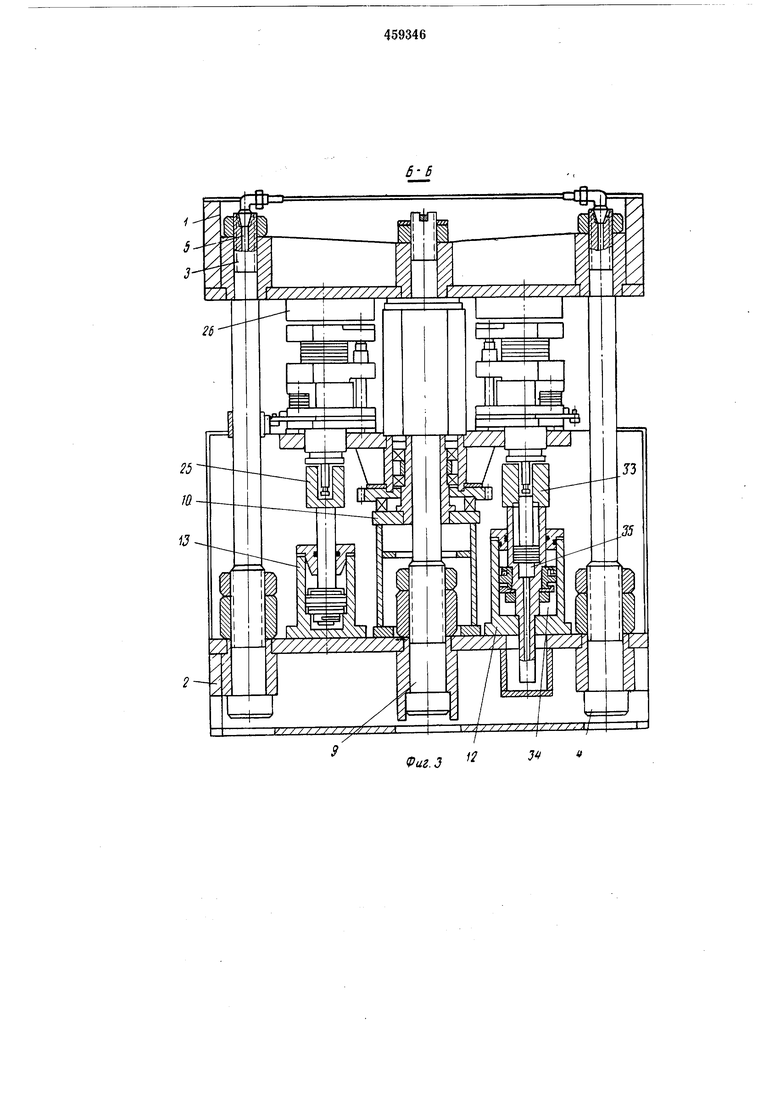
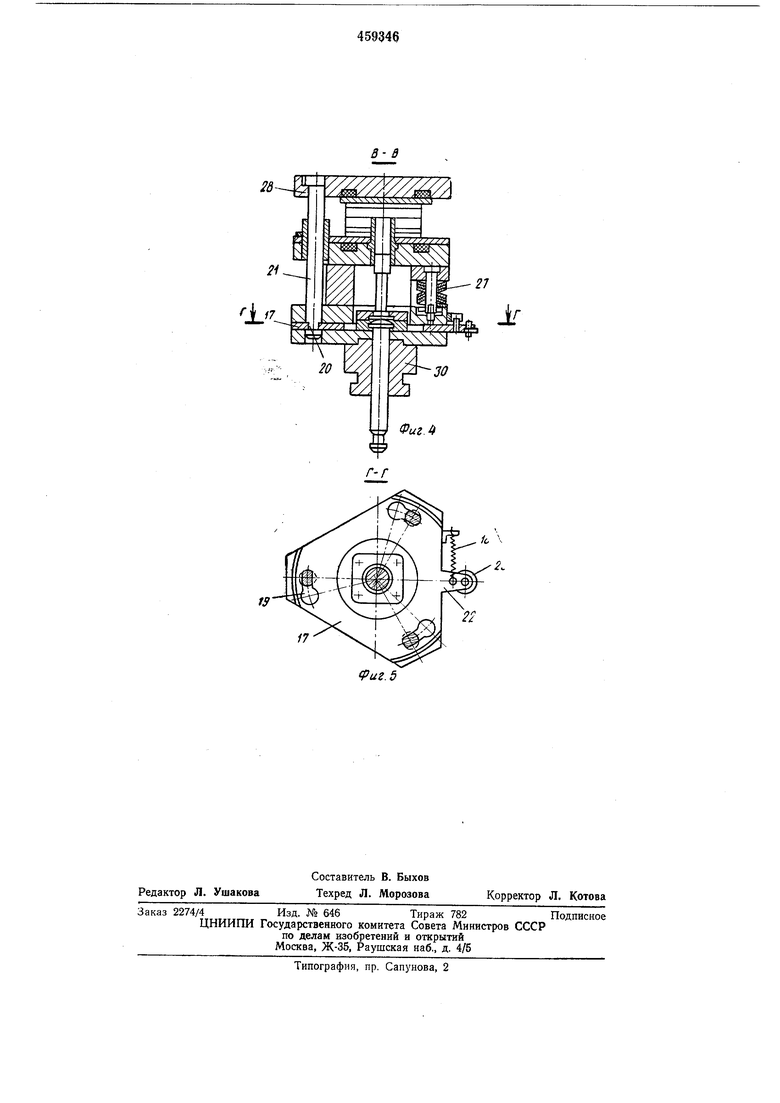
Плита 17 снабжена хвостовиком 22 с роликом 23, взаимодействующим со штоком 24 механи|3ма 14 отвода замка « копиром 16.
Привод гидроцилиндров обеспечивается гидроагрегатом (на чертежах не /показан).
В основу работы агрегата ооложен метод выносной замковой пресс-формы.
Работа агрегата состоит из трех позиций.
На I позиции ходо1М поршня гидроцилиндра
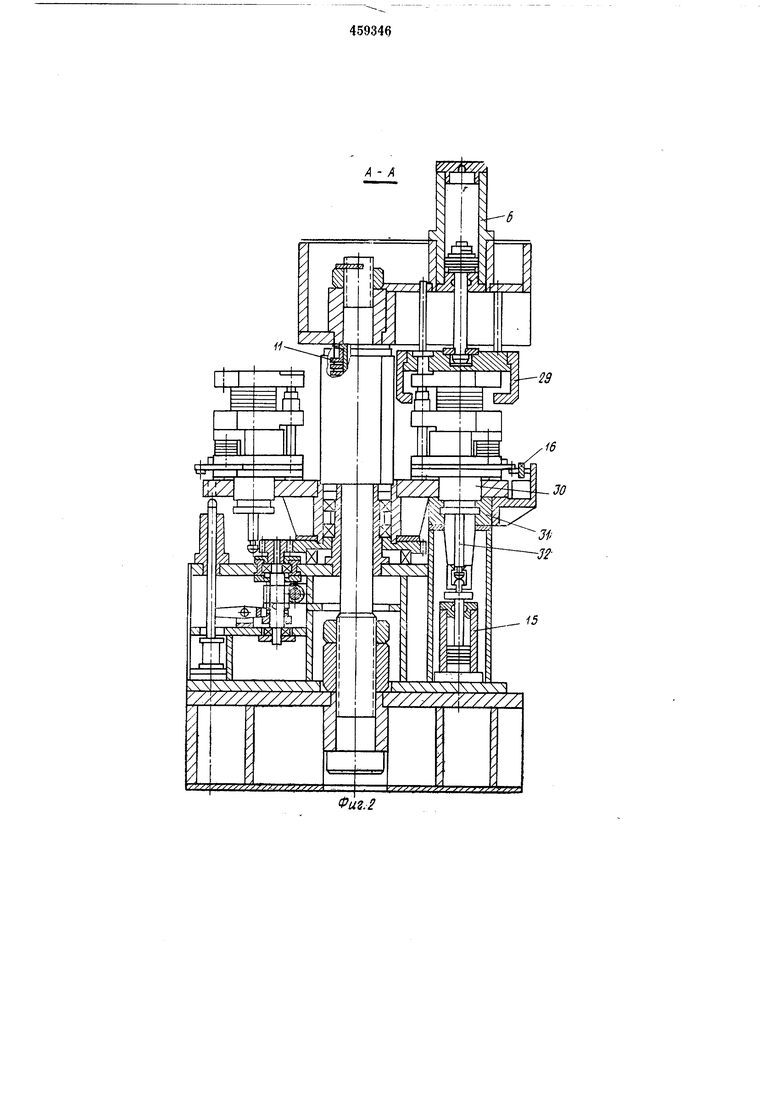
13раопрессовки блоков башмак 25 поднимает и поджимает блок 7 с запрессованными в нем изделиями к опорной пластине 26, закрепленной на верх-ней траверсе 1 станины агрегата. При этом тарельчатые пружины 27 в блоке сжимаются, ходом штока 24 гидроцилиндра
14механизма отвода замка плита 17 поворачивается, в результате чего пазы 19 выходят из проточек на колонках 21 блока 7. Башмак 25 удерживает блок в поджатом состоянии до окончания обратного хода поршня гидроцилиндра 13 распрессовки, после чего шток 24 гидроцилиндра 14 механизма отвода замка отходит назад. Блок 7 опускается на планшайбу 8, тарельчатые пружины в блоке распрямляются, поднимая на некоторую величину верхнюю плиту 28 блока 7 с запрессованными в нее колонками. При этом пружина 18 возвращает плйту 17 блока 7 в исходное положение, но пазы 19 плиты 17 упираются в цилиндрические поверхности колонок 21 и не могут заскочить в проточки 20 колонок вследствие подъема плиты 17.
Блок подготовлен к обслуживанию на IIпозиции, на которую он переносится поворотом планшайбы 8. При этом выступами верхней плиты 28 блок входит в захваты 29 механизмов подъема выносных разъемных блоков, а башмак 30 блока 7 в Т-образные пазы станины 31 механизма 15 выталкивания.
Хвостовик 22 плиты 17 блока 7 отводится копиром 16, препятствуя пружине 18 установить плиту 17 в исходное положение при раскрытии блока.
Ходом поршня вверх гидроцилиндра 6 механизма подъема блоков производится раскрытие блока. Ходом штока механизма 15 выталкивания вверх производится выталкивание отпрессованных изделий. Съем отпрессованных изделий, чистка « загрузка прессформ пресс-материалом производятся вручную оператором, а остальные операции - автоматически. Шток гидроцилин1дра механизма 15
выталкивания опускается, возвращая што-к 32 блока 7 в исходное положение.
Ходом поршня гидроцилиндра 6 механизма
подъема вниз производят закрытие блока 7,
после чего поворотом планшайбы прикрытый,
но не замкнутый блок 7 переносится на III
позицию.
Прикрытый блок 7 устанавливают над башмаком 33 гидроцилиндра 12. Подачей масла
в полость 34 блока поднимают и поджимают к опорной пластине 26. Тарельчатые пружины 27 ,в блоке 7 сжимаются, плита 17 пазами 19 под действием пружины 18 заскакивает в проточки 20 на колонках 21-блок замкнут.
При подаче масла В полость 35 производят впрыск пресс-материала в замкнутую прессформу (при прямом прессовании эта полость гидроцилиндра 12 отключена). После этого производят отвод штоков ступеней гидроцилиндра 12 в исходное положение в обратном порядке.
Замкнутый и запрессованный блок 7 обеспечивает выдержку изделий под давлением от позиции запрессовки до начала распрессовки блока без участия силовых механизмов прессовой группы. Необходимое время выдержки изделия под давлением обеспечивается реле времени (на чертеже не показано).
Предмет изобретения
Агрегат для изготовления изделий из полимерных материалов прессованием, содержащий поворотный стол с установленными на нем выносными разъемными блоками с направляющими колонками и замковым устройством, в которых расположены пресс-формы, узлы для запирания блоков, впрыска полимерного материала в рабочую полость прессформы, механизмы отвода замка блока, выталкивания отпрессованных изделий из прессформ и подъема верхних частей блока, отличающийся тем, ЧТО, с целью упрощения
конструкции и повышения надежности работы замкового устройства, последнее выполнено в виде подпружиненной поворотной плиты со ОК1ВОЗНЫМИ пазами, входящей в проточки направляющих колонок и снабженной хвостовиком с роликом, взаимодействующим с механизмом отвода блока и копиром, установленным на позиции распрессовки блока.
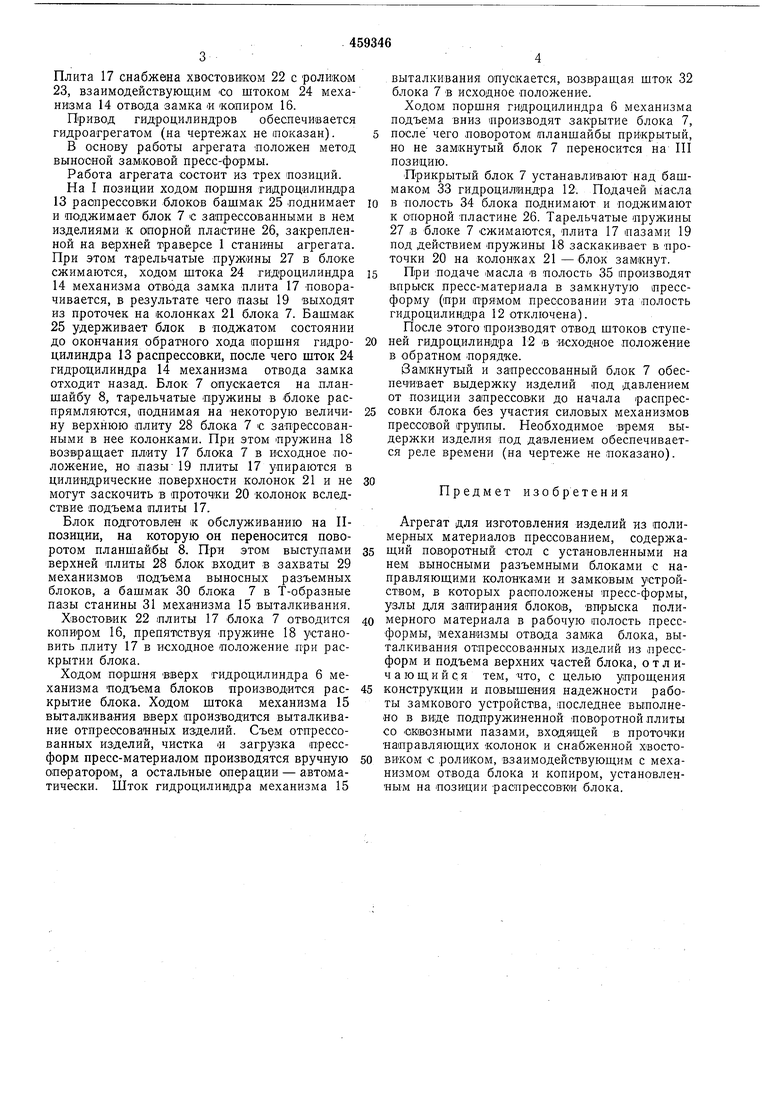
Т
А - А
29
Фиг.З
28
17
±г
Фиг л
2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления изделий из полимерных материалов | 1976 |
|
SU654429A1 |
| Выносная пресс-форма для изготовления полимерных изделий | 1978 |
|
SU763110A1 |
| Многоэтажный пресс для изготовления изделий из пластмасс | 1957 |
|
SU114679A1 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОРЕАКТИВНБ1ХПЛАСТМАСС | 1970 |
|
SU286206A1 |
| Устройство для вибрационногопРЕССОВАНия | 1978 |
|
SU795970A1 |
| Устройство для разъема съемных пресс-форм | 1980 |
|
SU876458A1 |
| Выносная пресс-форма для изготовления изделий из полимерных материалов | 1987 |
|
SU1435469A1 |
| Манипулятор | 1979 |
|
SU837857A1 |
| Устройство к гидравлическому или механическому прессу для одностороннего автоматического или двустороннего прессования металлических порошков | 1950 |
|
SU89700A1 |
| Машина поршневого типа для переработки пластмасс в изделия | 1980 |
|
SU952648A1 |