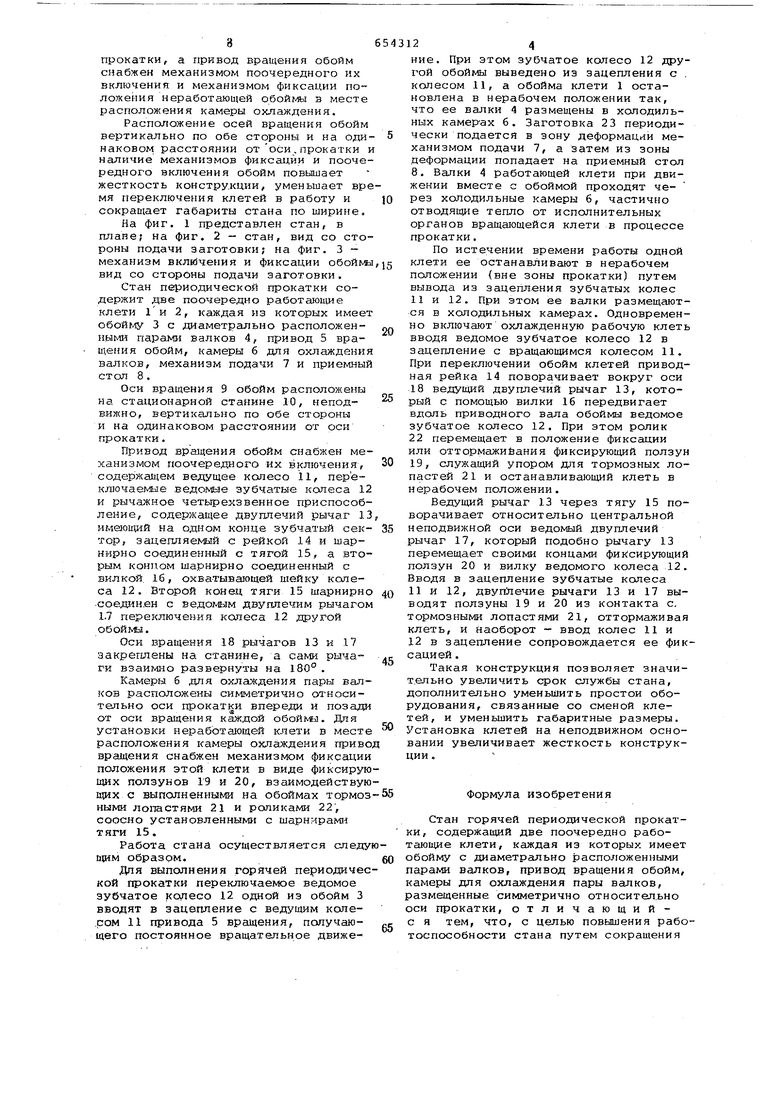
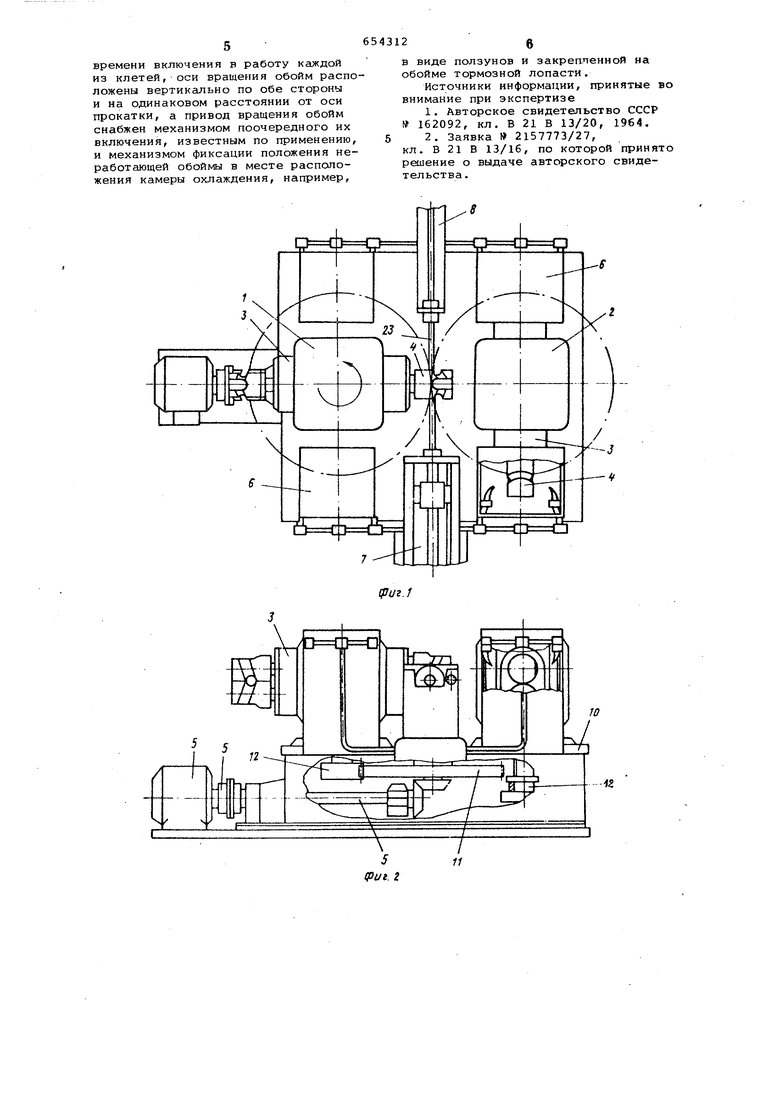
Изобретение относится к прокатно му производству и может быть использовано в станах периодической прокатки труб, прутков и других изделий. Известен стан периодической прокатки труб, имеющий вращающуюся рабочую клеть с диаметрально расположенными валками 1. Этот стан обеспечивает прокатку труб в холодном состоянии. В случае прокатки в нем горячего металла узлы стана нагреваются, ухудшаются услови смазки, для восстановления работоспособности и охлаждения их требуются длительные остановки стана. Такой вынужденный останов стана для охлаждения его узлов сокращает долю машинно го времени и общую производительност Наиболее близким техническим ране нием к предложенному является стан горячей периодической прокатки,содер жа1ДИй две поочередно работающие клет каждая из которых имеет обойму с диа метрально расположенными парами валков, привод вращения обоим, камеры для охлаждения пары валков, размещаемые си1«у1етрично относительно оси прокатки, при зтом клети установлены на подвижной платформе с приводом пе ремещения и имеют общую горизонтальную ось вращения для обеих пар валков 2. Включение одной из клетей в работу, а другой для охлаждения валков обеспечивается перемещением плaтфop «. Недостаток устройства заключается в увеличении времени переключения клетей ввиду возвратно-поступательного перемещения платформы с клетями для установки в крайнее положение камеры охлаждения одной клети и на ось прокатки - другой. При таком расположении клетей увеличиваются габариты стана по ширине, и из-за отсутствия фиксации клетей снижается жесткость стана. Целью изобретения является сокращение времени включения в работу каждой клети и повышение тем саьллм работоспособности стана. Для этого в предложенном стане, содержащем две поочередно работающие клети, каждая из которых имеет обойму с диаметрально расположенными па рами валков,-, привод вращения обойм, камеры для охлаждения пары валков, размещенные симметрично относительно оси проката, оси вращения обойм расположены вертикально по обе стороны и на одинаковом расстоянии от оси прокатки, а привод вращения обойм снабжен механизмом поочередного их включения и механизмом фиксации положения неработающей обойгла в есте расположения камеры охлаждения. Расположение осей вращения обойм вертикально по обе стороны и на оди наковом расстоянии отоси.прокатки наличие механизмов фиксации и поочередного включения обойм повышает жесткость кокстру.кции, уменьшает вре мя переключения клетей в работу и сокращает габариты стана по ширине. На фиг. 1 представлен стан, в плане; на фиг. 2 - стан, вид со стороны подачи заготовки; на фиг. 3 - механизм включения и фиксации o6ofti вид со стороны подачи заготовки. Стан периодической прокатки содержит две поочередно работающие клети 1и 2, каждая из которых имеет обойглу 3 с диаметрально расположенными парам валков 4, привод 5 вращения обойм, камеры б для охлгшдения валков, механизм подачи 7 и приемный стол 8. Оси вращения 9 обойм расположены на стационарной станине 10, неподвижно, вертикально по обе стороны и на одинаковом расстоянии от оси прокатки. Привод вращения обойм снабжен механизмом поочередного их включения, содержащем ведущее колесо 11, переключаег-Фле ведомые зубчатые колеса 12 и рычажное четырехзвенное приспособление, содержащее двуплечий рычаг 1 имеюищй на одном конце зубчатый сектор, зацепляе1«ь й с рейкой 14 и шарнирно соединенный с тягой 15, а вторым конпом шарнирно соединенный с вилкой. 16, охватывающей шейку колеса 12. Второй коншг тяги 15 шарнирно .соединен с ведомым двуплечим рычагом 1.7 переключения колеса 12 другой ОбОЙ1«Ы. Оси вращения 18 рычагов 13 и 17 закрегшены на станине, а сами рычаги взаимно развернуты на 180°. Камеры 6 для охлаждения пары валков расположены симметрично относительно оси прокатки впереди и позади от оси вращения каждой обойли. Для установки неработающей клети в месте расположения камеры охлаждения приво вращения снабжен механизмом фиксации положения этой клети в виде фиксирую щих ползунов Г9 и 20, взгшмодействую щих с выполненными на обоймах тормоз ными лопастями 21 и роликами 22, соосно установленными с шарнирами тяги 15. Работа стана осуществляется следу Q(HM образом. Для выполнения горячей периодичес кой прокатки переключаемое ведомое зубчатое колесо 12 одной из обойм 3 вводят в зацепление с ведущим коле,сом 11 привода 5 вращения, пш1учающего постоянное вращательное движе24ние. При этом зубчатое колесо 12 другой обоймы выведено из зацепления с , колесом 11, а обойма клети 1 остановлена в нерабочем положении так, что ее валки 4 размещены в холодильных камерах б. Заготовка 23 периодически подается в зону деформации механизмом подачи 7, а затем из зоны деформации попадает на приемный стол 8. Валки 4 работающей клети при движении вместе с обоймой проходят через холодильные камеры б, частично отводящие тепло от исполнительных органов вращающейся клети в процессе прокатки. По истечении времени работы одной клети ее останавливают в нерабочем положении {вне зоны прокатки) путем вывода из зацепления зубчатых колес 11 и 12. При этом ее валки размещаются в холодильных камерах. Одновременно включают охлажденную рабочую клеть вводя ведомое зубчатое колесо 12 в зацепление с вращающимся колесом 11. При переключении обойм клетей приводная рейка 14 поворачивает вокруг оси 18 ведущий двуплечий рычаг 13, который с помощью вилки 16 передвигает вдоль приводного вала обоймы ведомое зубчатое колесо 12. При этом ролик 22 перемещает в положение фиксации или отторМсЬжиЁания фиксирующий ползун 19, служащий упором для тормозных лопастей 21 и останавливающий клеть в нерабочем положении. Ведущий рычаг 13 через тягу 15 поворачивает относительно центральной неподвижной оси ведомый двуплечий рычаг 17, который подобно рычагу 13 перемещает своими концами фиксирующий ползун 20 и вилку ведомого колеса 12. Вводя в зацепление зубчатые колеса 11и 12, двуп хечие рычаги 13 и 17 выводят ползуны 19 и 20 из контакта с, тормозными лопастями 21, оттормаживая клеть, и наоборот - ввод колес 11 и 12в зацепление сопровождается ее фиксацией . Такая конструкция позволяет значит.ельно увеличить срок службы стана, дополнительно уменьшить простои оборудования, связанные со сменой клетей, и уменьшить габаритные размеры. Установка клетей на неподвижном основании увеличивает жесткость конструкции с Формула изобретения Стан горячей периодической прокатки, содержащий две поочередно работающие клети, каждая из которых имеет обойму с диаметрально расположенными парами валков, привод вращения обойм, камеры для охлаждения пары валков, размещенные симметрично относител.ьно оси прокатки, отличающийс я тем, что, с целью повышения работоспособности стана путем сокращения
времени включения в работу каждой из клетей, оси вращения обойм расположены вертиксшьно по обе стороны и на одинаковом расстоянии от оси прокатки, а привод вращения обойм снабжен механизмом поочередного их включения, известным по применению, и механизмом фиксации положения неработающей обоймы в месте расположения камеры охлаждения, например.
в виде ползунов и закреапенноЯ на обойме тормозной лопасти.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 162092, кл. В 21 В 13/20, 1964.
2,Заявка 2157773/27,
кл. В 21 В 13/16, по которой принято решение о выдаче авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198044C1 |
| Стан поперечно-клиновой прокатки | 1988 |
|
SU1636101A1 |
| СЕСОЮЗНАЯ ( П/:ТОнНО"ТЕ;и;;^|Е;:кдя1a:--Tc!J!HO i Ff{A | 1972 |
|
SU329912A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Привод стана холодной прокатки труб | 1983 |
|
SU1152674A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Прокатный стан | 1988 |
|
SU1600867A1 |
| Устройство для преобразования равномерного вращения в неравномерное в стане холодной прокатки труб | 1989 |
|
SU1738396A1 |
4 «
i1 fO
