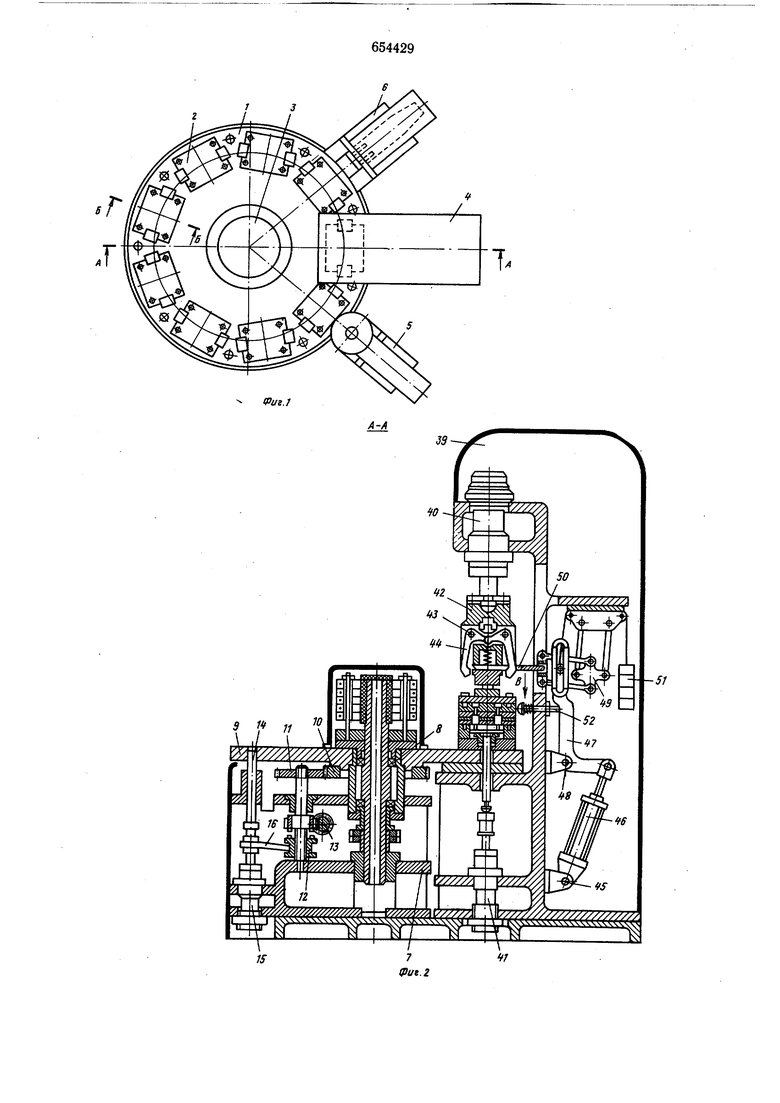
Изобретение относится к области переработки полимерных материалов в изделия, в частности к оборудованию для изготовления изделий из полимерных материалов прессованием в выносных замковых блоках, снабженных сменными пресс-формами. Известна автоматическая линия для изготовления изделий из полимерных материалов прессованием, содержащая шаговый конвейер с установленными на нем выносными пресс-формами, узел загрузки полимерного материала в пресс-формы, пресс для смыкания и напирания пресс-форм и пресс для их раскрытия, а также механизм выталкивания отпрессованных изделий и их съема 1 . Наиболее близким к изобретению техническим решением является агрегат для изготовления изделий из полимерных материалов прессованием, содержаш,ий поворотный стол с установленными на нем выносными разъемными блоками с направляющими колонками, замковыми устройствами и прессформами, узлы запирания и раскрытия блоков, подачи материалов в рабочую полость пресс-форм, выталкивания отпрессованных изделий и механизм подъема верхних частей блоков 2. В этом агрегате выталкивание и съем отпрессованных изделий и загрузка прессформ производится после их раскрытия при поднятом положении верхних частей выносных разъемных блоков, однако при этом отсутствует их надежная фиксация, что может привести к преждевременному закрытию блоков при их загрузке полимерным материалом или при выгрузке отпрессованных изделий. Целью изобретения является повышение надежности работы агрегата путем фиксации верхних частей разъемных блоков при их раскрытии. Указанная цель достигается тем, что предлагаемый агрегат снабжен механизмом блокировки закрытия блоков, а каждый блок - фиксатором, выполненным в виде подпружиненного относительно направляющей колонки блока хвостовика с роликом, взаимодействующим с механизмом блокировки закрытия блоков, и в направляющей колонке блока выполнена проточка, с которой взаимодействует хвостовик фиксатора. На фиг. 1 схематично изображен предлагаемый агрегат, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 (при закрытом положении выносных разъемных блоков); на фиг. 4 - вид по стрелке В на фиг. 2. Агрегат для изготовления изделий из полимерных материалов состоит из поворотного стола 1 с установленными на нем выносными разъемными блоками 2, токосъемника 3, размещенных на консольном гидравлическом прессе 4 узлов запирания и раскрытия блоков 2 и выталкивания отпрессованных изделий, механизмов подъема верхних частей блоков 2 и блокировки закрытия блоков 2, а также узлов 5 загрузки полимерного материала и узлов 6 выгрузки отпрессованных изделий, гидроагрегата и электрошкафа (на чертежах не показаны). Поворотный стол 1 выполнен в виде установленной на станине 7 в подшипниках 8 планшайбы 9, соединенной с помош,ью зубчатых колес 10 и 11 и кулачковой муфты 12 со штоком 13 гидроцилиндра ее поворота и снабженной фиксатором 14 с приводом перемеш,ения от гидроцилиндра 15, шток которого посредством рычага 16 осушествляет также включение и выключение кулачкоВОЙ муфты 12 привода поворота планшайбы 9. Выносной разъемный блок 2 состоит из: нижней (опорной) плиты 17, на которой установлена нижняя плита 18 обогрева с индукционными катушками 19 и запрессованными в ней направляюшими втулками 20; верхней плиты 21 обогрева с индукционными катушками 22; верхней плиты 23 с запрессованными в ней направляюшими колонка.ми 24, в одной из которых выполнена проточка а; нажимной плиты 25, в которой на направляющих пальцах 26 расположены пакеты тарельчатых пружин 27; причем верхняя плита 23 соединена с нажимной плитой 25 с помощью скоб 28. Замковое устройство блока 2 выполнено в виде щарнирно укрепленных на нижней (опорной) плите 17 на осях 29 захватов 30, подпружиненных с помощью пружин 31 относительно плиты 17 и соединяюших верхнюю часть блока 2, т. е. плиты 21, 23, 25, с нижней, т. е. плитами 17 и 18, при закрытии блока 2. Между верхней плитой 21 обогрева и нижней плитой 18 размещена пресс-форма 32, а в нижней (опорной) плите 17 установлен с возможностью относительного перемещения шток 33, на котором смонтированы выталкиватели 34 готовых изделий. На направляющей втулке 20 нижней плиты 18 обогрева смонтирован фиксатор, выполненный в виде шарнирно укрепленного на оси 35 и подпружиненного с помощью пружины 36 относительно запрессованной в верхнюю плиту 23 направляющей колонки 24 хвостовика 37 с роликом 38. Консольный гидравлический пресс 4 содержит укрепленные на станине 39 верхний гидроцилиндр 40 узла закрытия и раскрытия выносных разъемных блоков 2, нижний гидроцилиндр 41 узла выталкивания отпрессованных изделий и .механизм блокировки закрытия блоков 2. На штоке верхнего гидроцилиндра 40 смонтирован механизм подъема верхних частей блоков 2, выполненный в виде ползуна 42 с шарнирно укрепленными на осях 43 захватами 44. Механизм блокировки закрытия блоков 2 состоит из шарнирно укрепленного на оси 45 (на станине 39 пресса 4) гидроцилиндра 46, шток которого щарнирно соединен с двуплечим рычагом 47, шарнирно укрепленным на оси 48 и взаимодействующим через систему рычагов с параллелограммным механизмом 49, плитой 50 и грузом 51. В станине 39 пресса 4 установлен с возможностью относительного перемещения толкатель 52, подпружиненный посредством пружины 53 относительно станины 39 и взаимодействующий с двуплечим рычагом 47 механизма блокировки закрытия блоков 2. Агрегат работает следующи.м образом. Выносной разъемный блок 2 в раскрытом положении (при поднятой верхней части блока) поступает при повороте планщайбы 9 на заданный угол в позиции загрузки, где оператор-прессовщик производит загрузку полимерным материалом пресс-формы 32 блока 2 с помощью узла 5 загрузки. Далее выносной разъемный блок 2 перемещается в позицию закрытия блока 2 на консольный гидравлический пресс 4. При этом срабатывает гидроцилиндр 46 механизма блокировки закрытия блоков 2 и производит выдвижение плиты 50 и ее установку м«жду нажимной плитой 25 блока 2 и ползуном 42, укрепленным на щтоке верхнего гидроцилиндра 40. Через двуплечий рычаг 47 шток гидроцилиндра 46 воздействует на толкатель 52, который, нажимая на ролик 38 хвостовика 37 фиксатора, выводит хвостовик 37 из проточки а направляющей колонки 24 блока 2 и обеспечивает возможность опускания верхней части блока 2 и его закрытия. Одновременно с гндроцилиндром 46 срабатывает верхний гидроцилиндр 40 и перемещает укрепленный на его штоке ползун 42 вниз, воздействуя через него и плиту 50 на нажимную плиту 25 блока 2. Причем толщина плиты 50 должна быть такой, чтобы при движении вниз ползун 42 не отжимал захваты 30 замкового устройства блока 2 и чтобы укрепленные на ползуне 42 захваты 44 не заходили за выступы нажимной плиты 25 блока 2. Через нажимную плиту 25 блока 2 и ползун 42 верхний гидроцилиндр 40 сжимает пакеты тарельчатых пружин 27 с усилием, равным рабочему усилию прессования изделия из полимерного материала в пресс-форме 32. Захваты 30 замкового устройства блока 2 заходят за нажимную плиту 25, обеспечивая закрытие блока 2 и поддержание рабочего усилия прессования в прессформе 32 во все время выдержки полимерного материала под давлением. После этого ползун 42 отводится верхним гидроцилиндром 40 вверх.
В закрытом положении блок 2 поворачивается планшайбой 9 на один оборот вокруг ее оси (при этом проходит необходимое время выдержки полимерного материала под давлением) и поступает снова на консольный гидравлический пресс 4, где производится также и раскрытие блока 2. Однако в этом случае гидроцилиндр 46 механизма блокировки закрытия блоков 2 не срабатывает и не выдвигается плита 50. При срабатывании верхнего гидроцилиндра 40 ползун 42 перемещается вниз, сжимая через нажимную плиту 25 пакеты тарельчатых пружин 27, происходит отжим захватов 30 замкового устройства блока 2. Захваты 4 ползуна 42 заходят за выступы нажимной плиты 25 и при движении ползуна 42 вверх производят раскрытие блока 2.
В верхнем положении ползуна 42 его захваты 44 разводятся в стороны копиром (на чертежах не показан) и освобождают верхнюю часть блока 2, которая при этом скосами скоб 28 ложится на скосы захватов 30, а хвостовик 37 фиксатора, подпружиненный относительно направляющей колонки 24, запрессованной в верхнюю плиту 23, входит в ее проточку а, обеспечивая надежное фиксирование верхней части блока 2 в раскрытом положении.
Нижним гидроцилиндром 41 с помош.ью штока 33 и выталкивателей 34 производится выталкивание отпрессованных изделий, и раскрытый блок 2 поступает в узел 6 -выгрузки отпрессованных изделий и в узел 5 загрузки следующей порции полимерного материала.
Полный цикл прессования изделия из полимерного материала в этом агрегате происходит за два оборота планшайбы 9 поворотного стола 1.
В результате использования изобретения увеличивается надежность работы агрегата для изготовления изделий из полимерных материалов в пресс-формах выносных разъемных блоков, повышается безопасность и улучшаются условия труда рабочих.
Формула изобретения
Агрегат для изготовления изделий из полимерных материалов прессованием, содержащий поворотный стол с установленными на нем выносными разъемными блоками с направляющими колонками, замковыми устройствами и пресс-формами,- узлы запирания и раскрытия блоков, подачи материала в рабочую полость пресс-форм, выталкивания отпрессованных изделий и механизм подъема верхних частей блоков, отличающийся тем, что, с целью повыщения надежности работы агрегата путем фиксации верхних частей выносных разъемных блоков при их раскрытии, агрегат снабжен механизмом блокировки закрытия блоков, а каждый блок - фиксаторо.м, выполненным в виде подпружиненного относительно направляющей колонки блока хвостовика с роликом, взаимодействующим с механизмом блокировки закрытия блоков, и в направляющей колонке блока выполнена проточка, с которой взаимодействует хвостовик фиксатора.
Источники информации, принятые во внимание при экспертизе
1.Завгородний В. К. Механизация и автоматизация переработки пластических масс. М., «Машиностроение, 1964, с. 188- 190, фиг. 104.
2.Авторское свидетельство СССР № 459346, кл. В 29 С 3/00, 1970.
/риг.З
2г
виде
ifui.t

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления изделий из полимерных материалов | 1970 |
|
SU459346A1 |
| Выносная пресс-форма для изготовления полимерных изделий | 1978 |
|
SU763110A1 |
| Выносная прессформа | 1974 |
|
SU550287A1 |
| Выносная пресс-форма для изготовления изделий из полимерных материалов | 1987 |
|
SU1435469A1 |
| Прес-форма для литьевого прессования | 1990 |
|
SU1821388A1 |
| Устройство для прессования тонких таблеток из порошковых материалов | 1982 |
|
SU1076985A1 |
| Прессформа | 1974 |
|
SU556039A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1970 |
|
SU422206A1 |
| Устройство к гидравлическому или механическому прессу для одностороннего автоматического или двустороннего прессования металлических порошков | 1950 |
|
SU89700A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |