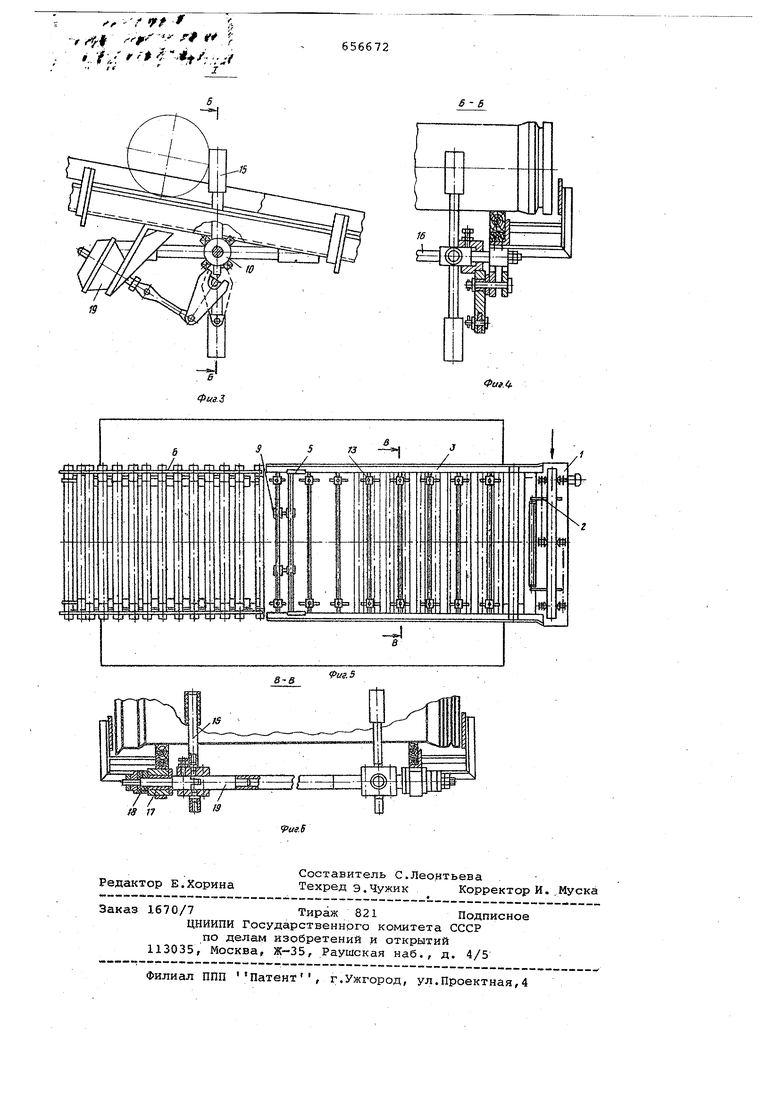
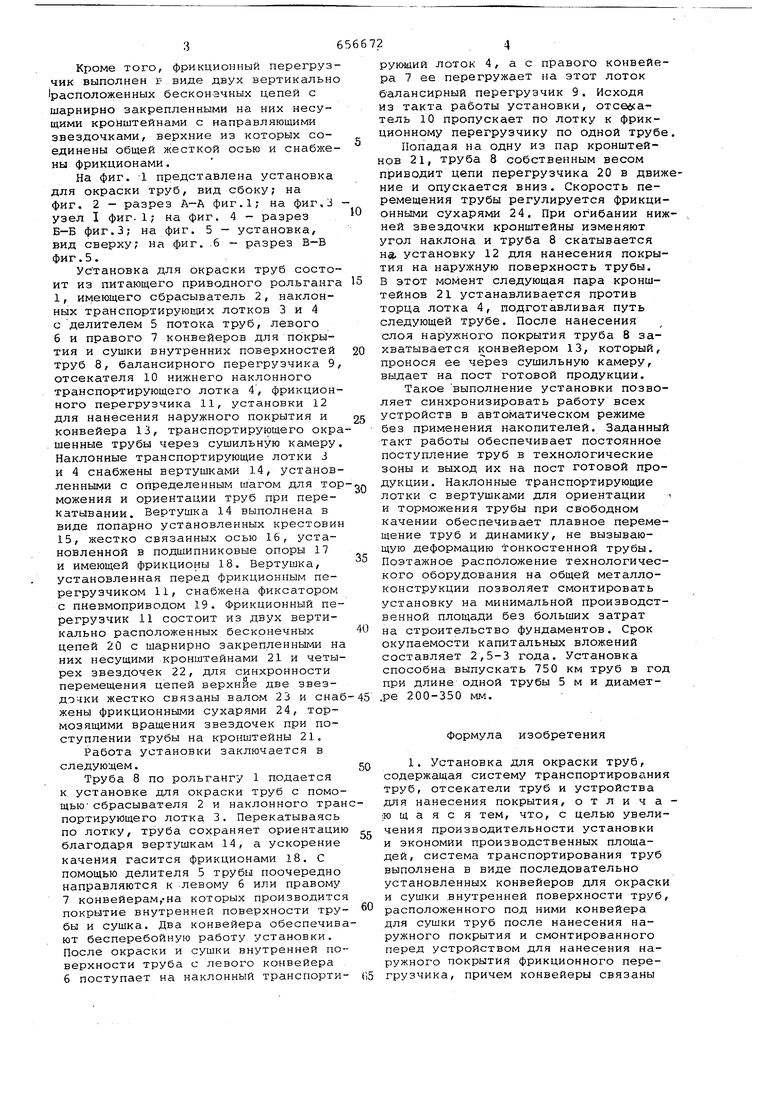
Изобретение относится к технике окраски труб в поточнЕлх и автоматических линиях и может быть использо вано на предприятиях с массовым выпуском труб с коррозионностойким покрытием. Известно, устройство Для окраски и сушки труб карусельного типа с устройством для удержания и транспор тирования труб через последовательно установленные камеры для окраски и сушки труб, выполненное в виде поворотного диска l . Устройство пред усматрива.ет нанесение красителя на трубу, которая перемещается в вертикальном положении. Окраска может быть осуществлена методом окунания или в электростатическом поле только наружной поверхности трубы. Наличие кантователей труб и круговой траншеи глубина которой зависит от длины трубы, усложняет конст укцию устройства и удорожает его изготовление, строительство и монтаж. Наиболее близкой к изобретению является установка для окраски труб , содержащая систему транспортирования труб, отсекатели труб и устройства для нанесения покрытий. Недостатком данной конструкции является отсутствие устройств для нанесения покрытия на внутреннюю поверхность трубы и сушки слоя покрытия; последовательное расположение технологического оборудования с введением в линию устройств для нанесения покрытия на внутреннюю поверхность труб и сушки займет большие производстйенные площади. Целью изобретения является увеличение производительности установки и эконом 1я производственных площадей. В предлагаемой установке система транспортирования труб выполнена в виде последовательно установленных конвейеров для окраски и сушки внутренней поверхности труб, расположенного под ними конвейера для сушки труб после нанесения наружного покрытия и смонтированного перед устройством для нанесения наружного покрытия фрикционного перегрузчика, причем конвейеры связаны между собой наклонными транспортирующими лотками. С целью ориентации трубы и гашения ее инерции при качении наклонные транспортирующие лотки снабжены вертушками в виде попарно установленных крестовин, снабженных фрикционгьми и жестко связанных общей осью. Кроме того, фрикционный перегрузчик выполнен Е.виде двух вертикально расположенных бесконечных цепей с шарнирно закрепленными на них несущими кронштейнами с направляющими звездочками, верхние из которых соединены общей жесткой осью и снабжены фрикционами. На фиг. представлена установка для окраски труб, вид сбоку; на фиг. 2 - разрез А-А фиг.1; на фиг, узел I фиг- 1; на фиг. 4 - разрез Б-Б фиг.З; на фиг. 5 установка, вид сверху; на фиг. .6 - разрез В-В фиг.5. Установка для окраски труб состоит из питающего приводного рольганга 1, имеющего сбрасыватель 2, наклонных транспортируюЕцих лотков 3 и 4 с делителем 5 потока труб, левого 6 и правого 7 конвейеров для покрытия и сущки внутренних поверхностей труб 8, балансирного перегрузчика 9 отсекателя 10 нижнего наклонного транспортирующего лотка 4, фрикционного перегрузчика 11, установки 12 для нанесения наружного покрытия и конвейера 13, транспортиру ощего окра . шенные трубы через сушильную камеру Наклонные транспортирующие лотки 3 и 4 снабжены вертушками 14, установ ленными с определенным шагом для тор можения и ориентации труб при перекатывании. Вертушка 14 выполнена в виде попарно установленных крестовин 15, жестко связанных осью 16, установленной в подшипниковые опоры 17 и имеющей фрикционы 18. Вертушка, установленная перед фрикционным перегрузчиком 11, снабжена фиксатором с пневмоприводом 19. Фрикционный перегрузчик 11 состоит из двух вертикально расположенных бесконечных цепей 20 с шарнирно закрепленными н них несущими кронштейнами 21 и четы рех звездочек 22, для синхронности перемещения цепей верхние две звездочки жестко связаны валом 23 и сна жены фрикционными сухарями 24, тормозящими вращения звездочек при поступлении трубы на кронштейны 21. Работа установки заключается в следующем. Труба 8 по рольгангу 1 подается к установке для окраски труб с помо щью сбрасывателя 2 и наклонного тра портирующего лотка 3. Перекатываясь по лотку, труба сохраняет ориентаци благодаря вертушкам 14, а ускорение качения гасится фрикционами 18. С помощью делителя 5 трубы поочередно направляются к левому 6 или правому 7 конвейерам,на которых производитс покрытие внутренней поверхности тру бы и сушка. Два конвейера обеспечив ют бесперебойную работу установки. После окраски и сушки внутренней по верхности труба с левого конвейера 6 поступает на наклонный транспорти рукший лоток 4, а с правого конвейера 7 ее перегружает на этот лоток балансирный перегрузчик 9. Исходя из такта работы установки, отсейсатель 10 пропускает по лотку к фрикционному перегрузчику по одной трубе. Попадая на одну из пар кронштей нов 21, труба 8 собственным весом приводит цепи перегрузчика 20 в движение и опускается вниз. Скорость перемещения трубы регулируется фрикционными сухарями 24. При огибании нижней звездочки кронштейны изменяют угол наклона и труба 8 скатывается на, установку 12 для нанесения покрытия на наружную поверхность трубы. В этот момент следующая пара кронштейнов 21 устанавливается против торца лотка 4, подготавливая путь следующей трубе. После нанесения слоя наружного покрытия труба 8 захватывается конвейером 13, который, пронося ее сушильную камеру, выдает на пост готовой продукции. Такое выполнение установки позволяет синхронизировать работу всех устройств в автоматическом режиме без применения накопителей. Заданный такт работы обеспечивает постоянное поступление труб в технологические зоны и выход их на пост готовой продукции. Наклонные транспортирующие лотки с вертушками для ориентации i и торможения трубы при свободном качении обеспечивает плавное перемещение труб и динамику, не вызывающую деформацию тонкостенной трубы. Поэтажное расположение технологического оборудования на общей металлоконструкции позволяет смонтировать установку на минимальной производственной площади без больших затрат на строительство фундаментов. Срок окупаемости капитальных вложений составляет 2,5-3 года. Установка способна выпускать 750 км труб в год при длине одной трубы 5 м и диамет.ре 200-350 мм. Формула изобретения 1. Установка для окраски труб, содержащая систему транспортирования труб, отсекатели труб и устройства для нанесения покрытия, отличающаяся тем, что, с целью увеличения производительности установки и экономии производственных площадей, система транспортирования труб выполнена в виде последовательно установленных конвейеров для окраски и сушки внутренней поверхности труб, расположенного под ними конвейера для сушки труб после нанесения наружного покрытия и смонтированного перед устройством для нанесения наружного покрытия фрикционного перегрузчика, причем конвейеры связаны между собой наклонными транспортирую 11ЩМИ лотками, 2.Установка по п.1, о т л и ч а.ю щ а я с я тем, что, с целью ориент ции трубы и гашения ее инерции при качении, наклонные транспортирующие лотки снабжены вертушками в виде попарно установленных крестовин, снабженных фрикционами и жестко связанных общей осью. 3.Установка по п.1, о т л и ч аю щ а ,я с я тем, что фрикционный перегрузчик выполнен, в виде двух вер/; /x W //k///S y// //S //6XY/AV//тикально расположеннЕлх бесконечных цепей с шарнирно закрепленными на них несущими кронштейнами с направляющими звездочками, верхние из которых соединены общей жесткой осью и снабжены фрикционами, Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №249984, кл. F 16 L 9/00, 1969, 2.Авторское свидетельство СССР №394622, кл, F 16 L 59/14, 1973,
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая окрасочная линия | 1985 |
|
SU1269850A1 |
| Качающийся конвейер | 1973 |
|
SU608721A1 |
| Устройство для нанесения покрытий на заготовки конденсаторов | 1985 |
|
SU1247958A1 |
| Автоматическая линия для нанесения покрытия на отдельные участки мелких изделий | 1981 |
|
SU956041A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Утсановка для окраски изделий | 1975 |
|
SU651854A1 |
| Устройство для ориентации и дозированного отделения длинномерных заготовок от пачки | 1990 |
|
SU1784373A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1971 |
|
SU308827A1 |
| Накопительный роликовый конвейер | 1977 |
|
SU621616A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |