Изобретение относится к области обработкгг металлов давлением и может быть использовано при изготовлении тонкостенных труб, преимущественно холоднодеформированных.
Известен спо.соб во.поченкя труб на длинной оправке, включающий волочение со смазкой в несколько проходов и обкатку трубы после каждого прохода 11.
Однако указанный способ волочения труб не позволяет применять высокие скорости волочения из-за отрицательяого действия гидродинамического эффекта повь5шения давления смаэки межЛУ трубой и оправкой. Это обусловлено тем, что Б процессе второго и последуюг щх проходов волочения на одной и той же оправке непроволоченная часть трубы сдвигается по оправке и в зазор между трубой и оправкой, образованный при обкатке после предыдущего хода волочения поступает смазка, В результате смазка не успевает вытекать из очага деформации и накапливается перед волокой. При этом давление ее повышается настольк что приводит к раз дутию трубы перед волокой и обрыву ее или к появлению TpenuiH на трубе. Для устранения такого эффекта уменьшают скорость во- , лочения, что влечет за собой снижение производительности.
Целью изобретения является повьииение производительности путем увеличения скорости золочения,
Цель достигается тем, что обкатку трубы осуществляют на длине 0,900,95 ее длины от переднего конца.
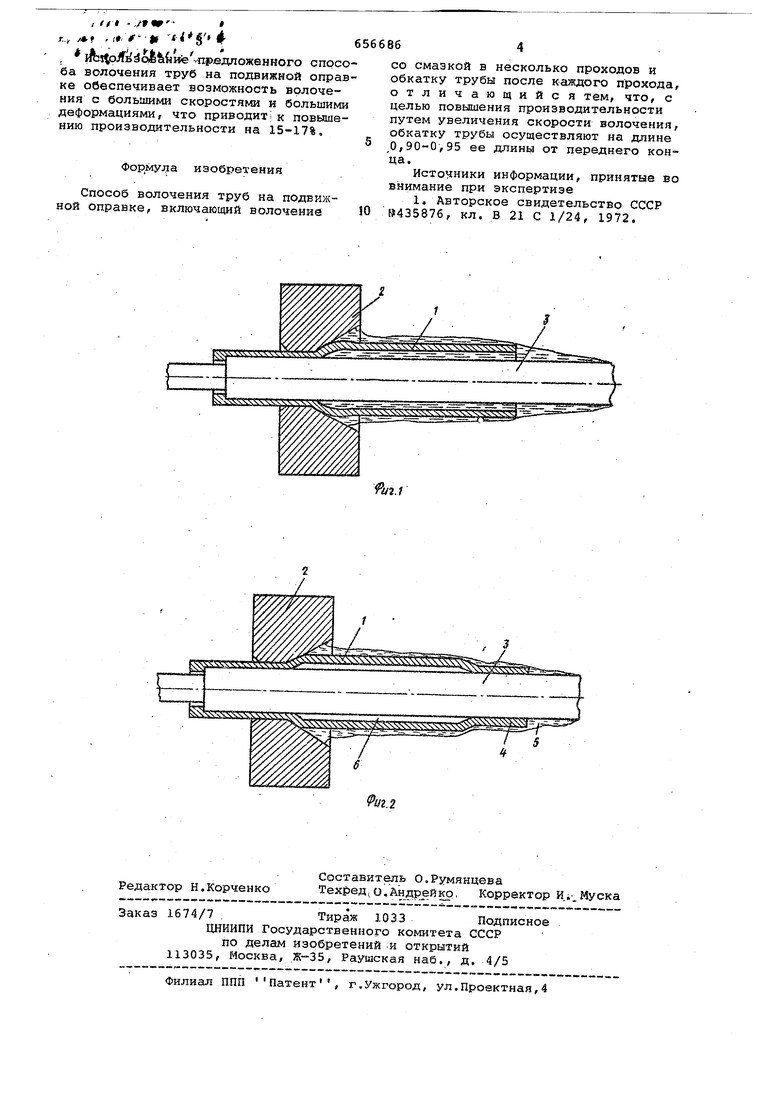
На фиг, 1 показана схема, поясняющая известный способ волочения на подвижной справке полностью обкатанной трубы; ка фиг. 2 - схема реализации предлагаемого способа волочения труб.
Способ осуществляют следующим образом.
Обкатанную после первого хода волочения трубу 1 на длине, составляющей 0 ,90-0,95 ее длины от переднего конца, протягивают через волоку 2 на подвижной оправке 3. Необкатанный конец 4 трубы 1 сдвигает лишнюю технологическую смазку 5 по подвижной оправке 3, препятствуя тем самым попаданию технологической смазки в зазор б между трубой 1 и подвижной оправкой 3, вследствие чего гидравлический эффект давления смазки 5 на трубу 1 перед входом в волоку 2 отсутствует . , tH - /f W r.., -(tVlif 4656 , AitpJf olfe&Hfe.предложенного спрсоba волочения труб на подвижной оправке обеспечивает возможность волочения с большими скоростями и большими деформациями, что приводитi к повышению производительности на 15-17%. OopiMyjia изобретения Способ волочения труб на подвих ной оправке, включающий волочение 0 6 со смазкой в несколько проходов и обкатку трубы после каждого прохода, отличающийся тем, что, с целью повышения производительности путем увеличения скорости волочения, обкатку трубы осуществляют на длине 0,90-0,95 ее длины от переднего конца. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР №435876, кл. В 21 С 1/24, 1972.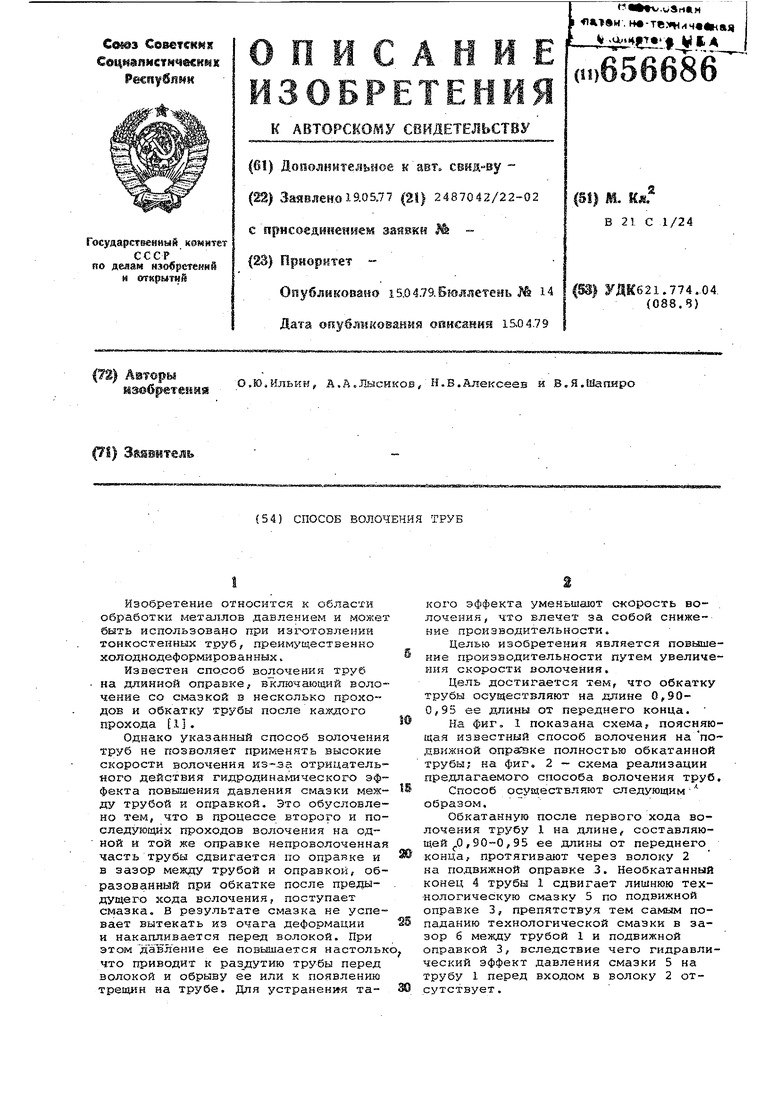
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ПОДВИЖНОЙ ОПРАВКЕ | 2007 |
|
RU2336964C1 |
| Способ изготовления труб | 1986 |
|
SU1400691A1 |
| Устройство для волочения труб | 1976 |
|
SU564031A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010640C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ, ПРЕИМУЩЕСТВЕННО ШЕСТИГРАННОЙ ФОРМЫ | 2013 |
|
RU2525030C1 |
| Стан для волочения труб на оправке | 1989 |
|
SU1694275A1 |
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2004 |
|
RU2296022C2 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ | 1992 |
|
RU2014923C1 |
| Устройство для волочения изделий в режиме гидрадинамического трения | 1974 |
|
SU512820A1 |
w 4vv-Y4 y o- - ggfjg 5ss,
