Изобретение относится к промышленности строительных материалов и может быть иснользовано для изготовления э;1е.1ентов огнеупорной кладки металлургических агрегатов.
Целью изобретения является позьипение механизации ироцесса.
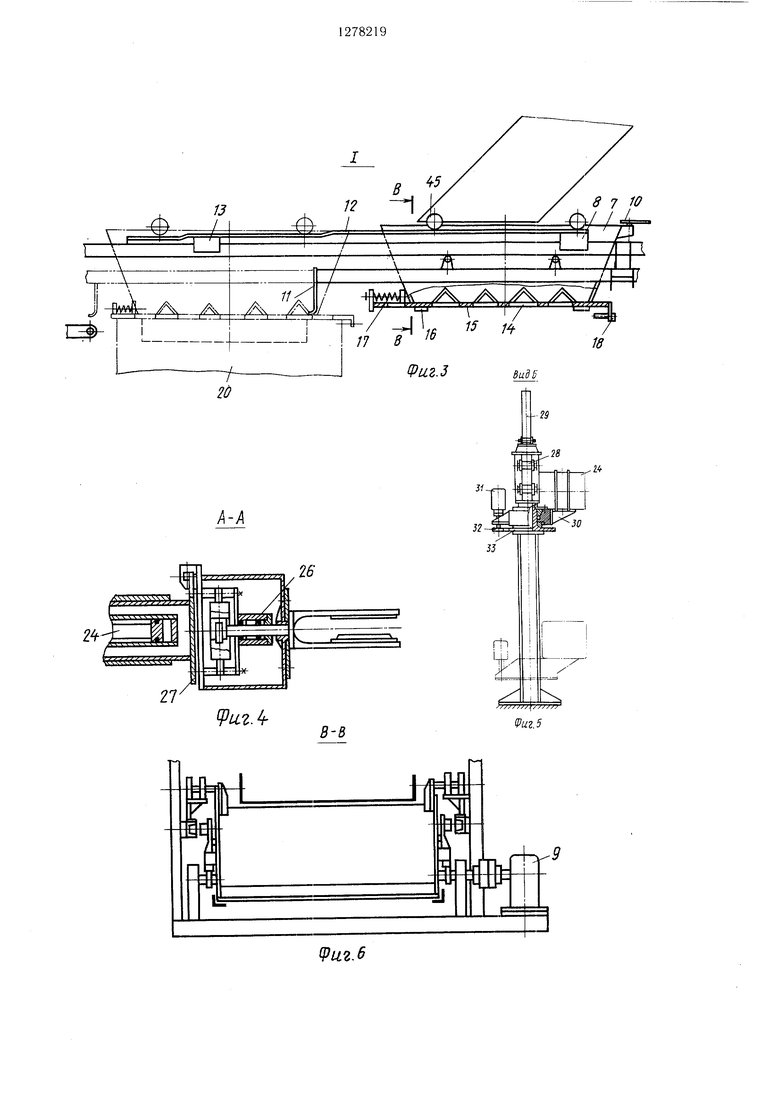
На фиг. 1 изображена моточная линия для изготовления огнеунорных изделий; на фиг. 2 - то же, вид в плане; на фиг. 3 -- узел 1 на фиг. 1; на фиг. 4 - сечение А-А на фиг. 1; на фиг. 5 - вид Б на фиг. 1; на фиг. 6 - сечение В-В на фиг. 3; на фиг. 7 - .механизм новорота; на ф Иг. 8 - стол контроля в илане; на фи1 9 - сечение Г-Г на фиг. 8.
Поточная линия изготовления ог неупор- ных изделий состоит из са.моразгружаюше- гося контейнера L служащего для транспортирования и загрузки сырья. Под контейнером установлен бункер 2, оборудованный тензодатчиками 3 для определения массы сырья. Бункера имеют датчики 4 верхнего и нижнего уровня . Основание бункера 2 соединено с течкой 5, у нижнего окончания которой разменген объем1 ый дозатор 6 выполпе1и1ый в виде воронки 7, установлен- ной на тележке 8, соединенной с приводом 9 зубчато-реечной передачей. Па раме тележки дозатора 6 на уровне окончания течки 5 закреплен горизонтальрн |й .лист 10, служащий для нерекрытия отверстия в точке. Па этой же раме с противоположной сто- роны закренлен сталкиватель И, с.чужапхий для съема готового изделия со стола noc.;ie ирессования.
, Тележка дозатора установлена на горизонтальных направляющих 12, соединенных с наклонными участками направлянэщих 13, выполненными в виде копира, по которому иеремен1,ается и опускается тележка 8 дозатора 6. Дно воронки дозатора 6 выполнено решетчатым, а именно, состояп.1им из уголков 14, образующих между собой в воронке щели д,;1я выхода шихты при заполнении нресс-формы. Щели дна воронки перекрыты шибером 15. Шибер 15 расположен в направляющих 16, закрепленных на воронке и имеет возможность свободного в них перемещения. Шибер 15 вынолнен с прорезями, имеюп 1,ими форму продолговатых щелей, которые в обычном положепии (нри нахождении материала в воронке дозатора) перекрыты уголками 14. На торце шибера установ- .лена пружина 17, второе основание которой опирается на планку воронки, а с нротиво- положной стороны ншбера закренлен регулируемый по длине упор 18. По оси крайнего левого положения дозатора установлен нресс 19 с пресс-формой 20.
За прессом установлен приемный стол 21, на раме которого расположен регулируемый но П1ирине транспортер 22 с эластичной поверхностью, образованной .
5
j
0
За столом на раме установлен приемник изделий, состоящий из манинулятора 23. Манипулятор представляет собой гидравлический цилиндр 24, на корпусе которого закреплен вилочный захват 25 с эластичным покрытием, выполненный с возможностью горизонтального неремещения. Захват на корпусе цилиндра установлен в шарнирах 26 и соединен с нриводом 27, выполненным в виде цилиндра и зубчатой нередачи, что обеснечивает вращение его вокруг горизонтальной оси (его поворот). На ко,:1онне манинулятора установлена на катках каретка 28, соединенная с вертикальным цилиндром 29. На раме каретки расположена установленная в HjapHHpax плита 30 с приводом 31. Привод через зубчатую передачу 32 соединен с зубчатым венцом 33 на каретке.
За манипулятором установлено устройство 34 для контроля готовых изделий. Устройство 34 выполнено в виде колонны 35, на которой шодвижно закреплена рама 36, соединенная с приводом 37 (гидроцилинд- ром).
На раме установлена горизонтально пе- ре.мещающаяся посредство.м катков площадка 38, соединенная с приводом 39 при помо- ПЦ1 цепной передачи. В зоне действия манипулятора на тележках расположены многоярусные этажерки 40, за которыми установлен погрузчик 41. Тележки 42 имеют два привода передвижения: привод шаговый 43 Б виде гидроцилиндра и привод электромеханический 44.
Привод тележек выполнен с соедипитель- ной муфтой (не показана), позволяющей через цепную передачу перемещать этажерку либо от привода 43, либо от привода 44.
Тележка 8 устаповлена на нанравляю- щих 12 посредствол катков 45.
Работа поточной линии производится сле- дующи.м образом.
Саморазгружающиеся контейнеры 1 с шихтой устанавливают кранами на опорную поверхность бункера 2 и загружают последний. По датчикам 4 уровней шихты определяют количество материала, находящегося в бункере. Зате.м шихта но течке 5 г оступает в объемный дозатор 6. После заполнения дозатора требуемой порцией включением привода 9 тележка 8 перемещается в сторону пресса 19 и устанавливается над пресс- формой 20. При перемещении дозатора к прессу поток щихты из течек 5 перекрывается горизонтальным листом 10. При перемещении тележки 8 и схода ее с нанравляю- щих 12 на направляющие 3 тележка опустится и плотно прижимается шиберо.м 15 к поверхности пресс-формы 2Э. Предварительно при подходе объемного дозатора к прессу сталкиватель 11 готовое изделие сместит с пресс-формы на транспортер 22 приемного стола 21, а упор 18, уперпщсь в пресс- форму, сожмет пружину 17, че.м сдвинет
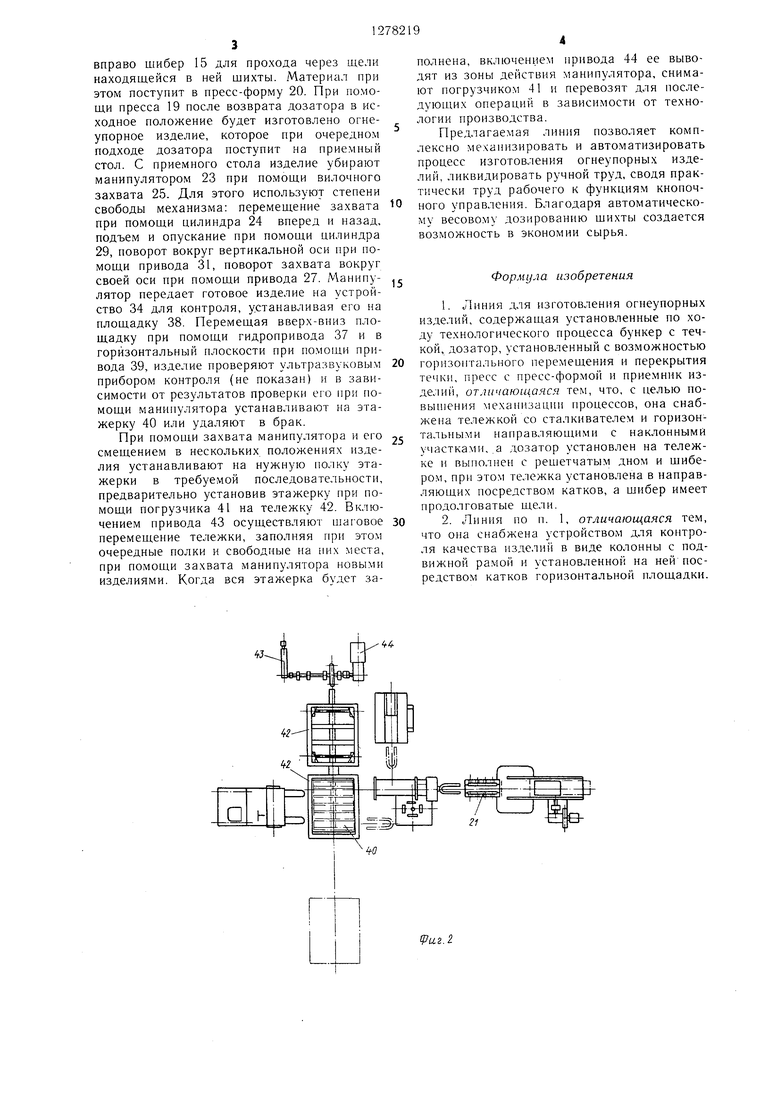
вправо шибер 15 для прохода через щели находящейся в ней щихты. Материал при этом поступит в пресс-форму 20. При помощи пресса 19 после возврата дозатора в исходное положение будет изготовлено огнеупорное изделие, которое при очередном подходе дозатора поступит на приемпый стол. С приемного стола изделие убирают манипулятором 23 при помощи вилочного захвата 25. Для этого используют степени свободы механизма: перемещение захвата при помощи цилиндра 24 вперед и назад, подъем и опускание при помощи цилиндра 29, поворот вокруг вертикальной оси при помощи привода 31, поворот захвата вокруг своей оси при помощи привода 27. Манипу- лятор передает готовое изделие на устройство 34 для контроля, устанавливая его на площадку 38. Перемещая вверх-вниз площадку при помощи гидропривода 37 и в горизонтальный плоскости при помощи привода 39, изделие проверяют ультразвуковым прибором контроля (не показан) и в зависимости от результатов проверки его при помощи манипулятора устанавливают на этажерку 40 или удаляют в брак.
При помощи захвата манипулятора и его смещением в нескольких положениях изделия устанавливают на нужную полку этажерки в требуемой последовательности, предварительно установив этажерку при помощи погрузчика 41 на тележку 42. Включением привода 43 осуществляют щаговое перемещение тележки, заполняя прп этом очередные полки и свободные на них места, при помощи захвата манипулятора новыми изделиями. Когда вся этажерка будет заполнена, включением привода 44 ее выводят из зоны действия манипулятора, снимают погрузчиком 41 и перевозят для последующих операций в зависимости от технологии производства.
Предлагаемая линия позволяет комплексно механизировать и автоматизировать процесс изготовления огнеупорных изделий, ликвидировать ручной труд, сводя практически труд рабочего к функциям кнопочного управления. Благодаря автоматическому весовому дозированию щихты создается возможность в экономии сырья.
Формула изобретения
. Линия для изготовления огнеупорных изделий, содержащая установленные по ходу технологическо о процесса бункер с течкой, дозатор, установленный с возможностью горизонтального перемещения и перекрытия течки, пресс с пресс-формой и приемник изделий, отличающаяся тем, что, с целью по- вьипения механизации процессов, она снабжена тележкой со сталкивателем и горизонтальными направляющими с наклонными участками, а дозатор установлен на тележке и выполнен с решетчатым дном и шибером, при этом тележка установлена в направляющих посредством катков, а шибер имеет продолговатые щели.
2. Линия по п. 1, отличающаяся тем, что она снабжена устройством для контроля качества изделий в виде колонны с подвижной рамой и установленной на ней посредством катков горизонтальной площадки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2076041C1 |
| Установка для прессования огнеупорных изделий, преимущественно воронок | 1990 |
|
SU1749038A1 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
| Агрегат для брикетирования штучных изделий | 1976 |
|
SU653136A1 |
| Установка для расфасовки сыпучих материалов в мягкие контейнеры | 1984 |
|
SU1284888A1 |
| Автоматический формовочный блок | 1984 |
|
SU1202694A1 |
| Линия для изготовления строительных изделий | 1988 |
|
SU1636223A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |

Изобретение относится к нроизводст- ву огнеупоров в черной металлургии. Линия позволяет повысить качество огнеупорных изделий и авто.матизировать трудоемкий процесс их производства. Линия содержит бункер 2 с шихтовыми материалами, дозатор 6 с приводом 9 возвратно-поступательного перемещения, сталкиватель 11, нресс 19, приемный стол 21 с регулируемым транспортером 22, манипулятор 23 с захватом 25, который имеет возможность возвратно-поступательного движения и поворота вокруг горизонтальной и вертикальной осей. Готовые изделия манипулятором переносятся на устройство 34 контроля и полки этажерки 40 для передачи их на суп1ку. 1 з.п. ф-лы, 9 ил. V////// ////y -V/A//X//А///А(,. ////// 2.23 22 21 I 20 77 (Л to 00 to со Фиг.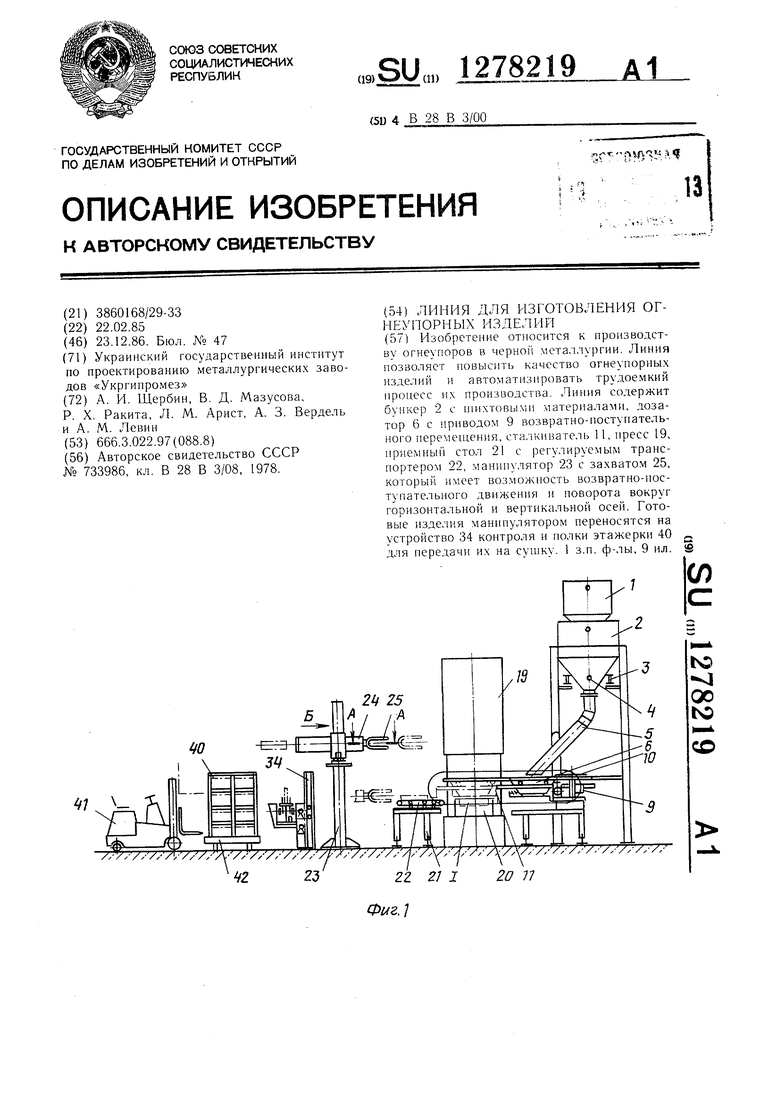
Риг. 2
lO
24d
T|
аг.
B-B
rh
/
Уиг.5
VU2.6
34
(PU2.7
/////////////////7////////// Фиг.З
Фиг.8
| Устройство для формования изделий | 1977 |
|
SU733986A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
