1
Изобретение относится к области обработки металлов давлением, а именно к устройствам для изготовления деталей типа днищ, и может быть использовано в любой области машиностроения, а также в химическом и нефтяном машиностроении.
По основному авт. св. № 537735 известно устройство для гидроштамповки листовых деталей, состоящее из гидравлической полости и вращающегося в ней ротора. Данное устройство служит для штамповки при переменном давлении жидкости в полости под заготовкой с различными скоростями в разных зонах.
Недостатком известного устройства для гидроштамповки листовых деталей с постоянной толщиной является то, что оно требует значительной разницы в скоростях движения жидкости. Эта разница всегда ограничивается техническими возможностями привода. В результате этого получение деталей с постоянной голщиной стенки затруднено, кроме того, приводит к преждевременному разрушению заготовки.
Целью изобретения является уменьшение разнотолщинности штампуемой детали и увеличение степени деформации за один переход.
Указанная цель достигается тем, что устройство снабжено камерой противодавления с полостью, установленной на герметичную камеру, дополнительным ротором, установленным в камере противодавления соосно первому ротору и имеющему лопасти, расположенные вблизи стенок камеры противодавления и параллельно им, а также приводом для вращения дополнительного ротора, установленным над камерой противодавления.
В результате использования рогора в камере противодавления создается переменное реле давления л идкости, максимум которого располагается по оси устройства, что затрудняет деформацию заготовки в
зоне полюса.
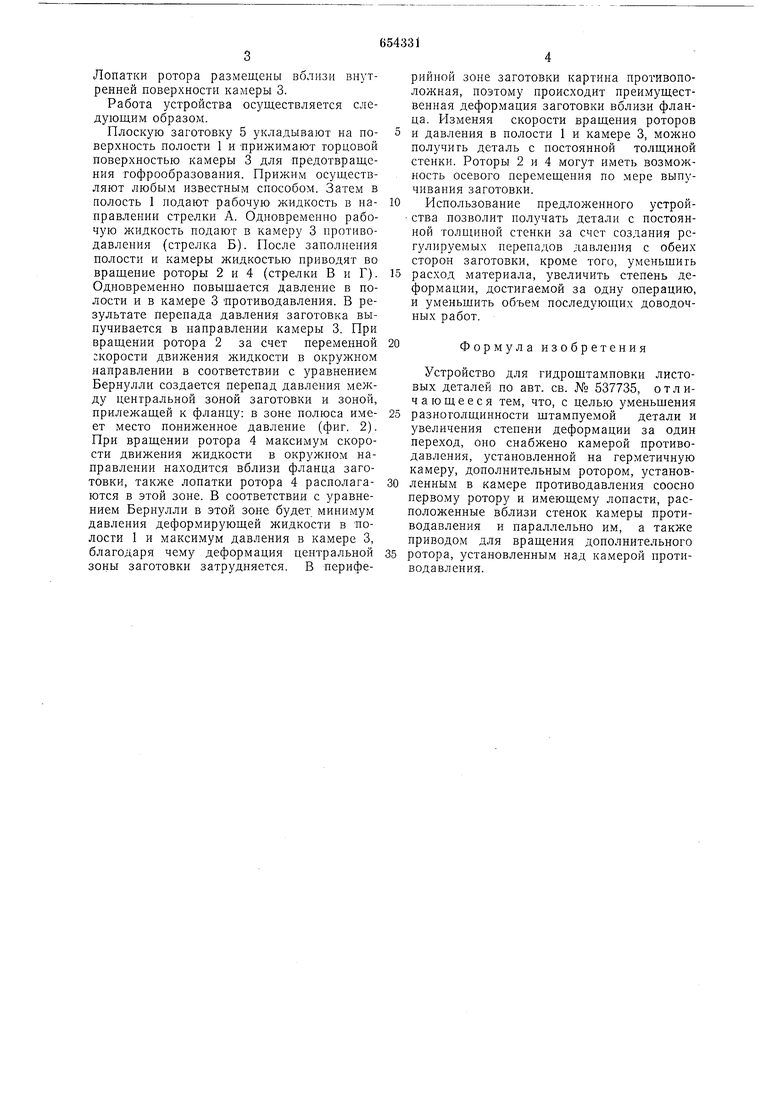
На фиг. 1 показано предлагаемое устройство; на фиг. 2 - график распределения давления по образующей заготовки в гидравлической полости; на фиг. 3 - то же,
в камере прогиводавления.
Устройство содержит гидравлическую ПОЛОСТЬ 1, в которую под давлением подается рабочая жидкость, деформирующая заготовку (фиг. 1). Внутри полости 1 располагается ротор 2, имеющий возможность осевого перемещения при деформации заготовки, фланца которой осуществляется в камере 3 противодавления. Внугри последней расположен дополнительный
ротор 4, связанный с приводом вращения.
Лопатки ротора размещены вблизи внутренней поверхноети камеры 3.
Работа устройства осуществляется следующим образом.
Плоскую заготовку 5 укладывают на поверхность полости 1 и прижимают торцовой поверхностью камеры 3 для предотвращения гофрообразования. Прижим осуществляют любым известным способом. Затем в полость 1 подают рабочую жидкость в направлении стрелки А. Одновременно рабочую жидкость подают в камеру 3 противодавлеиия (стрелка Б). После заполнения полости и камеры жидкостью приводят во вращение роторы 2 и 4 (стрелки В и Г). Одиовременно повышается давление в полости и в камере 3 противодавления. В результате перепада давления заготовка выпучивается в направлении камеры 3. При вращении ротора 2 за счет переменной скорости движения жидкости в окружном направлении в соответствии с уравнением Бернулли создается перепад давления между центральной зоной заготовки и зоной, прилежащей к фланцу: в зоне полюса имеет место пониженное давление (фиг. 2). При вращении ротора 4 максимум скорости движения жидкости в окружиом направлении находится вблизи фланца заготовки, также лопатки ротора 4 располагаются в этой зоне. В соответствии с уравнением Бернулли в этой зоне будет минимум давления деформирующей жидкости в полости 1 и максимум давления в камере 3, благодаря чему деформация центральной зоны заготовки затрудняется. В периферийной зоне заготовки картина прогивополол ная, поэтому происходит преимущественная деформация заготовки вблизи фланца. Изменяя скорости вращения роторов
и давления в полости 1 и камере 3, можно получить деталь с постоянной толщиной стенки. Роторы 2 и 4 могут иметь возможность осевого перемещения по мере выпучивания заготовки.
Использование предложенного устройства позволит получать детали с постоянной толщиной стенки за счет создания регулируемых перепадов давления с обеих сторон заготовки, кроме того, уменьщить
расход материала, увеличить степень деформации, достигаемой за одиу онерацию, и уменьшить объем последующих доводочных работ.
Формула изобретения
Устройство для гидрощтамповки листовых деталей по авт. св. № 537735, отличающееся тем, что, с целью уменьшения
разнотолщинности штампуемой детали и увеличения степени деформации за один переход, оно снабжено камерой противодавления, установленной на герметичную камеру, дополнительным ротором, установленным в камере противодавления соосно первому ротору и имеющему лонасти, расположенные вблизи стенок камеры противодавления и параллельно им, а также приводом для вращения дополнительного
ротора, установленным над камерой противодавления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидроштамповки | 1977 |
|
SU707655A1 |
| Устройство для гидроштамповки листовых деталей | 1981 |
|
SU1005982A1 |
| Устройство для гидроштамповки листовых деталей | 1985 |
|
SU1250359A1 |
| Устройство для штамповки листовых заготовок жидкостью | 1975 |
|
SU555948A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| Штамп для вытяжки с противодавлением | 1986 |
|
SU1400722A2 |
| Устройство для гидроштамповоки листовых заготовок | 1975 |
|
SU555946A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2014 |
|
RU2562570C1 |
| Устройство для гидроштамповки листовых деталей | 1974 |
|
SU537735A1 |
| Способ изготовления полых изделий из листового металла | 1982 |
|
SU1087228A1 |

