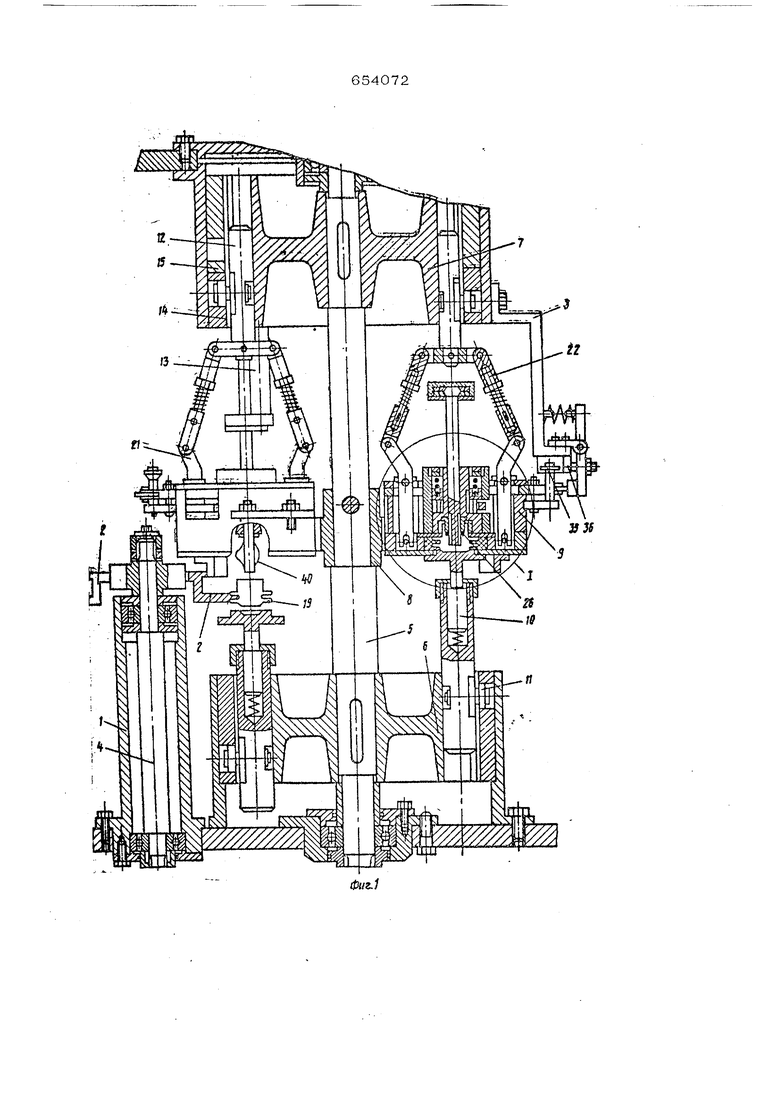
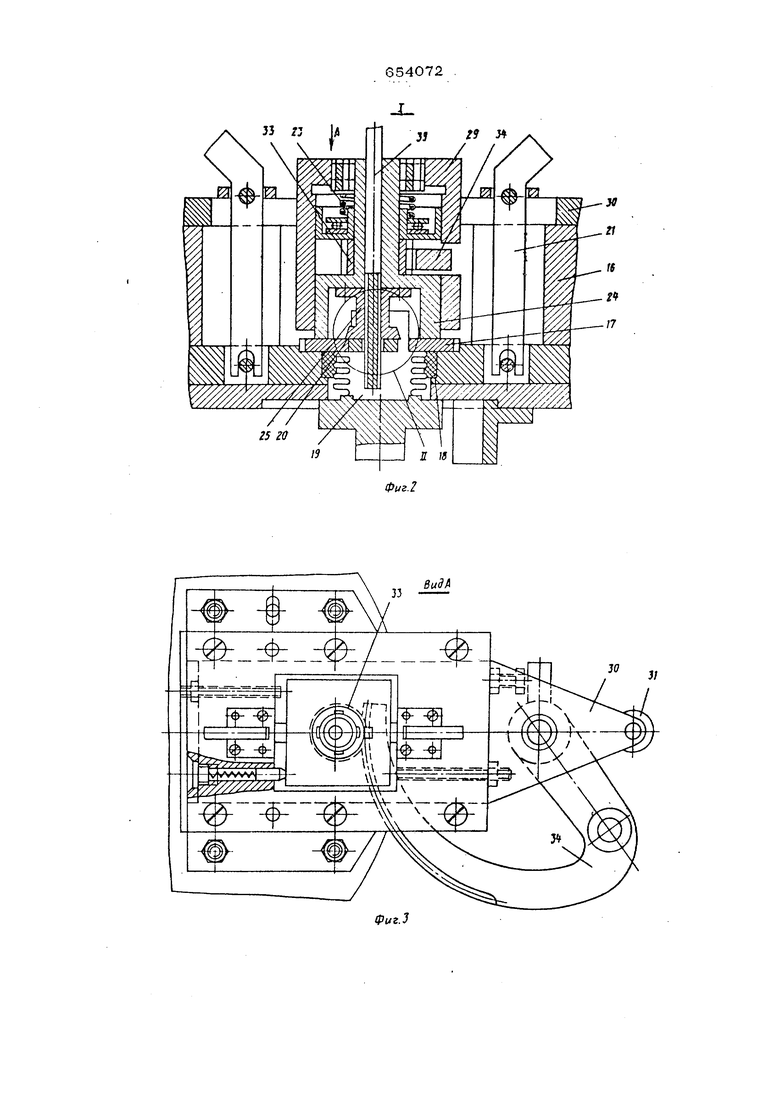
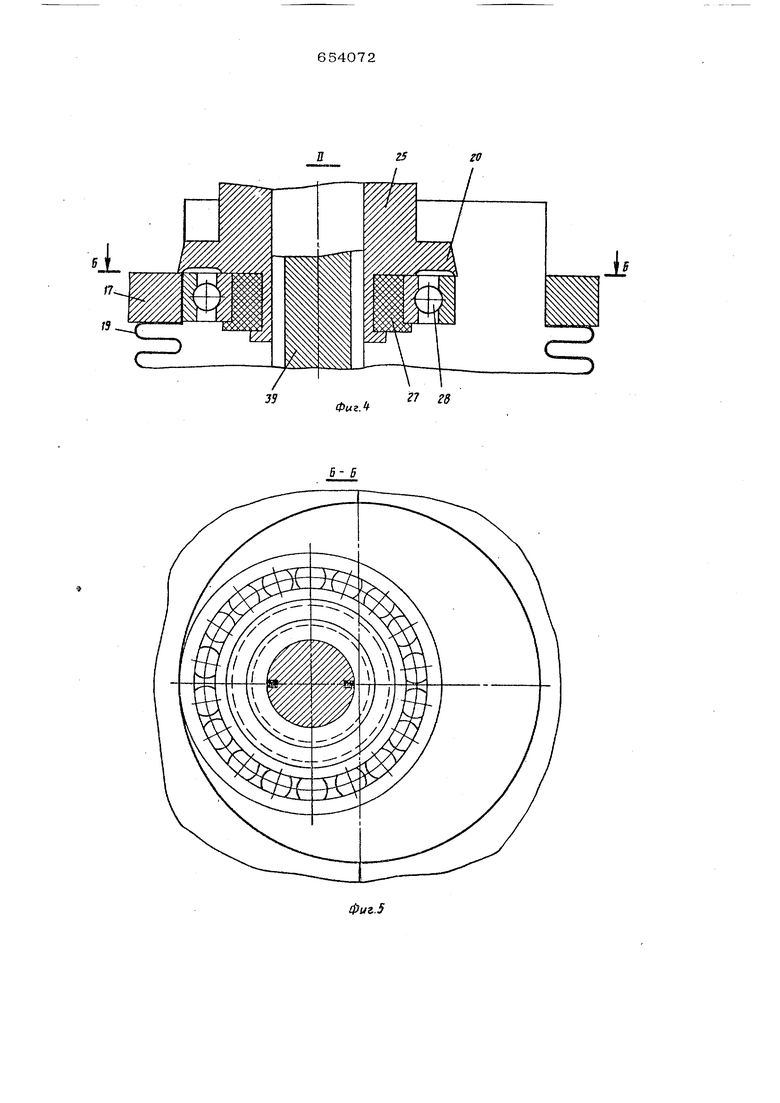
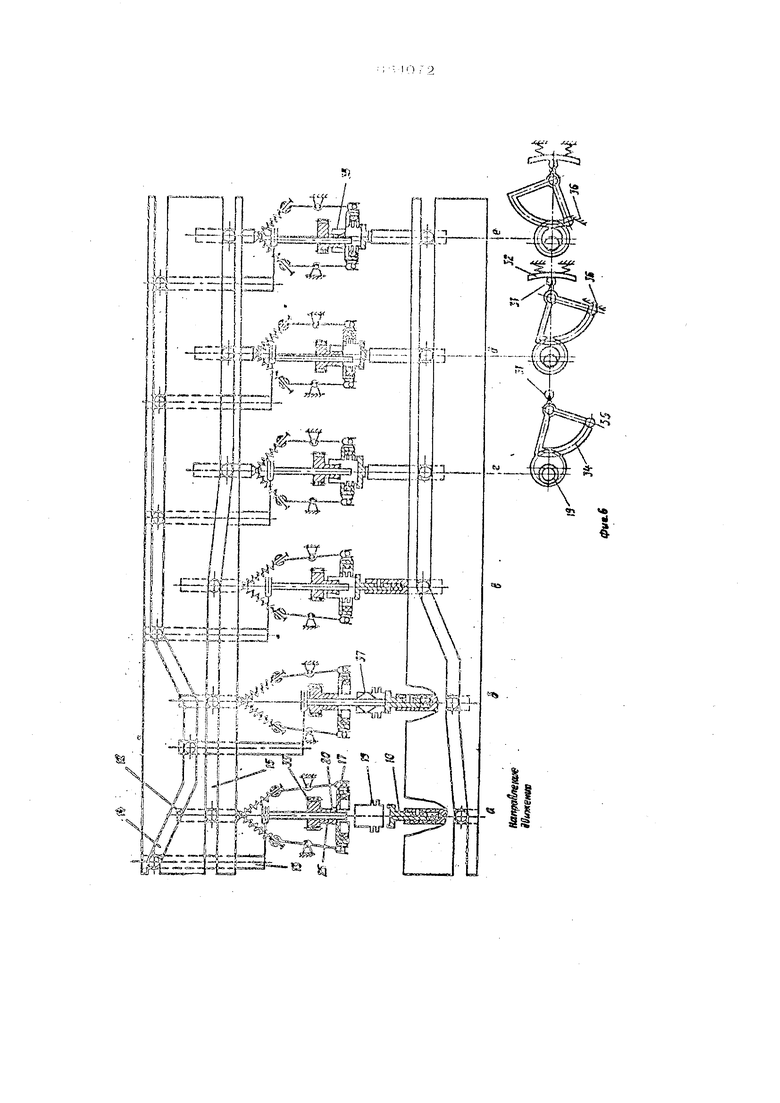
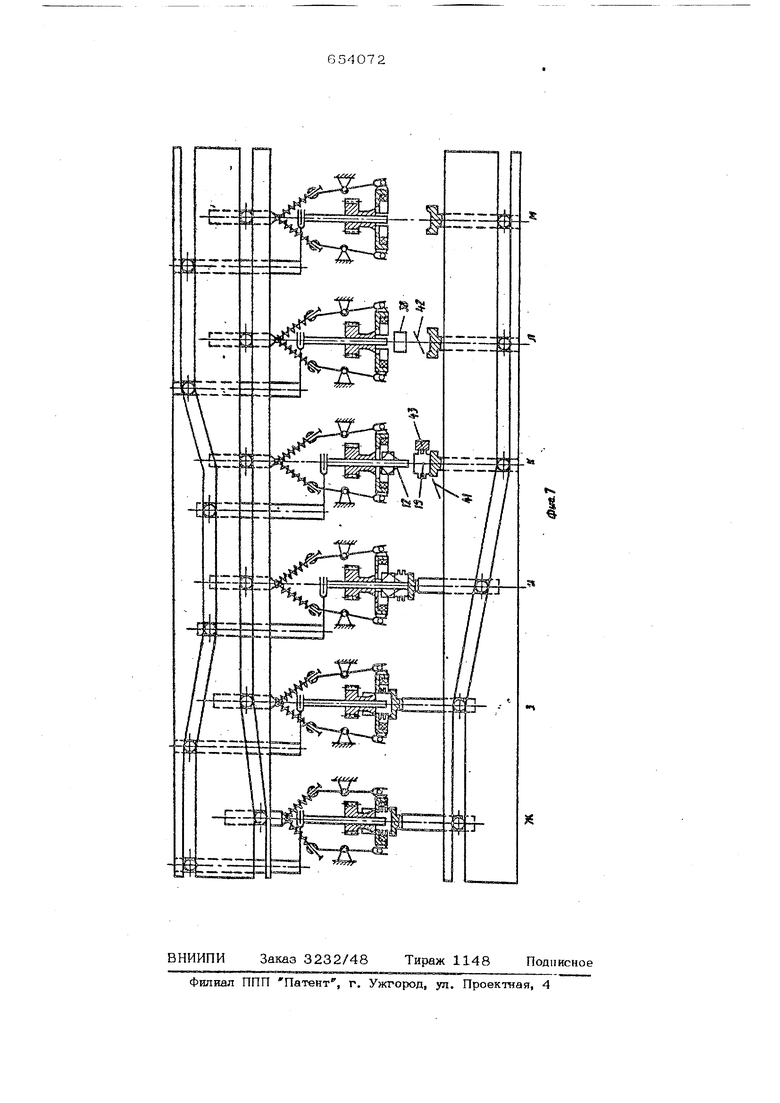
.в На фиг. 1 показан инсгруменгалышгй блок, всгроенпый в усгр онсгво для огрозк 1 деталей, общий вид на фиг, 2 - узел 1 на фиг, 1; на фиг. 3 - вид Л на фкг. 2:, на фиг. 4 - узел П на фиг. 2; на фиг. 5 - разрез Б-Б на фиг, 4; на фиг, 6 и 7 изображена схематическая позиционна5с циклограмма работы устройства для отрезки деталей. Устройство для отрезки деталей состоит из транспортного 1 ротора с клещевыми захватами 2 и рабочего 3 ро тора, связанных между собой зубчатой передачей, закрепленной на валах 4 и 5, На валу 5 рабочего ротора 3 закреплены барабаны 6 и 7 и держатель 8 инструмен тального блока 9. В барабане 6 установ- ,лены подаватели с возможностью возвратно-поступательного перемещения посредст вом кулачков 11, В барабане 7 размеще ны попарно сгруппированные ползуны 12 и 13, которые перемещаются возвратнопосгупательно посредством кулачков 14 и 15. Инструментальньш блок 9 содержит размещенную в корпусе 16 разжимную матрицу 17с эластичными губками 18 для удержания детали (сильфона) 19 от поворота и с режущими кромками, взаимо дейсгвующими с дисковым резцом 2О, Ма рица 17 связана с узлом разъема в виде рычагов 21 и тяг 22, соединенных с пол зуном 12. К матрице. 17 пружиной 23 прижимается обойма 24, внутренняя цилиндрическая поверхность которой эксцент рична ее наружной цил1тдрической поверхности. В полости обоймы 24 соосно ее внутренней поверхности закреплен хвостовик 25 дискового резца 2О так, что его режущие 1фомки находятся в одной плос- -кости с торцом обоймы 24, На торце дискового резца 20 размещен узел 26 кали бровки, выполненный в виде концентрично размещенных упругой втулки 27 и подшипника 28. Обойма 24 своей наружной поверхностью взаимодействует с поверхностью корпуса 29, который жёстко связан с голкателем ЗО, установленным с возможностью перемещения посредством ролшш 31 и подпружиненного кулачка 32 На обойме 24 жестко закреплена шестерня 33, которая вместе с обоймой 24 и резцом 20 поворачиваегся зубчатым секгором .34 посредством его ролика 35, взаимодейсгвующего с неподвижным кулаЧ1СОМ 36, и воввращается в исходное поло жение при помощи другого подпружт1енно ного кулачка. 24 Уаол 37 полачи и удержания orpeaaij-ой части 38 детали (горлоиины) cn/ihflioа 19 1зыпилнен в виде штока 39 с пруинными элеменгамн 10, усгпновленного ползуне 13 с вазможностьгб поперечого перемещения огнсюич-ельно него и озвратно-Поступательного перемещения овместно с ним„ Приемные лотки 41 и 42 (фиг. 7) для етали 19 и отрезанной части 38, а таке упор 43 расположены на неподвижном общем основании, где смонт фованы транспортный 1 и рабочий 3 роторы. Блок работает следующим образом. Деталь 19 подается клещевыми захваами 2 транспортного ротфа 1 на техологическую позицию рабочего ротора 3 (фиг. ). Шток 39 и подаватель Ю деталей 19 захватывают деталь (фиг.б)-и перемещают в рабоггую зону (фиг, 6,в). Посредсгвом узла разъема происходит сведение половины разжимной матрицы 17, которая охватывает деталь эластичными губками 18(фиг. 6,г). Ролик 31, набегая на кулачок 32, сдвигает толкатель 30 с корпусом 29,обоймой 24 и резцом 20 в радиальном нагфавлении относительно ротора. При этом резец прорезает деталь 19 и прижимает бортик сильфона через упругую втзл- ку 27 шарикоподшипником 28 к разжимной матрице 17с требуемым усилием (фиг. 0,д). В гаком положении толкателя 30 зубчатьй сектор 34 посредством кулачка 36 и ролика 35 и шестерни 33 поворачивает обойму 24 с резцом 20 на 1,2 оборота, производя тем самым отрезку и обкатку бо этика сильфона (фиг. 6,е). Затем посредством пружины толкатель ЗО возвращается в исходное положение (фиг, 7,ж), после чего разводятся половинки разъемной матрщы 17 (фиг. 7,з), а деталь 19, удерживаемая штоком 39 и подавателем 1О, опускается из технологической позвдии (фиг. 7,и). Далее деталь 19, оставаясь на подавателе 10, продолжает опускаться и при входе в зону приемного лотка 41 сбрасьшается на него упором 43, а отрезанная часть 38 удерживается пружишыми элементами 40 на штоке 39 (фиг, 7,к). При подходе к лотку 42 для приема отрезанных горловин 38 шток 39 поднимается, и пружинные элементы 40 сжимаются, освобождая отрезанную часть 38, которая падает на лоток 42 (фиг. 7,л). Далее зубчатый . сектор 34 возвращается в исхош ое положецие другим подпружиненным кулачком
(фиг, 7,м). После этого цикл повторяется.
Предлагаемое устройство будет использовано в автоматическое роторной линии по производству сильфонов.
Применение изобретения позволит совместить операции отрезки и калибровки бортика сильфона, кроме того, в связи с введением прижима повысится качество реза, а стойкость резца повысится в
1,5 раза.
Формула изобретения
1, Инструментальный блок к устройству для отрезки деталей по авт. св.
№ 441752, огличаюшнйся тем, что, с целью повьоцения качества отрезаемой детали путем обеспечения калибровки совместно с ее отрезком, он снабжен узлом калибровки, размещенным на торце резца.
2. Инструментальный блок по п. 1, отличающийся тем, чго узел калифовки выполнен в виде кошхентрвчно размещенных упругой втулки в подшипннка.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 441752, кл. В 23 D 21/00, 1972. 19
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальный блок к устройству для отрезки деталей | 1990 |
|
SU1761389A2 |
| Инструментальный блок к устройству для отрезки деталей | 1972 |
|
SU441752A1 |
| Инструментальный блок для обрезки полых деталей | 1988 |
|
SU1678555A1 |
| Роторная машина для гидроформовки сильфонов | 1990 |
|
SU1745392A1 |
| Роторная машина для гидравлической формовки сильфонов | 1981 |
|
SU1031563A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Устройство для упаковки в пеналы стержнеобразных изделий | 1990 |
|
SU1794805A1 |
| МНОГОПОТОЧНАЯ РОТОРЛАЯ МАШИНА | 1971 |
|
SU310713A1 |
| РОТОРНАЯ МАШИНА СБОРКИ | 1992 |
|
RU2014195C1 |
| ТРУБОРЕЗ-ТРУБОЛОВКА | 2013 |
|
RU2533563C1 |
г гв
J
pU.. (s;
