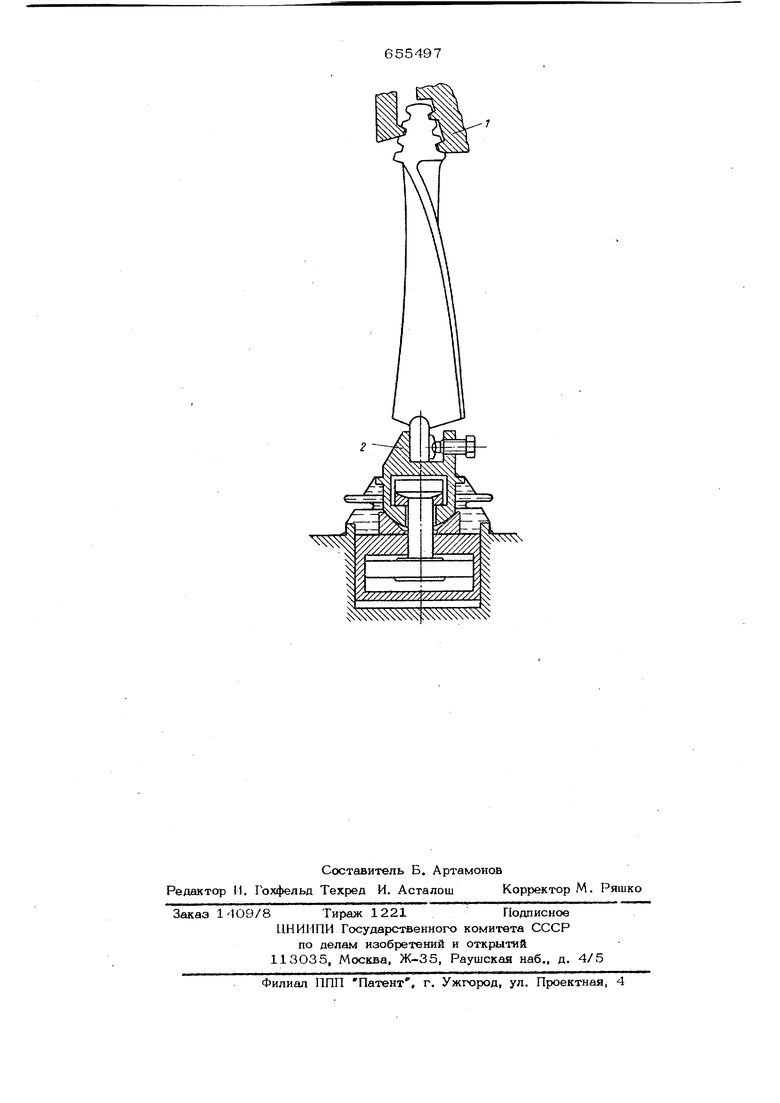
(54) СПОСОБ ЭЛГлКТРОХИАи1ЧЕСКОЙ ОБРАБОТКИ рая опора, текиологнческая, выполнена подвижной, жестко фиксируемой в процессе обработки. К обрабатываемой поверхности подводится электрод до образования между ним и обрабатываемой поверхностью определенного зазора. Затем в зазор подается электролит и вклк чается электрический ток. После этого осуществляется съем металла с обрабатываемой поверхности равномерно или дискретно приближающимся к обрабатываемой поверхности электродом. После того, как будет удалена большая часть припуска на обработку, величину которой можно определить опытным путем, процесс электрохимической обработки следует прервать, отключив ток и подачу электролита, а подвижную опору заготовки расфиксировать и дать ей возможност самоустановиться под действием по.явившихся при съеме части припуска внутрен них напряжений. Затем нулшо -подвижную опору заготовки зафиксировать в новом положении и возобновить процесс обработки. Необходимо однако предусмотреть чтобы погрешность обрабатьтаемой поверхности, по5шившаяся в результате коробления, была меньше оставшегося припуска на обработку. Далее процесс анодного растворения возобновляется. Через некоторое время после того, как будет ликвидирована появившаяся погрешность и снята часть оставшегося припуска, процесс электрохимической обработхси сл дует прервать опять, чтобы дать возможность подвижной опоре самоустанови ся и т.д. до тех пор,пока не будет снят весь припуск на обработку. После такого электрохимического процесса обработки в детали не будет нарушения равновесия внутренних напряжений и будут отсутствовать погрешности, вызванные короблением детали после ее снятия с приспособления. Следовательно точность электрохимической обработки будет повышена, Формула изобретения 1.Способ электрохимической обработки нежестких деталей подвижными электродами-инструментами с прокачкой электролита между электродами, отличающийся тем, что, с целью устранения влияния коробления детали от внутренних напряжений на точность обработки, процесс обработки осуществляют циклами обработки с перерывами между отдельньши шжлами, во время которых прекращшот подачу тока на электроды и прокачку электролита, и раскрепляют технологическую опору, а после занятия деталью нового положения закрепляют технологическую опору.. 2.Способ поп. 1,отлича ющ и и с я тем, что количество циклов и величину припуска, снимаемого за один прием, устанавливают таким образом, чтобы погрешность обрабатываемой поверхности бьша меньше величины припуска, снимаемого за последующий цикл обработки. Источники информации, принятые во внимание при экспертизе 1. Основы повышения точности электрохимического формообразования. Штишша, Кишинев, 1977, с, 97-98.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ МЕТАЛЛА | 2021 |
|
RU2770397C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| Устройство для электрохимической обработки | 2015 |
|
RU2623949C2 |
| Способ размерной электрохимической обработки | 1982 |
|
SU1079394A1 |
| Способ электрохимической обработки с последующей электроэрозионной калибровкой | 1978 |
|
SU751552A1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |