1
Изобретение относится к области сварочного производства, а именно к способам поверхностной плазменно-дуговой резки, и может быть использовано при выплавке глубоких канавок.
Известен способ поверхностной плазменно-дугоБой выборки глубоких канавок, при котором плазменную дугу колеблют вдоль лобовой кромки реза, при этом колебания дуги вдоль линии реза последовательно чередуют с колебаниями поперек линии реза
О.
Данный способ резки может быть использован только при механизированном перемещении плазматрона вследствие необходимости его оснащения механизмами продольного и поперечного колебаний.
Известен способ плазменно-дуговой поверхностной многопроходной резки, при котором рядом с выплавляемой канавкой делают дополнительные выборки, расположенные под углом к выплавляемой канавке 2. Наличие дополнительных выборок обеспечивает удаление через них металла из полости реза при выполнении многопроходной резки.
Однако наличие дополнительных выборок обуславливает увеличение объема наплавленного металла при последующей сварке, в связи с чем указанный способ не
может быть использован для выплавки дефектов сварных щвов в ответственных сварных конструкциях.
Известен также способ поверхностной плазменно-дуговой резки, при котором обеспечивают выборку глубоких канавок при отсутствии поступательного перемещения плазменной дуги вдоль линии реза 3.
Недостатком известного способа является то, что несмотря на существенное возрастание глубины выплавляемой канавки при таком способе резки, длина выплавляемой канавки является весьма ограниченной, что не позволяет использовать указанный способ для разделки дефектов больщой протяженности.
Известен способ плазменно-дуговой резки, при котором скорость перемещения дуги по длине реза периодически увеличивают и уменьщают по определенному закону
4.
Однако использование данного способа для многопроходной резки, выполняемой путем последовательного выплавления канавок, не устраняет скапливания выплавленного металла в полости реза, что в свою очередь обуславливает необходимость прекращения процесса резки, так как необходимо удалить металл, скопившийся в полости реза. Это снижает производитель3
ность обработки. Причем, чем больше длина выплавляемой канавки, тем более существенно- снижение производительности обработки.
Целью изобретения является повышение производительности выборки глубоких канавок большой протяженности при последовательном выплавлении их многопроходной резкой за счет исключения остановок, связанных с необходимостью удаления металла по длине реза.
Для этого в предлагаемом способе при выполнении первого прохода периоды увеличения и уменьшения скорости резки принимают равными, затем каждый последующий проход выполняют в два приема во взаимно противоположных направлениях «углом вперед и «углом назад с сохранением характера закона изменения скорости и смещением его во времени таким образом, что длину участка, на котором производят уменьшение скорости резки, принимают равным половине длины участка, на котором производят повышение скорости резки при выполнении предыдущего прохода.
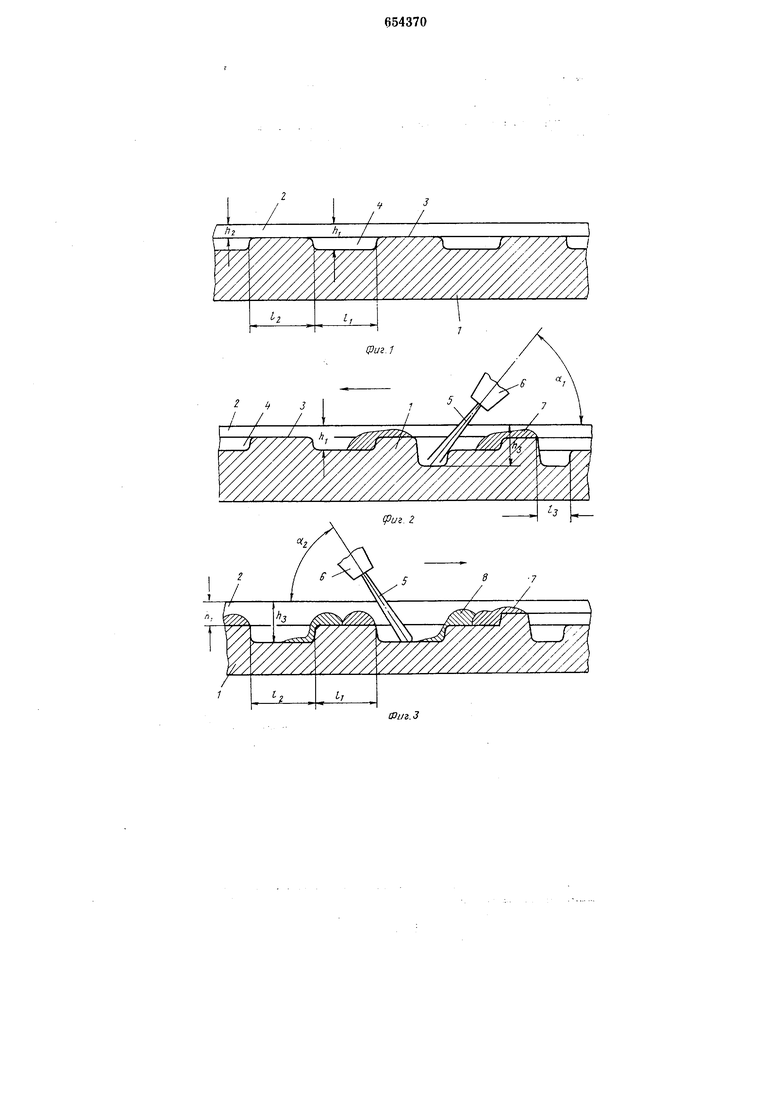
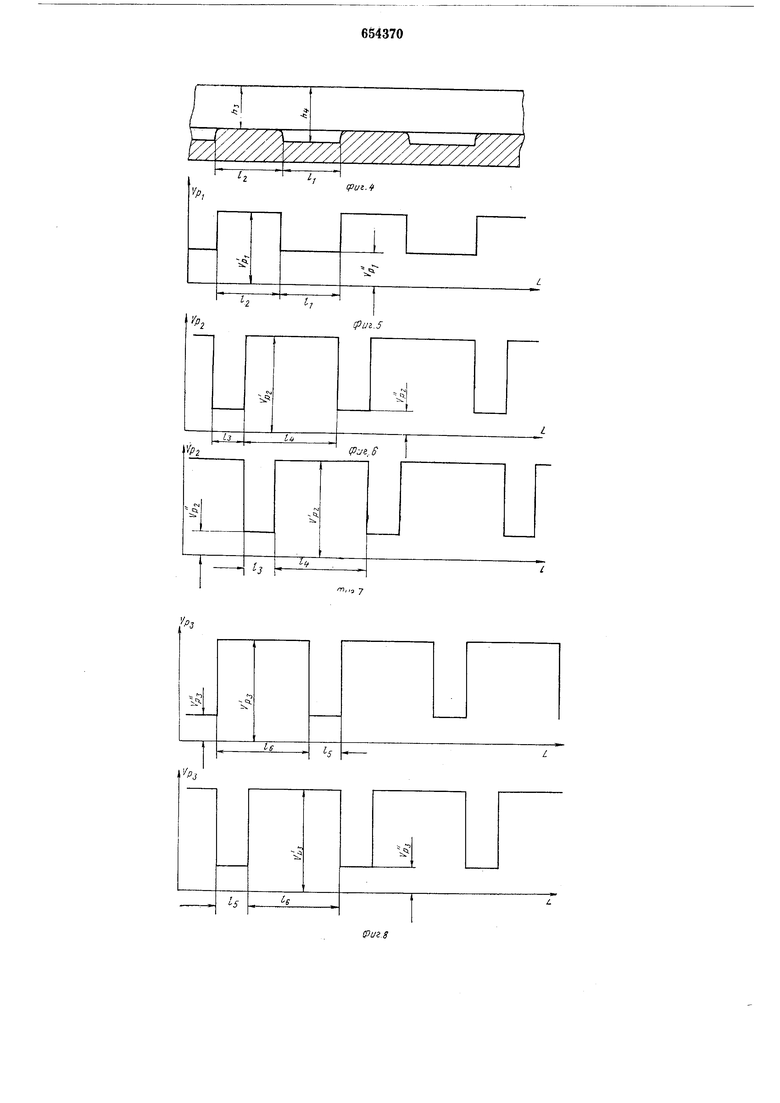
На фиг. 1 показана выплавленная канавка после выполнения первого прохода в продольном сечении; на фиг. 2 -выполнение второго прохода при перемещении плазменной дуги «справа - налево ; на фиг. 3 - выполнение второго прохода при перемещении плазменной дуги «слева - направо ; на фиг. 4 - выплавленная канавка после выполнения третьего прохода в два приема в продольном сечении; на фиг. 5- изменение скорости резки по длине реза при выполнении первого прохода; .на фиг. 6 - изменение скорости резки при перемещении плазменной дуги «справа - налево на втором проходе; на фиг. 7 - изменение скорости резки при перемещении плазменной дуги «слева - направо на втором проходе; на фиг. 8 - изменение скорости резки при выполнении третьего прохода при перемещении плазменной дуги во взаимно противоположных направлениях.
На фигурах даны следующие обозначения: 1-обрабатываемое изделие; 2 - полость реза; 3 - выступ в полости реза, полученный при повышении скорости резки на первом проходе; 4-углубление в полости реза, полученное при уменьшении скорости резки на первом проходе; 5 - плазменная дуга; 6 - плазматрон для резки; 7 - металл, выплавленный на втором проходе при перемещении плазменной дуги «справа - налево ; 8 - металл, выплавленный на втором проходе при перемещении плазменной дуги «слева - направо ; ai - угол наклона плазменной дуги к наружной поверхности обрабатываемого изделия при перемещении плазменной дуги на втором проходе «справа- налево ; аа - угол наклона плазменной дуги к наружной поверхности обрабатываемого изделия при перемещении плазменной дуги на втором проходе «слева - направо ; hi - максимальная глубина выборки после выполнения первого прохода; /22 - минимальная глубина выборки после выполнения первого прохода; Лз - максимальная глубина выборки при выполнении второго прохода; hi, - максимальная глубина выборки после выполнения третьего
прохода; /i - длина участка в полости реза максимальной глубины после выполнения первого прохода; Iz - длина участка в полости реза минимальной глубины после выполнения первого прохода; /з - длина участка, на котором уменьшают скорость резки при выполнении второго прохода; k- длина участка, на котором повыщают скорость резки при выполнении второго прохода;/з- длина участка, на котором уменьщают скорость резки при выполнении третьего прохода; /в - длина участка, на котором повышают скорость резки при выполнении третьего прохода; L - длина реза; Ур -
скорость резки при выполнении первого прохода; V - максимальное значение скорости резки на первом проходе; V - минимальное значение скорости резки на первом проходе; Ур - скорость резки при выполнении второго прохода; V - максимальное значение скорости резки на втором проходе; V - минимальное значение скорости резки при выполнении второго прохода; Ур,, - скорость резки при выполнении третьего прохода; У - максимальное значение скорости резки при выполнении
третьего прохода; У - минимальное значение скорости резки при выполнении третьего прохода.
Способ осуществляют следующим образом.
Выполняют первый проход периодически изменяющейся скоростью Ур, на обрабатываемом изделии 1, получают полость 2 реза, при этом длина /i углубления соответствует длине участка, на котором устанавливают минимальное значение Ур скорости перемещения плазменной дуги, а длина /2 выступов соответствует длине
участка, на котором устанавливают максимальное значение Ур скорости перемещения плазменной дуги. Соответственно hi - максимальная глубина выборки, которая соответствует участкам, выполненным на
минимальной скорости, а h - минимальная глубина выборки, которая соответствует участкам, выполненным с максимальной скоростью. Таким образом после выполнения первого прохода получают канавку на
длине реза, в которой выступ 3 в полости
реза следует за углублением 4, т. е. профиль выплавленной канавки повторяет закон изменения скороети перемещения плазменной дуги. Длину участков li и k принимают, как правило, равной между собой, т. е. .
Выполнение второго прохода со скоростью Ург производят в два приема. Вначале плазменную дугу 5, которую возбуждают между плазматроном 6 и обрабатываемым изделием 1, перемещают под углом «1 в направлении, показанном стрелкой, т. е. «справа - налево. При этом при подходе плазменной дуги к выступу 3 в полости реза уменьшают скорость перемещения плазменной дуги до значения V и на
этой скорости производят поверхностную резку данного участка, причем длину реза на данной скорости ограничивают участком /3, который принимают равным 0,5 /2. На этой длине получают глубину выбираемой канавки, равную ha. Затем дискретно повышают скорость перемещения плазменной дуги до значения V и на этой скорости
производят поверхностную резку участка длиной /4, длина которого составляет 0,5 12+li. Так как длину li выбирают примерно равной длине Iz, то соответственно
/4 «1,5 /2.
При перемещении плазменной дуги со скоростью Ур на длине участка, равной
/3, металл 7, выплавленный из полости реза, вначале выбрасывается на наружную поверхность выступа в полости реза давлением дуги и потока газа, с которого он под действием силы тяжести стекает на наружную поверхность углубления, полученного при выполнении предыдущего прохода. Этому также способствует и пермещение плазменной дуги со скоростью V относительно непрорезаемой при данном приеме выступающей части в полости реза. После перемещения плазменной дуги с данной скоростью и при ее соприкосновении с выступом в полости реза вновь уменьшают значение скорости до величины V и на
данной скорости выполняют резку участка длиной 0,5 /2, после чего вновь повторяют указанные операции. После прорезания всей длины L реза по вышеуказанной схеме плазменную дугу 5 ориентируют под углом «2 и производят поверхностную резку в направлении «слева-направо. Значение угла а2 принимают равным углу cxi. При этом при перемещении дуги в данном направлении скорость резки над выступающей частью в полости реза уменьшают до значения Ур, а на прочих участках поддерживают равной Ур. После выполнения второго прохода в два приема «справа - налево и «слева - направо в металле получают канавку, неравномерную по глубине. При этом на выступающих участках она имеет глубину, равную hi, а соответственно на углубленных участках - ha.
Металл 8, расплавленный в полости реза, на втором проходе при перемещении плазменной дуги «слева - направо частично заполняет канавку, полученную при перемещении плазменной дуги «справа - налево со скоростью У а частично выбрасывается на наружную поверхность выступов в полости реза.
Таким образом, предшествующий проход обеспечивает форму получаемой канавки таковой, что при выполнении следующего прохода большая часть выплавленного металла залегает на выступах в полости реза, т. е. выплавленный металл залегает
на участках с минимальным радиусом кривизны, что обеспечивает его легкое отделение в полости реза перед выполнением последующего прохода. Этому способствует и выполнение каждого последующего прохода в два приема «справа--налево и «слева - направо. Значение Ур максимальной скорости
перемещения дуги при выполнении второго прохода принимают таковым, чтобы при
этом плазменная дуга практически не оказывала влияния на увеличение глубины выборки на данном участке, а воздействовала только на металл, выплавленный из полости реза. За счет этого обеспечивают
после выполнения второго прохода глубину полости реза в выступающей части равной hi.
Поэтому выполнение резки участков со скоростью У совмещают наряду с повышением скорости для уменьшения проникающей способности дуги с уменьщением тока и угла наклона плазменной дуги к поверхности металла. За счет такого изменения погонной энергии по длине реза выплавленный металл всегда располагают на участках ограниченной длины, что в свою очередь препятствует скапливанию его перед дугой в полости реза и обеспечивает
практически выборку канавок любой длины посредством многопроходной плазменной резки.
По аналогичному закону производят и уменьшение скорости резки при выполнеНИИ третьего прохода, который также выполняют в два приема. Однако при этом при резке «справа - налево значение скорости Урз уменьшают на участке, имеюшем длину /5 0,5 /i, который практически
не изменил свою глубину на предыдущем проходе. За счет уменьшения скорости до значения У обеспечивают максимальную глубину выборки на данном проходе,
равную hi, а на учястке, имеющем длину /в
соответственно повышают скорость резки до значения V. При выполнении резки
«слева - направо, как и на втором проходе, за счет уменьшения скорости на участке длиной /5 выплавляют нерасплавленные выступы в полости реза. При выполнении последуюших проходов производят смеш;ение момента идентичного изменения параметров режима по длине реза по сравнению с предыдущим проходом. Таким образом при выполнении предлагаемого способа резки углубления, полученные при выполнении предыдущего прохода, являются выступами после следующего прохода.
По мере роста числа ироходов за счет снижения КПД процесса, вследствие шунтирования тока боковыми кромками реза, полученного при выполнении предшествующих проходов, уменьшается разница между максимальной и минимальной глубиной выборки, что в свою очередь способствует повышеиию качества кромок реза.
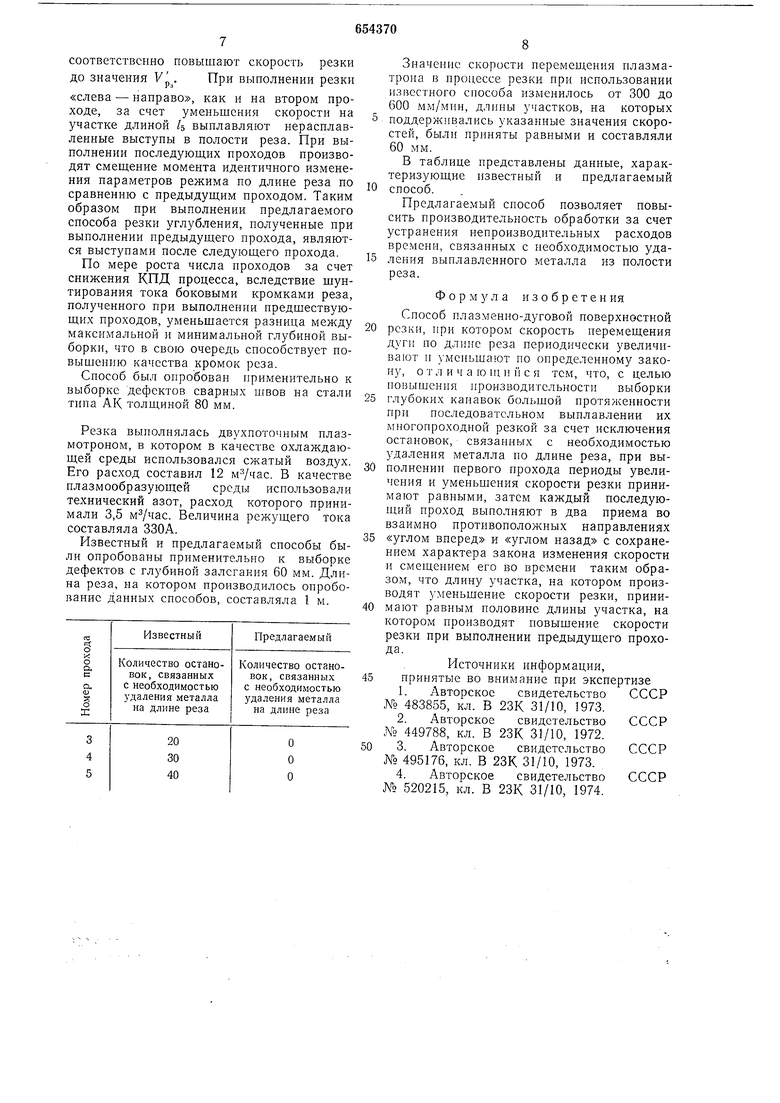
Способ был опробован применительно к выборке дефектов сварных швов на стали типа АК толщиной 80 мм.
Резка выполнялась двухпоточным плазмотроном, в котором в качестве охлаждающей среды использовался сжатый воздух. Его расход составил 12 м-Учас. В качестве плазмообразующей среды использовали технический азот, расход которого принимали 3,5 . Величина режущего тока составляла ЗЗОА.
Известный и предлагаемый способы были опробованы применительно к выборке дефектов с глубиной залегания 60 мм. Длина реза, на котором производилось опробование данных способов, составляла 1 м.
Значение скорости перемещения плазматрона в процессе резки при использовании известного способа изменилось от 300 до 600 мм/мин, длины участков, на которых
поддерживались указанные значения скоростей, были приняты равными и составляли 60 мм.
В таблице представлены данные, характеризующие известный и предлагаемый
способ.
Предлагаемый способ позволяет повысить производительность обработки за счет устранения непроизводительных расходов времени, связанных с необходимостью удаления выплавленного металла из полости реза.
Формула и 3 о б р е т е н ия
Способ плазменно-дуговой поверхностной
резки, при котором скорость перемещения дуги по длине реза периодически увеличивают п умеиьшают по определенному закону, о т л и ч а ю щ и и с я тем, что, с целью повышения производительности выборки
глубоких канавок большой протяженности прп поСоТедовательном выплавлении их многопроходной резкой за счет исключения остановок, связанных с необходимостью удаления металла ио длине реза, при выполнении первого прохода периоды увеличения и уменьшения скорости резки принимают равными, затем каждый последуюший проход выполняют в два приема во взаимно противоположных направлениях
«углом вперед и «углом назад с сохранением характера закона изменения скорости и смещением его во времени таким образом, что длину участка, на котором производят уменьщение скорости резки, принимают равным половине длины участка, на котором производят повышение скорости резки при выполнении предыдущего прохода.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР N° 483855, кл. В 23К 31/10, 1973.
2.Авторское свидетельство СССР Л 449788, кл. В 23К 31/10, 1972.
3. Авторское свидетельство СССР № 495176, кл. В 23К 31/10, 1973.
4. Авторское свидетельство СССР № 520215, кл. В 23К 31/10, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой обработки | 1978 |
|
SU749602A1 |
| Способ многопроходной поверхностной плазменно-дуговой резки | 1973 |
|
SU449788A1 |
| Способ многопроходной плазменно-дугОВОй РЕзКи | 1979 |
|
SU823040A1 |
| Способ плазменно-дуговой поверхностной резки | 1979 |
|
SU854651A1 |
| Способ многопроходной плазменно-дуговой поверхностной резки | 1974 |
|
SU495176A1 |
| Способ плазменно-дуговой поверхностной резки | 1975 |
|
SU554977A1 |
| Способ плазменно-дуговой обработки | 1977 |
|
SU743817A1 |
| Способ многопроходной плазменнодуговой резки | 1977 |
|
SU733929A1 |
| ГОРЕЛКА ДЛЯ ГША31^1ЕННО-ДУТОВОЙ PESIOi | 1979 |
|
SU825298A2 |
| Способ плазменно-дуговой поверхностной резки | 1977 |
|
SU737173A1 |