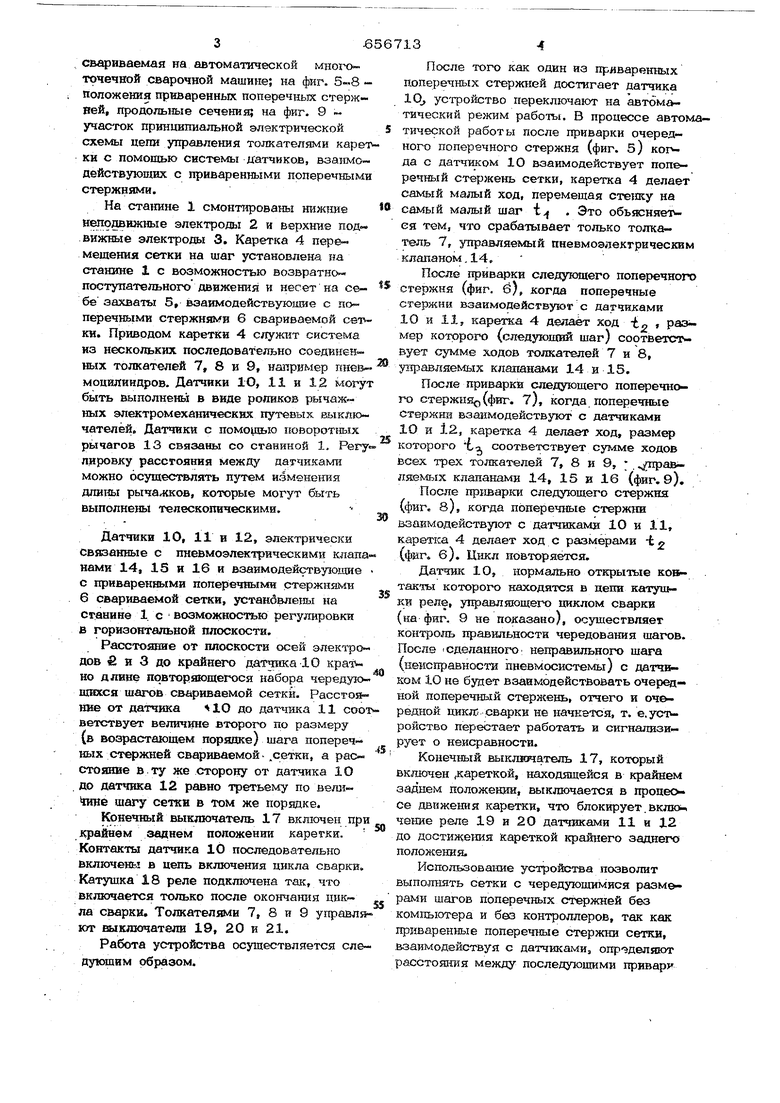
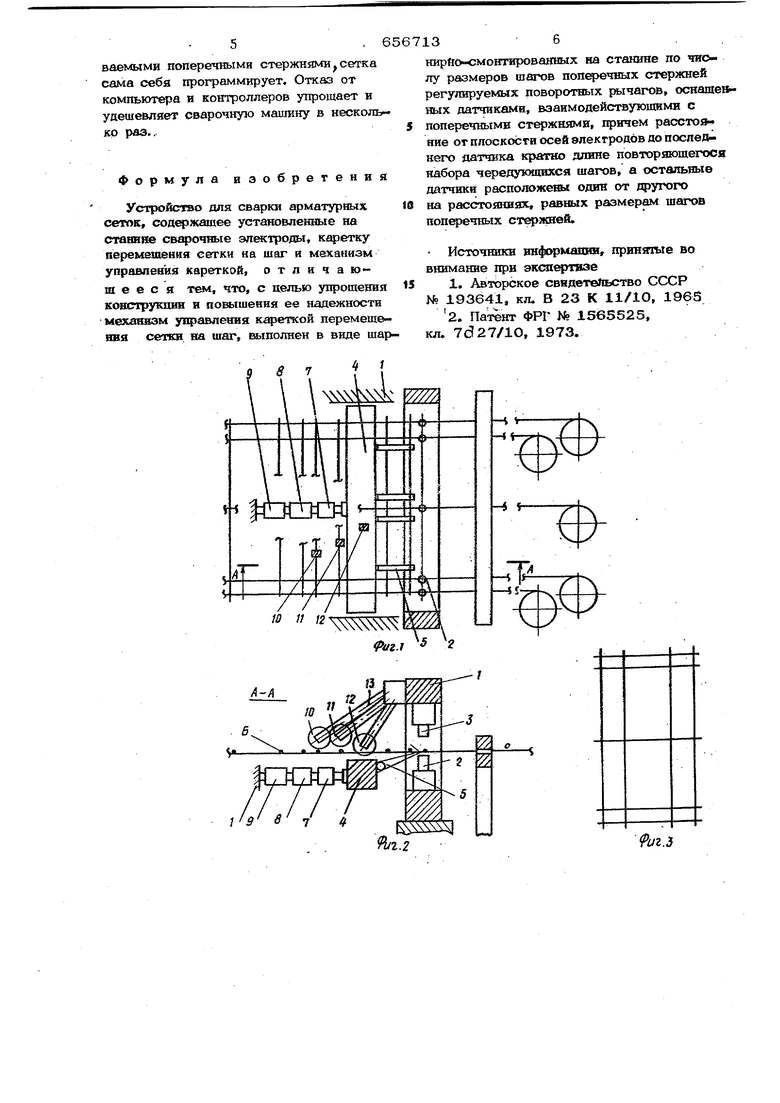
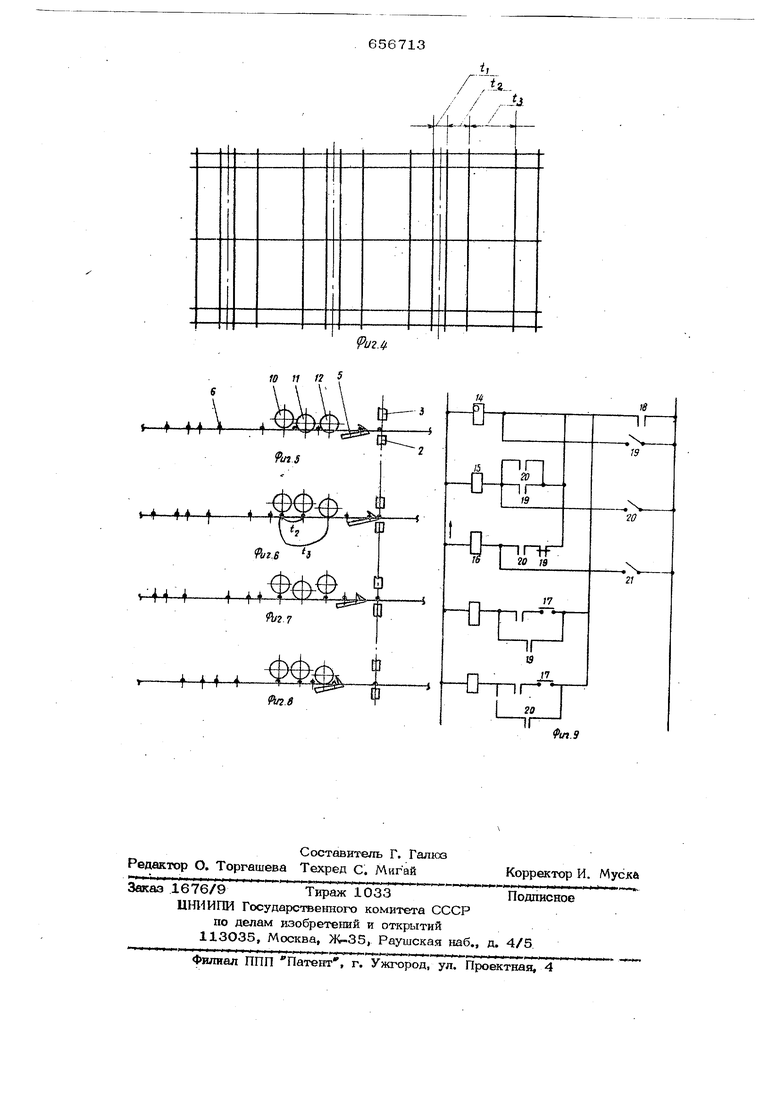
свариваемая на автоматической многоточечной сварочной машине; на фиг. 5-.8 положения приваренных поперечных стержней, продольные сечения; на фиг. 9 участок принципиальной электрической схемы цепи управления толкателями карет ки с помощью системы датчиков, взанмо действующих с приваренными поперечными стержнями. На станине 1 смонтированы ниждае неподвижные электроды 2 и верхние под« вижкые электроды 3. Каретка 4 пере мешения сетки на шаг установлена па станине 1 с возможностью возвратнО поступательного движения и несет на себезахваты 5, взаимодействующие с поперечньщн стержнями 6 свариваемой csiv ки. Приводом каретки 4 служит система из нескольких последовательно соединен иых толкателей 7, 8 и 9, например пнев моцилиндров. Датчики Ю, 11 и 12 могу быть выполнень в виде роликов рычажных электромеханических путевых выключателей. Датчики с помощью тюворотных рычагов 13 связаны со станиной 1. Регу лировку расстояния между датчиками можно осушествлять путем изменения длины рычажков, которые могут быть выполнены телескопическими. Датчики 10, 11 в 12, электрически связанные с пневмоэлектрическами клапа нами 14, 15 н 16 и взаимодействук дие с приваренными поперечными стержнями 6 свариваемой сетки, устандвлетаг на станине 1. с возможностью регулировки в горизонтальной плоскости. PaccToajme от плоскости осей электро ДОН я 3 до крайнего датчика 10 spaiw но длине повторяющегчюя набора чередуго швхся шагов свариваемой сетки. Расстоя ние от датчика до датчика 11 соо ветствует величине второго по размеру {в возрастающем порядке) шага поперечных стержней свариваемой- .сетки, а расстояние в ту же сторону от датчика 10 до датчика 12 равно третьему по вели teHe шагу сетки в том же порядке. Конечный выключатель 17 включен пр крайнем заднем подожении каретки. Контакты датчика 10 последовательно включены в цепь включения цикла сварки Катушка 18 реле подключена так, что включается только после окончания цик ла сварки. Толкателями 7, 8 и 9 управл ют выключатели 19, 20 и 21. Работа устройства осуществляется сле дующим образом. После того как один из приваренных поперечных стержней достигает датчика 10, устройство переключают на автоматический режим работы. В процессе автоматической работы после приварки очередного поперечного стержня (фиг. б) ког да с датчжом 10 взаимодействует поперечный стержень сетки, каретка 4 делает самый малый ход, перемещая стенку на самый ма;ый шаг . Это объясняет ея тем, что срабатывает только толкатель 7, управляемый пневмоэдекгрическим клапаном, 14, После приварки следующего поперечного стержня (фиг, б), когда поперечные стержни взаимодействуют с датчиками 10 к 11, каретка 4 делает код , размер которого (следующий шаг) соответствует сумме ходов толкателей 7 и 8, управляемых клапанш и 14 и 15. После приварки следующего поперечного стержня о(фвг. 7), когда поперечные стержни взаимодействуют с датчиками 10 н 12, каретка 4 делает ход, размер которого to, соответствует сумме ходов всех трех толкателей 7, 8 и 9, ; , .,т1рав- лявм1з1Х клапанами 14, 15 и 16 (фиг. 9), После привар1ш следующего стержня (фиг. в), когда поперечные стержни взаимодействуют с датчиками 10 и 11, каретка 4 делает ход с размерами -i 2 (фиг. б). Цикл повторяется. Датчик 10, нормально открытые ко&так-ты которого находятся в депи катушкй реле, управляющего циклом сварки (на фиг. 9 не показано), осуществляет контроль правильности чередования шагов. После Сделанного: неправильного щага (неисправности пневмосистемы) с датчиком Ю не будет взаимодействовать очередной поперечный стернсень, отчего и оч&редной цикл- сварки не начнется, т. е.уст ройство перестает работать и сигнализирует о неисравности. Конечный выключатель 17, который включен ареткой, находящейся в крайнем заднем положении, выключается в продеосе движения каретки, что блокирует. вклю чение реле 19 и 2О датчиками 11 и 12 до достижения кареткой крайнего заднего положения. Использование устройства позволит выполнять сетки с чередующимися разм&рами шагов поперечных стержней без компьютера и без контроллеров, так как приваренные поперечные стержни сетки, &заимодействуя с датчикаг ли, определяют расстоязтоя между последующими привари
ваемыми поперечными стержнями сетка сама себя программирует. Отказ от компьютера и контроллеров упрощает и удешевляет сварояную машину в несколько раз.,.
Формула изобретения
Устройство для сварки арматуршлх
сеток, содержащее установленные на станвпе сварочные электроды, каретку перемешения сетки на шаг и механизм управления кареткой, отличающееся тем, что, с целью упрошення коастругашн и повышения ее надежности механизм у1ф влешая кареткой перемещения сеткн на шаг, выполнен в виде шарю 11 /2 ччч
/ -
нирйо-юмонифованвых на станине по чнолу размеров шагов поперечных стержней регулируемых поворотных рычагов, оснащеных датчиками, взаимодействующимн с поперечными стержнями, причем расстояние от плоскости осей электродов до послед него датчика кратно длине повторяющегося набора чередукшихся шагов, а остальные датчики расположены один от другого на расстояниях, равных размерам шагов поп ечных стержней.
Источники информашш, принятые во внимание при экспертизе
1. Авторское сввдетейьство СССР № 193641, кл. В 23 К 11/1О, 1965
2. Патеет ФРГ № 1565525, кл. 7d 27/10, 1973.
tpitz.l 2
fgVOOOAj
%г.2
Риг.з
i,
/Ж, / / л-
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных сеток | 1974 |
|
SU574257A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Устройство для сварки сеток | 1976 |
|
SU592498A1 |
| Устройство для сварки арматурных сеток | 1975 |
|
SU553029A1 |
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| Машина для контактной сварки | 1985 |
|
SU1306670A1 |
| Устройство для сварки арматурных сеток | 1974 |
|
SU554107A1 |
| Устройство для сварки сеток | 1985 |
|
SU1326412A1 |
| Машина для контактной точечной сварки сеток | 1974 |
|
SU521095A1 |
| Установка для контактной сварки решеток | 1984 |
|
SU1171253A1 |
to П f2
о
f f -4
ftaS
v-M-44-M
й/г.
t8
