРМОЗНБ1Х ЖЕЛЕЗНОДОРОЖНЫХ КОЛОДОК | 1972 |
|
SU334035A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО К КАБЛУЧНОМУ ПРЕССУ | 1965 |
|
SU174087A1 |
| УСТРОЙСТВО для УКЛАДКИ КИРПИЧА-СЫРЦА НА ВАГОНЕТКУ | 1973 |
|
SU368043A1 |
| Устройство для поштучной выдачи заготовок | 1981 |
|
SU988422A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Линия для изготовления огнеупорных изделий | 1985 |
|
SU1278219A1 |

. W Физ. .:7Лу, ШШф- : ..: ,.. ...- ---: :-:1 -.--.- v --Av i-j.-.f:-. : . ,.:///. .- :.. ..- .-,. . ;--:- : . : . : , - :.- .. .;:-.ч- ..;;;-.. - .-. . , , .. NL: -. .. . у
653136
л - и развернуто
