2, Устанрвка по п.1, отличающаяся тем, что механизм подъема и поперечной подачи продольных стержней выполнен в виде копира с криволинейными пазами и связанными
между собой посредством силового ЦИ линдра, и установленными в пазах с возможностью перемещения трубками для размещения в них стержней.

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| МНОГОЭЛЕКТРОДНАЯ МАШИНА ДЛЯ СВАРКИ АРМАТУРНЫХ СЕТОК | 1991 |
|
RU2020017C1 |
| Машина для контактной точечной сварки сеток | 1974 |
|
SU521095A1 |
| Способ изготовления пространственных арматурных каркасов и устройство для его осуществления | 1985 |
|
SU1250366A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Устройство для контактной точечной сварки решеток | 1989 |
|
SU1743763A1 |
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ШИРОКИХ СЕТОК | 1969 |
|
SU247433A1 |
| КОНТАКТНОЙ СВАРКИ СЕТОК | 1971 |
|
SU322243A1 |
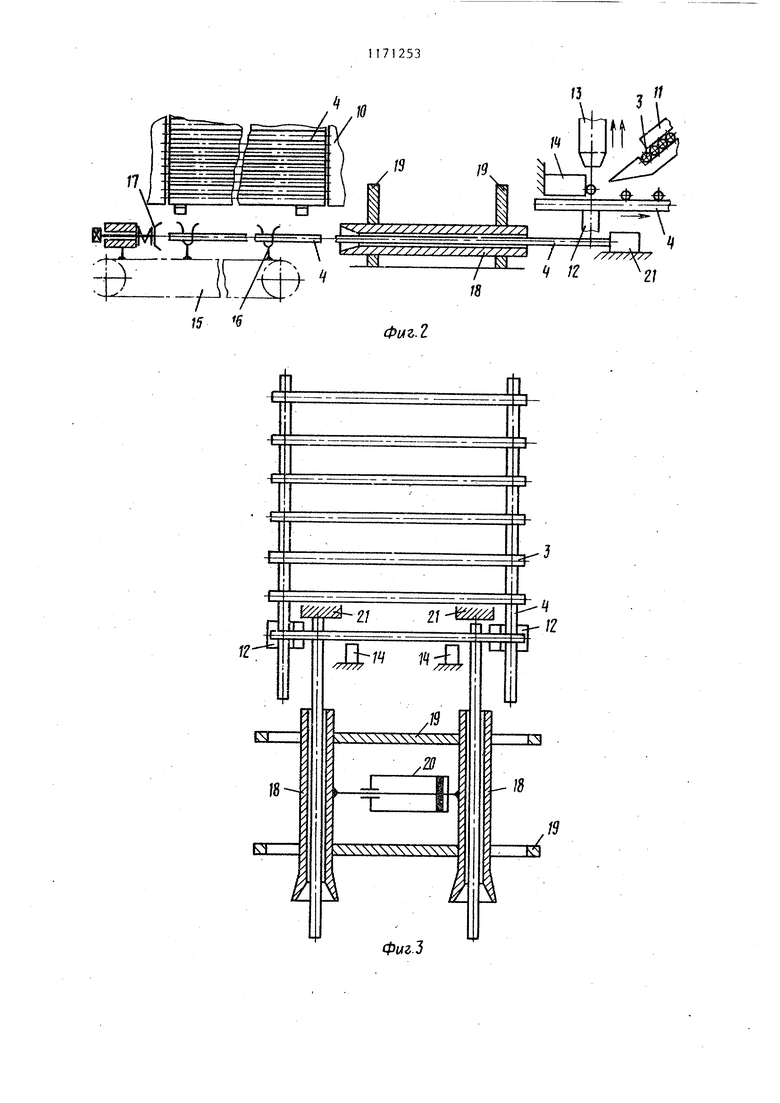
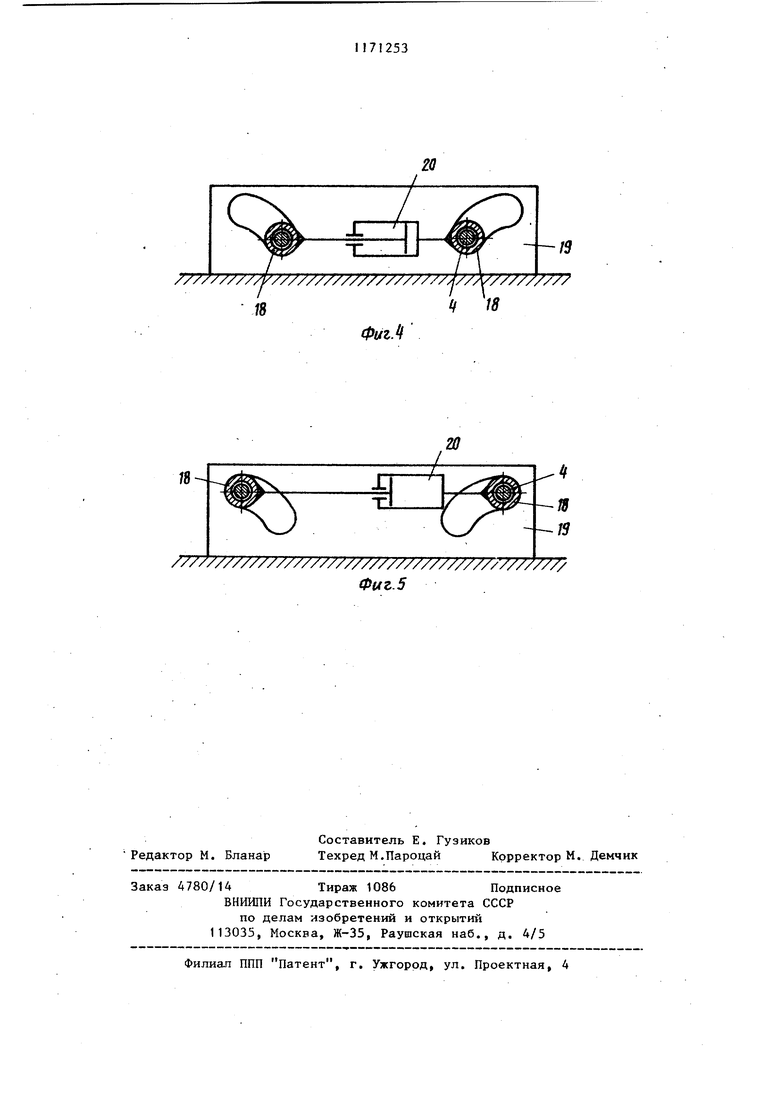

Изобретение относится к машиностроению, в частности к производству установок для контактной сварки решеток. Цель изобретения - повьшение про изводительности за счет обеспечения совмещения продольной подачи Продольных стержней в зону сварки со временем окончания сварки предьщущей решетки. На фиг. 1 изображена установка, общий ВИД} на фиг. 2. - механизм под чи продольных стержней, вид сбоку; на фиг. 3 - механизм поперечной под чи продольных стержней на нижние электроды, вид сверху; на фиг. 4 то же, в исходном состоянии, поперечное сечение; на фиг.5 - то же, в момент подачи продольных стержней на нижние электроды. Установка для контактной сварки решеток состоит из станины 1 на которой установлены сварочные голов ки 2 для одновременной приварки поперечного стержня 3 к продольным стержням 4, являющимся основой решетки, бункерных устройств 5 для снабжения продольными стержнями 4 механизма 6 подачи продольных стержней, бункерного устройства 7 для подачи поперечных стержней 3 в зону сварки, механизма 8 шаговой подачи решетки, механизмов 9 обрубки концов поперечных стержней 3. Каждое бункерное устройство 5 для снабжения продольными стержнями 4 имеет лоток-накопитель 10, бункер ное устройство 7 для подачи поперечных стержней 3 имеет лоток-накопитель 11. Каждая сварочная головка 2 имеет нижний электрод 12 и верхний электрод 13, получающий возвратно-поступательное движение от привода. Пошт ная вьщача поперечных стержней 3 из , лотка-накопителя 11 выполняется толкателями, последние получающими движение от привода верхних электродов . Для фиксации поперечных стержней 3 в зоне сварки установлены магнитные упоры 14. Механизм 6 подачи продольных стержней 4 состоит из бесконечной цепи 15, на которой установлены держатели 16 и подпружиненный толкатель 17. Для сообщения цепи 15 движения подачи продольных стержней 4 имеется привод, например, пневмоцилиндр. Механизм поперечной подачи продольных стержней 4 на нижние электроды 12 состоит из приемных трубок 18, установленных в пазах копиров 19 с возможностью поперечного перемещения от привода, например от пневмоцилиндра 20 и неподвижных упоров 21, установленных на требуемом расстоянии от нижних электродов 12. В исходном положении для приема очередных продольных стержней 4 приемные трубки 18 за счет криволинейности пазов копиров 19 находятся ниже рабочей поверхности нижних электродов 12. Длл перемещения свариваемой решетки механизм 8 шаговой подачи имеет захваты, которые, совершая челночное движение (вверх - вперед - вниз - назад), перемещают решетку на ша.г за очередной приваренный поперечный стержень. Для быстрого удаления Решетки после приварки последнего поперечного стержня в механизмам 9 обрубки концов поперечных стержней установка снабжена вращающимися магнитными валиками 22. Приемные трубки 18 короче продольных стержней 4 на два-три шага поперечных стержней 3. Управляет работой всех приводов установки блок управления.
31
Устанрвка работает следующим образом.
Мерные поперечные стержни 3 укла дьшаются в бункерное устройство 7, а продольные стержни 4 - в бункерные устройства 5, откуда поступают соответственно в лотки-накопители 11 и 10, В момент начала сварки решетки продольные стержни 4 находятся в приемных трубках 18, а их передние концы лежат на нижних электродах 12. При ходе верхних электродов 13 вверх из лотка-накопителя 11 вьздается поперечный стержень 3 и фиксируется в зоне сварки магнитными упорами 14. При ходе вниз верхние электроды 13 прижимают поперечньй стержень 3 к продольным стержням 4, включается трансформатор и происходит сварка. При ходе верхних электродов 13 вверх специаль ные захваты механизма 8 шаговой пода чи решетки перемещают решетку на шаг за приваренный поперечньй стержень 3, при этом продольные стержни 4 перемещаются в приемных трубках 18 и не имеют возможности сместиться в сторону и этим самым нарушить размеры решетки. При ходе вниз цикл приварки очередного поперечного стержня 3 повторяется.
За несколько циклов до конца сварки решетки продольные стержни 4 своими задними концами выходят из прием ных трубок 18, после чего последние сходятся за счет срабатывания пневмоцилиндра 20 в исходное положение. Срабатывает привод и цепь 15, двигаясь, перемещает с помощью закрепленных на ней держателей 16 и толкателя 17 очередной продольный стержень 4. Последний передним концом попадает в приемную трубку 18 и подпружиненным толкателем 17 досылается до упора 21, после чего цепь 15 получает от привода обратное движение и занимает исходное положение, а толкатель вьщает из лотка-накопителя 10 очередной продольный стержень 4, который размещается на держателях 16.
Аналогично работает механизм 6 подачи продольных стержней 4 и на дру712534
гой стороне установки. Подача последних в приемные трубки 18 до упоров 21 выполняется во время сварки предьщущей решетки. Поскольку приемные трубки 18 в исходном состоянии за счет профиля пазов копиров 19 находятся ниже уровня плоскости свариваемой решетки, то поданные в приемные трубки 18 продольные .стерж0 ни 4 не мешают приварке поперечных стержней 3 предьщущей решетки, хотя находятся рядом с нижними электродами 12. После приварки последнего поперечного стержня 4 предьщущей
t5 решетки, во время хода верхних
электродов 13 вверх, захваты механизма 8 шаговой подачи решетки перемещают решетку на шаг, при этом передние концы продольных стержней
20 4 попадают на вращающиеся магнитные валики 22 и сваренная решетка быстро передается в механизмы 8 обрубки концов поперечных стержней 3, Одновременно с этим срабатьшает
30 трубки 18 перемещаются по траектории, обеспечивающей попадание передних концов продольных стержней 4, находящихся в них, на рабочую поверхность нижних электродов 12.
Учитывая, что продольные стержни
4 поданы в зону нижних электродов
12во время сварки предьщущей решетки, поперечная подача их на послед-
Q ние выполняется практически мгновенно во время хода верхних электродов
13вверх. Наличие упоров 21 на исходной позиции приемных трубок 18 обеспечивает постоянньй одинаковый выпет
5 передних концов продольных стержней 4, чем обеспечиваются постоянные размеры решеток.
Использование изобретения при контактной сварке решеток из мерных
0 стержней работает беспрерывно и
обеспечивает высокую производительность труда.
/5
Фиг2
rr
J
LJ
JU
M
I
tSL
18
OL
/Z
r
13
Л7
/
/5
/
1ЕЭ
Фиг.З
I
19
ФигЛ
Фиг. 5
| Установка для контактной сварки сеток | 1972 |
|
SU474410A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для подачи продольных стержней | 1975 |
|
SU515558A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Автоматическая линия для изготовления арматурных сеток фирмы RothElectric (ФРГ) | |||
| Зарубежное оборудовайие для изготовления арматурных сеток и каркасов железобетонных изделий, сер | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
