Изобретение относится к конвейерному оборудованию, а име1нчо, к устройствам для стыковки резинотрЪсовой ленты.
Известно устройство д.1я резинотросовой леиты, вк.аючающее соединительные элементы 1. Недостатком устройства является незначительная прочность стыка.
Известно другое устройство д.ля стыковки резинотросовой ленты, включаюидее соединительные элементы с отверстиями для тросов 2.
Недостаток этого устройства заключается в трудоемкости процесса стыковки.
Це.ль изобретения - уменыиеыие трудоемкости процесса стыковки.
Указанная цель достигается тем, что соединительные эле.менты выполнены в виде жестко связанных полуцилиндров, внутри которых закреплены концы тросов.
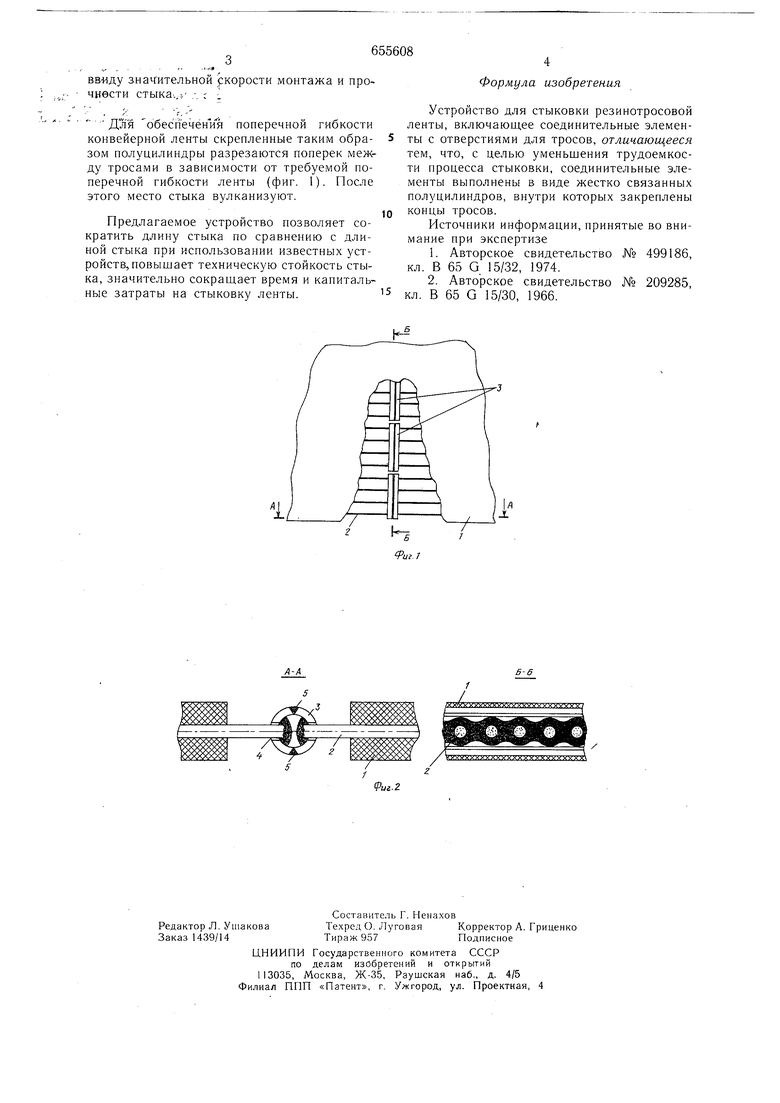
На фиг. i изображено предлагаемое устройство для стыковки резимотросовой лепты, общий вид; на фиг. 2 - разрезы А - А и Б-Б фиг. 1.
Устройство для стыковки резинотросовой ленты I с тросами 2 включает соединительные элементы 3, имеюни1е форму полуцилиндров. Внеп11П1Й диаметр полуцилиндров соизмерим с толщиной ленты. Вдоль каждого но,- уцилин:1ра имеются отверстия 4, равные и.чи несколько превыгиаюгцие диаметр тросов. Расстояния между отверстиями равны расстоянию мелчду тросами. Концы тросов вставлены в отверстия 4 и закреплены между соединительными элементами 3 со низами 5.
Работа но соединению тросов производится с. едуюн1им образом.
Концы тросов очинлаются от резины на 5-10 см. Каждый полуцилиндр, длина которого )авпа ширине ленты, надевается на тросы. Затем тросы закрепляются. Закреплепие может производиться, например, путе.м раскл1П)ивания продетого в отверстие полуцилиндра конца троса электросваркой (фиг. 2. Б - Б) другими средствами.
Подготовленные таки.м образом оба конца подлежап1.ей ленты соединяют. Один из вариантов показан па фиг. 2, А-.А).
Соедп 1ение полуцилиндров может производиться с помощью болтового соединения, но пред)очтите.1ьнее сварное соединение 5 вв-иду знa rитeльнoи скорости монтажа и прочности стыка... .-, ; Для обеспеченТ/я поиеречной гибкости конвейерной ленты скрепленные таким образом полуцилиндры разрезаются поперек между тросами в зависимости от требуемой поперечной гибкости ленты (фиг. 1). После этого место стыка вулканизуют. Предлагаемое устройство позволяет сократить длину стыка по сравнению с длиной стыка при использовании известных устройств, повышает техническую стойкость стыка, значительно сокрапдает время и капитальные затраты на стыковку ленты. Формула изобретения Устройство для стыковки резинотросовой ленты, включающее соединительные элементы с отверстиями для тросов, отличающееся тем, что, с целью уменьшения трудоемкости процесса стыковки, соединительные элементы выполнены в виде жестко связанных полуцилиндров, внутри которых закреплены концы тросов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство № 499186, кл. В 65 G 15/32, 1974. 2.Авторское свидетельство № 209285, кл. В 65 G 15/30, 1966.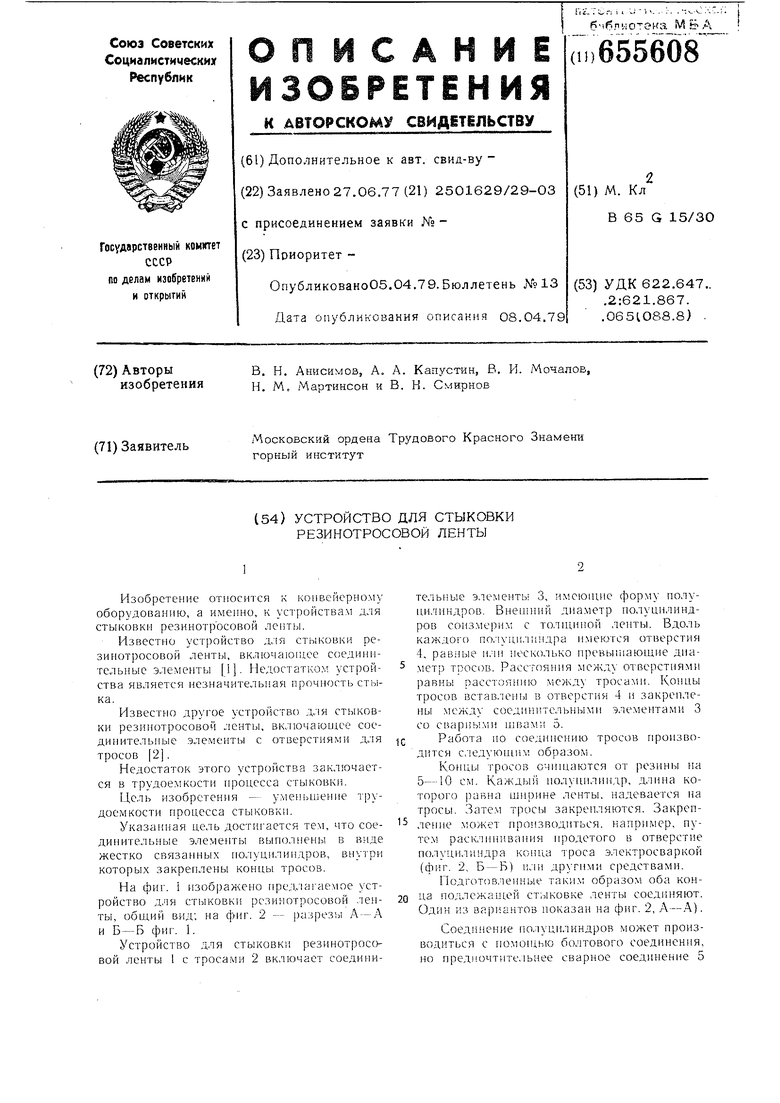
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделки стыковРЕзиНОТРОСОВыХ КОНВЕйЕРНыХ лЕНТ | 1979 |
|
SU821194A1 |
| Соединение концов резинотросовой ленты конвейера | 1981 |
|
SU962123A1 |
| Способ стыковки резинотросовых лент | 1978 |
|
SU783035A1 |
| Устройство для соединения концовКОНВЕйЕРНОй лЕНТы | 1979 |
|
SU846422A1 |
| Устройство для разделки стыков резинотросовых конвейерных лент | 1988 |
|
SU1578025A1 |
| СТЫК РЕЗИНОТРОСОВЫХ КОНВЕЙЕРНЫХ ЛЕНТ | 1991 |
|
RU2009091C1 |
| Соединение концов конвейерной ленты | 1981 |
|
SU975510A1 |
| Стык конвейерной ленты | 1975 |
|
SU605757A1 |
| Соединение концов резинотросовой ленты конвейера | 1990 |
|
SU1803639A1 |
| Ленточный конвейер | 1983 |
|
SU1162695A1 |
