Изобретение относится к обработке металлов давлением и касается конструкции оборудования для горячей поперечно-клиновой прокатки из штанговой заготовки цилиндрических изделий переменного сечения.
Целью изобретения является повышение производительности за счет сокращения простоев стана и улучшение условий обслуживания за счет облегчении перевалки валов, i
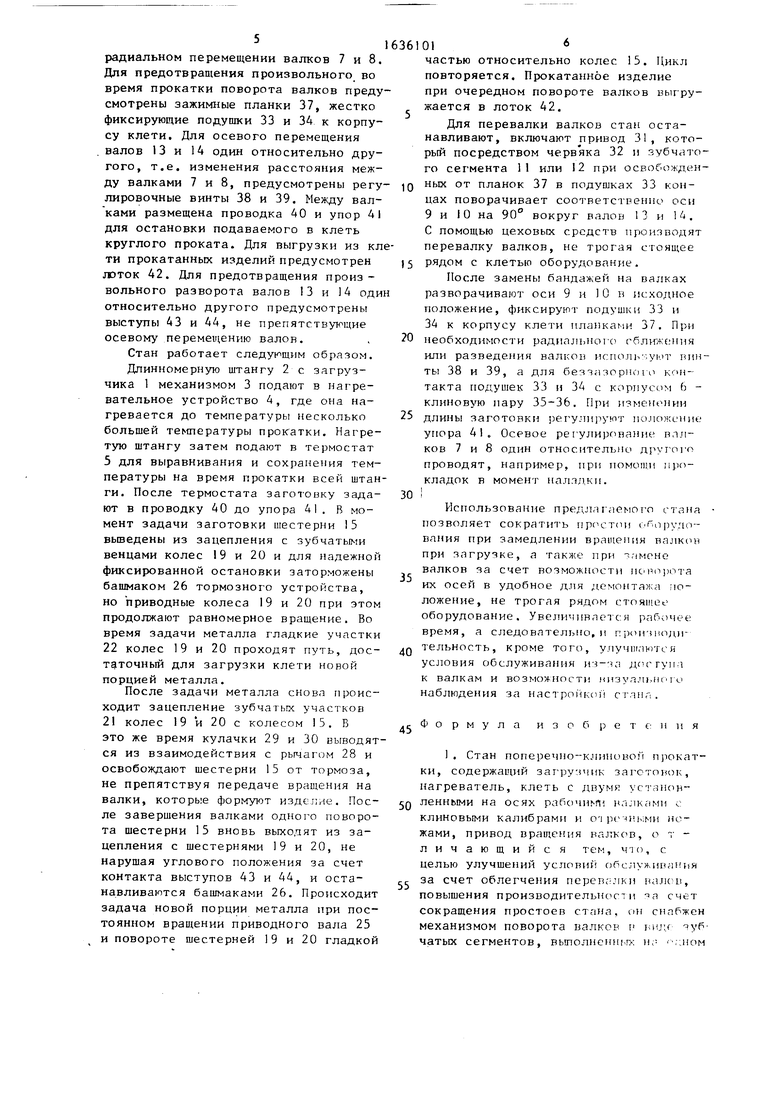
На фиг.1 показан стан, общий вид;
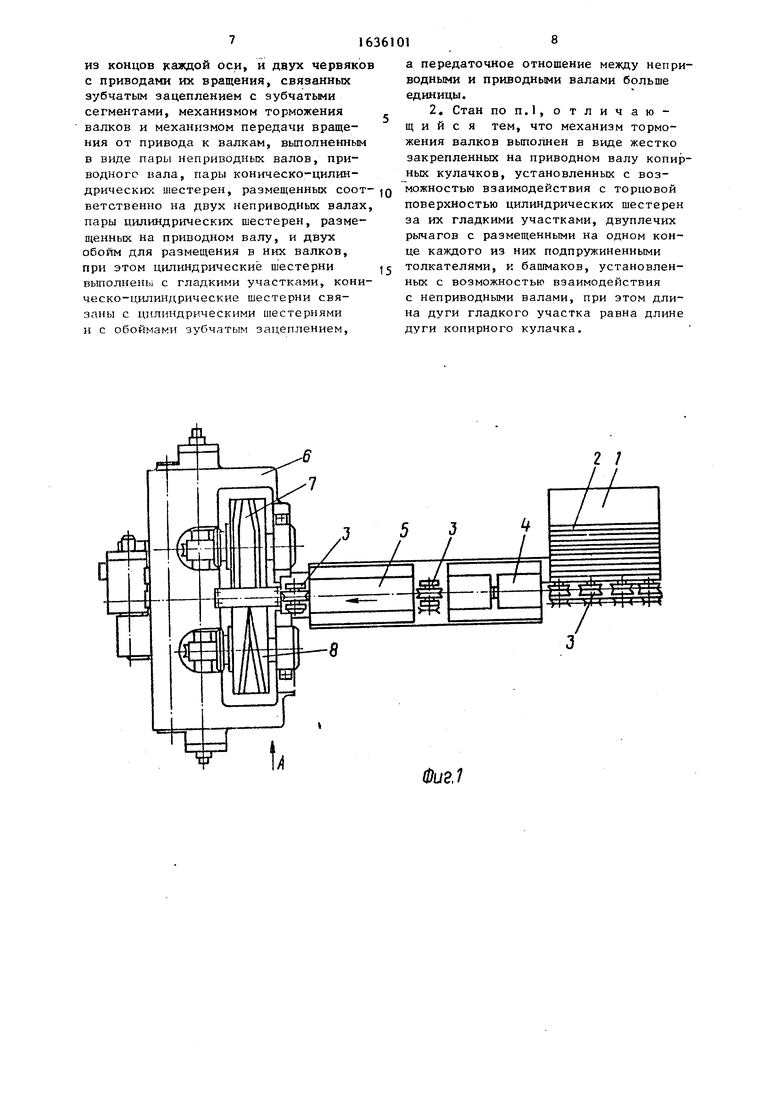
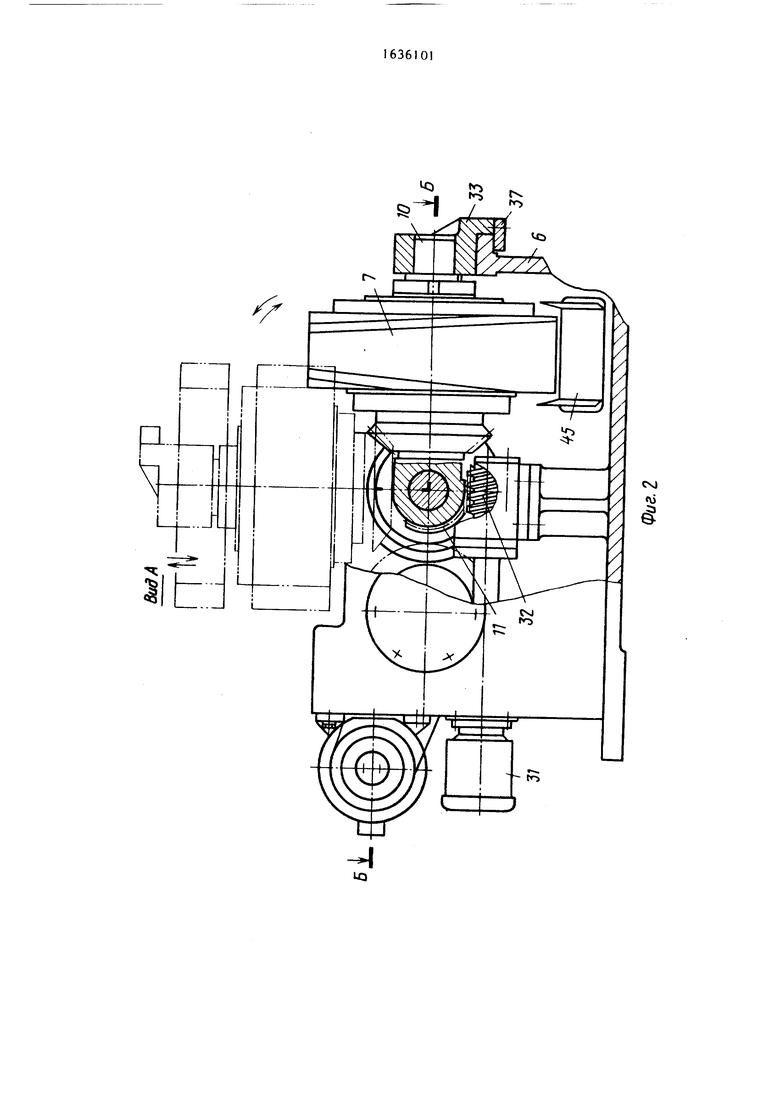
на фиг.2 - вид А на фиг.1; на фиг. 3 - разрез Б-Б на фиг.2; на фиг.4 - .разрез В-В на фиг.З; на фиг.5 - разрез Г-Г на фиг.З.
Стан поперечно-клиновой прокатки включает загрузчик 1 длинномерных штанг 2, механизм 3 их подачи в нагревательное устройство 4 и термостат 5 и затем в прокатную клеть, содержащую смонтированные в корпусе 6 валки 7 и 8 с клиновыми калибрами и посаженные на двухопорные оси 9 и 10. На одних концах осей 9 и 10 смонтированы зубчатые сегменты П и 12 механизма их поворота на 90° вокруг подвижных в осевом направлении вместе с ними для радиального сближения валков валов 13 и 14. На валах 13 и 14 попарно размещены коническо-ци- линдрические шестерни 15 и 16, при этом конические колеса находятся в зацеплении с коническими колесами обойм 17 и 18 валков, а цилиндрические - с зубчатыми колесами 19 и 20, имеющими зубчатые 21 и гладкие 22 участки и размещенными на приводном
от асинхронного {с постоянной скоростью) электродвигателя 23 через передачу 24 валу 25. Шестерни 15 и 16 для надежной фиксации в момент отсутствия зацепления с приводным
валом снабжены тормозным устройством для надежной остановки валков на время загрузки очередной порции металла. Это происходит в момент вы0 хода зубчатого участка 21 из зацепления с колесами шестерен 15 до момента его выхода в зацепление.
Тормозное устройство кинематически связывает валы 13 и 25 за счет выпол5 нения его в виде охватьюающего ступицу шестерни шарнирного башмака 26, прижимаемого к ней посредством подпружиненного толкателя 27, размещенного на конце двуплечего рычага 28,
0 противоположный конец которого контактирует с копирными кулачками 29 на валу 13 и 30 на валу 14, посаженными на приводной вал 25 у шестерен 19 и 20.
5
Величина дуги кулачка соответствует величине дуги гладкого участка 22 и, соответственно, величине паузы загрузки за один поворот шестерен 19 и 20. Для разворота под перевалку валков 7 и 8 на 90° предусмотрены механизм поворота осей 9 и 10, включающий кинематически связанный с приводом 31 червяк 32 и зубчатые сегменты 11 и 12, а также посадка вторых концов осей 9 и I0 на подушки 33 и 34 в корпусе 6 клети, фиксируемые относительно корпуса клиньями 35 и болтами 36, выбирающими зазор при
радиальном перемещении валков 7 и 8. Для предотвращения произвольного во время прокатки поворота валков предусмотрены зажимные планки 37, жестко фиксирующие подушки 33 и 34 к корпусу клети. Для осевого перемещения валов 13 и 14 один относительно другого, т.е. изменения расстояния между валками 7 и 8, предусмотрены регу лировочные винты 38 и 39. Между валками размещена проводка 40 и упор 41 для остановки подаваемого в клеть круглого проката. Для выгрузки из клти прокатанных изделий предусмотрен лоток 42. Для предотвращения произвольного разворота валов 13 и 14 оди относительно другого предусмотрены выступы 43 и 44, не препятствующие осевому перемещению валов. ,
Стан работает следующим образом.
Длинномерную штангу 2 с загрузчика 1 механизмом 3 подают в нагревательное устройство 4, где она нагревается до температуры несколько большей температуры прокатки. Нагретую штангу затем подают в термостат 5 для выравнивания и сохранения температуры на время прокатки всей штанги. После термостата заготовку зада- ют в проводку 40 до упора 41. В момент задачи заготовки шестерни 15 выведены из зацепления с зубчатыми венцами колес 19 и 20 и для надежной фиксированной остановки заторможены башмаком 26 тормозного устройства, но приводные колеса 19 и 20 при этом продолжают равномерное вращение. Во время задачи металла гладкие участки 22 колес 19 и 20 проходят путь, дос- таточный для загрузки клети новой
порцией металла.
После задачи металла снова происходит зацепление зубчатых участков 21 колес 19 и 20 с колесом 15. В это же время кулачки 29 и 30 выводятся из взаимодействия с рычагом 28 и освобождают шестерни 15 от тормоза, не препятствуя передаче вращения на валки, которые формуют изделие. Пос- ле завершения валками одного поворота шестерни 15 вновь выходят из зацепления с шестернями 19 и 20, не нарушая углового положения за счет контакта выступов 43 и 44, и оста- навливаются башмаками 26. Происходит задача новой порции металла при постоянном вращении приводного вала 25 и повороте шестерней 19 и 20 гладкой
5 0
5 0 - 0
0
5
частью относительно колес 15. Цикл повторяется. Прокатанное изделие при очередном повороте валков выгружается в лоток 42.
Для перевалки валков стан останавливают, включают привод 31, который посредством червяка 32 и зубчатого сегмента 11 или 12 при освобожденных от планок 37 в подушках 33 концах поворачивает соответственно оси 9 и I0 на 90° вокруг валов 13 и 14. С помощью цеховых средств производят перевалку валков, не трогая стоящее рядом с клетью оборудование.
После замены бандажей на валках разворачивают оси 9 и 10 и исходное положение, фиксируют подушки 33 и 34 к корпусу клети планками 37. При необходимости радиального сближения или разведения валков исполь -умт винты 38 и 39, а для безтатортн о такта подушек 33 и 34 с корпусом Ь - клиновую пару 35-36. При изменении длины заготовки регулируют положение упора 41. Осевое регулирование влл- ков 7 и 8 один относительно другого проводят, например, при помощи прокладок в момент налллки. i
Использование предлагаемого стана позволяет сократить простои сбпруцп-- вания при замедлении вращения валком при загрузке, а также при чамене валков за счет возможности поворота их осей в удобное для демонтажа положение, не трогая рядом стоящее оборудование. Увеличивается рабочее время, а следовательно,и проичнодп- тельность, кроме того, упучшаютси условия обслуживания из-за доступ к валкам и возможности иизулльнсг о наблюдения за настройкой сганг.
Формула изобретения
1 . Стан поперечно-клиновой прокатки, содержащий загруччик загстонок, нагреватель, клеть с двумя установленными на осях рабочими палками ч клиновыми калибрами и от ре -ни.,ми ножами, привод вращения валков, о т - личающийся тем, что, с целью улучшении условий обслуживания за счет облегчения перепелки нале и, повышения производительное и счет сокращения простоев стана, ин снабжен механизмом поворота валков р ыин чуб- чатых сегментов, выполненньгх ь; ,,ном
71636101
из концов каждой оси, и даух червяков с приводами их вращения, связанных зубчатым зацеплением с зубчатыми сегментами, механизмом торможения валков и механизмом передачи вращения от привода к валкам, выполненным в виде пары неприводных валов, приводного вала, пары коническо-цилин8
а передаточное отношение водными и приводными вал единицы.
2. Стан по п.1, отл щий с я тем, что меха жения валков выполнен в закрепленных на приводно ных кулачков, установлен
-- -.- j ,/ v- ОЛСП
дрических шестерен, размещенных соот- 10 можностью взаимодействия
ветственно на двух неприводных валах, пары цилиндрических шестерен, размещенных на приводном валу, и двух обойм для размещения в них валков, при этом цилиндрические шестерни выполнены с гладкими участками, кони- ческо-цилиндрические шестерни связаны с цилиндрическими шестернями и с обоймами зубчатым зацеплением,
поверхностью цилиндрическ за их гладкими участками рычагов с размещенными на це каждого из них подпруж 15 толкателями, к башмаков, ных с возможностью взаимо с неприводными валами, пр на дуги гладкого участка дуги копирного кулачка.
8
а передаточное отношение между неприводными и приводными валами больше единицы.
2. Стан по п.1, отличающий с я тем, что механизм торможения валков выполнен в виде жестко закрепленных на приводном валу копир- ных кулачков, установленных с воз-- -.- j ,/ v- ОЛСП
можностью взаимодействия
можностью взаимодействия
с торцовой
поверхностью цилиндрических шестерен за их гладкими участками, двуплечих рычагов с размещенными на одном конце каждого из них подпружиненными толкателями, к башмаков, установленных с возможностью взаимодействия с неприводными валами, при этом длина дуги гладкого участка равна длине дуги копирного кулачка.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Вакуумный прокатный стан | 1977 |
|
SU1003946A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Устройство для деформации металла прокаткой | 1989 |
|
SU1734903A1 |
Изобретение относится к обработке металлов давлением и касается конструкции оборудования для поперечно-клиновой прокатки ия планго- вои заготовки цилиндрических изде- лии переменного сечения. Цель изобре- тения - улучшение условии обслл ива- ния за счет облегчения перевалки валов и повышение производительности. Стан снабжен механичном поворота валков, механизмом торможения и механизмом передачи вращения от привода к валкам. Haipervm заготовку задают в проводку 43. После тпв рпи5 -В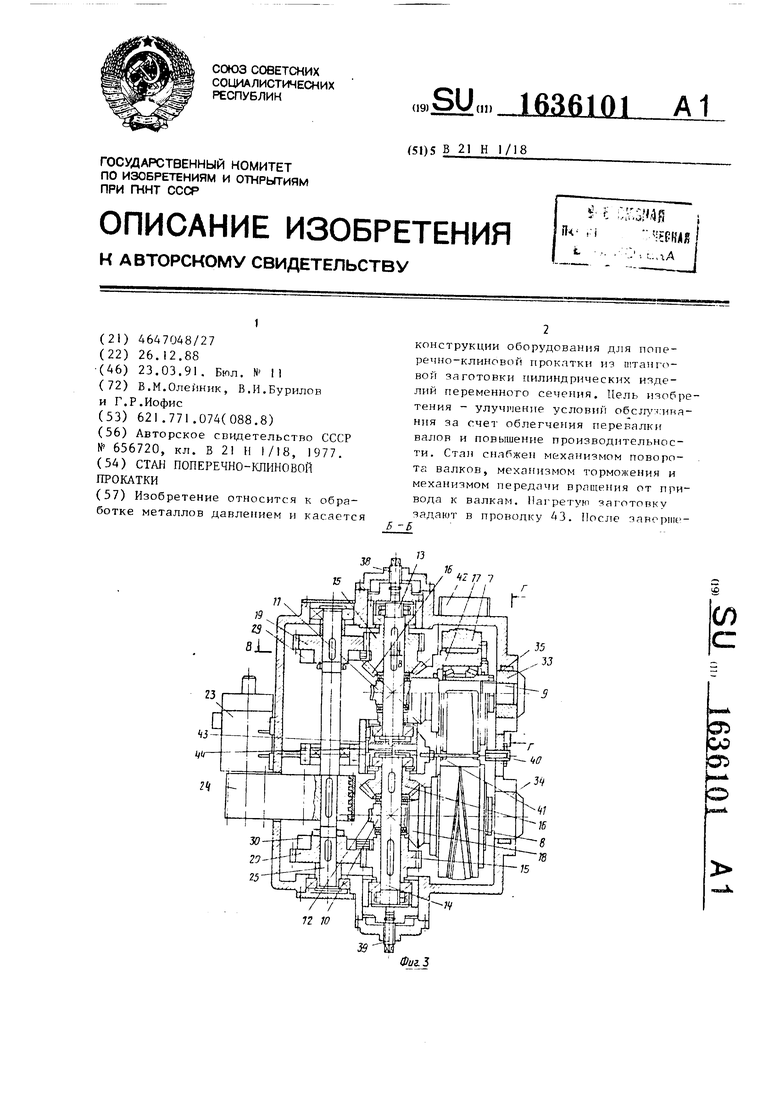
Фиг/
п
CSJ
€
25
30
19
ЪЪ
ФиеЛ
15
13
| Автоматическая линия для производства изделий переменного сечения | 1977 |
|
SU656720A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
