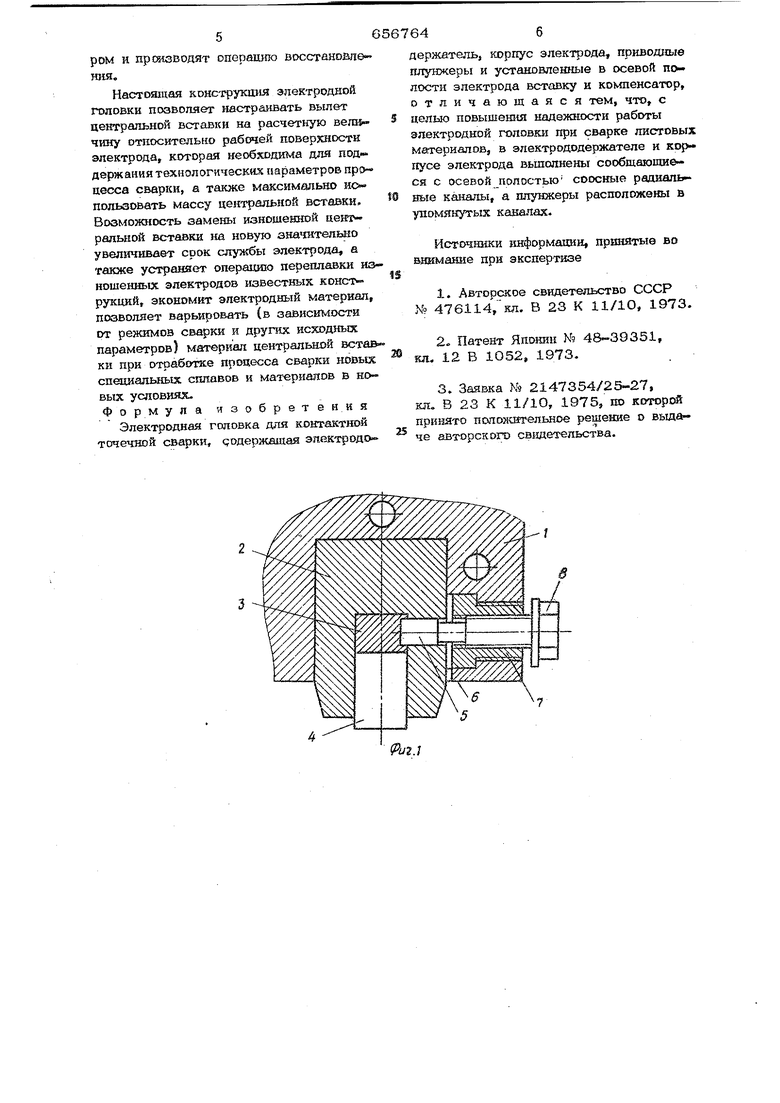
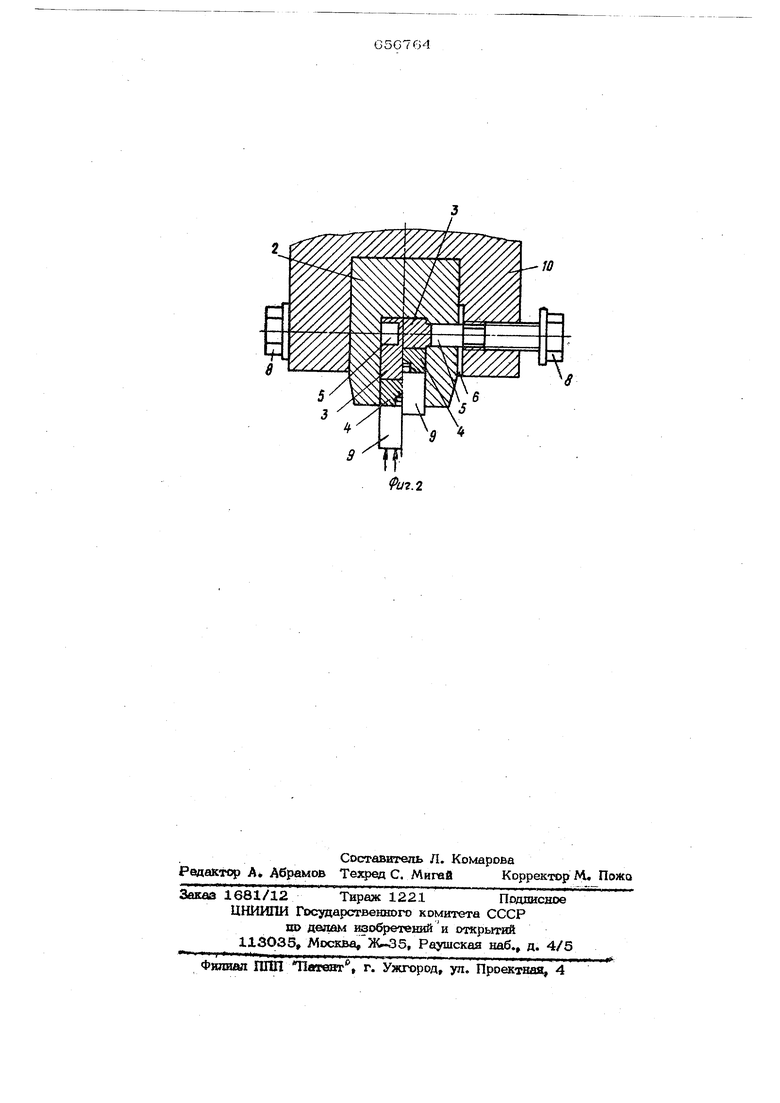
36 родной голошеи-при сварке листовь Х мг-териапов. Поставленная цель достигается тем что в электрэдодержателе и корпусе эпек-г рода вьшогшеиы сообщающиеся с осевой полосаыо coociibie радиальньге каналы, в каждом 313 KOTOpfcix расположен Ш1у}шер, На.фиг, 1 представлен общий вгщ электродной ГОЛОВКИ а 2 общий вид приспособления дда замены централь ной Вставки. Электродная головка состоит из злекршодержателя 1, корпуса электрода 2. в полсютк которого установлен компенса« гор 3, вьшолне1шый из материала с мень шим модулем ynpyjXJCTH по сравнешйо с контактирующими с материала5-.ш де« талей, це1 :гральной вставки 4g вьшшшен™ кой jia жаропрочного электропровод1шго материала, кздорая выдвюгута на расче- кую величину относиташно рабочей поверхztocTH корпуса электрода 2. На боковых поверхностях корпуса электрода 2 выполнены Kaiianbij в коте рый расположены Шгукке ы 5, кош-аг тируюиие с материалом кокшенсатора 3 На BiQTpejmet поверхности электро- додерлштеля 1 соос5ю с кш алами плунжеров S вьшойкеггь кшгалы 6, для уста-нойкн и фшссашш положения корпуса электрода 2, и отверстий в которых за- фиксированы 7. В .гайках 7 расположе1-1Ь приводьг плутекеров нажимные BHIITH 8, причем каждый вищ 7 контактирует с одн14М плунжером 5. Следует заметить, что при первнчиой установке корщгса электрода 2 в электрододержатеяь 1 плунжеры 5 высту51ают за боковую поверхность элек-трода 2 на велачва у проточ ки 6у Проточки 6 служат как HanpaBasao хцие при установке электрода 2 в эдект роцодеркателе 1. В процессе , наярнмер5 при сварке лнстовьгх материалов, центральная вставка 4 электрода 2 ианашивает ся, выгорает к пс)сле бнредеденн0го чнсла циклов сварки режимов и- условий эксш гатацин, необходимый въшет ее над рабочей поверхностью электрода 2 на- рушаетега (нарушается и состояние ра бочей поверхности центральной вставки 4 Для аосстановлеюш необходимого выя та GeifTpaatbiioA вставю 4 завинчивают один ИЗ В1ШТОВ 8, который перемешает длунжер 5, доследщй, пяастнчески дефо мируя ьйатерйал компенсатора 3 (вы- 4 nonueiuftiHj например, из сви-гша алюмиЮ1Я|, серебра и др. материалов) вь двига ет iioHTpanbityio вставку на некоторую величину, Пронзваднтся восстановление (зачистка) рабочей по&ерза1ости централь1ЮЙ вставки }гавесткы.ш способами. После этого операшш выдвижения иентральнсй вставки 4 повторяется. Опэ ратор ус1 анавлиает необходимый вылет 0е Над рабочей noBepxjiocTbio корпуса электрода 2. Ход центральной встевки 4 пропорционален ходу плунжера 5. Материал компенсатснга 3 загапочен в замкнутом объеме, и сюевое усилиее переданн1ое через плунжер SjВоздействует на материал коиненса ора 3, который, пластически деформируясь, выталкивает центральцро вставку 4, Паддерживать расчетный вылет центральной вставки 4 можно до тех пор, пока винты 8 не будут завинчены до упора. Количество плунжеров 5 и винтов 8 в ОД1ЮМ электроде 2 зависит от его раз меров и может быть равно 1, 2, 3, 4 и т. После того, как центральная вставка 4 сработалась и электрод 2 нельзя исполь«зовать для дальнейьчей работы (все винты 8 завинчены до упора), электрод восстановить, заменив изношенный объем центральной вставки на новую . Восста1ювление электрода 2 проводится в следующей доследовательности., Оставшаяся часть центральной вставки 4 заторцовьюается, и в ней может бытьвыполнейо центровое глухое отверстие, а новая вставка 9, выполненная с припуском на поездку с заходнойфаской, например, стуяенчатой формЫ} устанавливается соосно с корпусом электрода 2. Винты 8 вывинчивают на расчетную величину, равную ходу плунжера 5. Затем нро ШБОд$гг : запрес совку 1ювой встав1ш 9, при этом матерная компейсатора 3, пластически деформируясь, nqpejsffimaeT 1туЕже|5ы 5 в исходное Ш)ложе$ше до упора в винты 8. В новом электроде остаток цевргральной, вставки 4 выполняет роль промежуточного плунжера, Восстаковпенне электрода повторяется многократно. Восстановление централыюй вставки электрода 2 можно производить на сварочной машине или в отдельнс приспособлении 19, которое копирует электрододержатель 1, Для этого электрод освобождают от электрододержателя и уста- наашсвают в приспособленке Ю, в котором и пршзводят операшго восстанойле гаш.
Настоящая конструкция электродной головки псхзволяег настраивать вылет центральной вставки на расчетную вели чину относительно рабочей поверхности электрода, которая необ шдюу{а для поддержания технологическах параметров процесса сварки, а также максимально использовать массу центральной вставки. Возможность замены изношенной центральной вставки на новую значителшо увеличивает срок службы электрода, а также устраняет операшпо переплавки изношенных электродов 1 звестных конст рукций, экономит электродный материал, позволяет варьировать (в зависимости от режимов сварки и других исходных параметров) материал центральной вставки при отработке процесса сварки новых специальных сплавов и материалов в но вых условиях. Формула изобретения
Электродная головка для контактной точечной сварки, содержащая электродо
держатель, корпус электрода, приводдые плунжеры и установленные в осевой полости электрода вставку и компенсатор, отличающаяся тем, что, с целью повышения надежности работы электродной головки при сварке листовых материалов, в электрододержателе и корrtyce электрода вьшолнены сообщающиеся с осевой ПОЛОСТЬЮ соосные радиальные каналы, а плунжеры расположены в упомянутых каналах.
Источники информации, принятые во BHHMaHiie при экспертизе
1. Авторское свидетельство СССР N9 476114,кл, В 23 К 11/10, 1973.
2 Патент Японии Кэ 48 30351, кл, 12 В 1О52, 1973.
3, Заявка й 2147354/25-27, кл, В 23 К 11/10, 1975, по которой принято полояштельное решение о че авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродная головка для контактной точечной сварки | 1978 |
|
SU880661A1 |
| Электрод контактной точечной сварки | 1975 |
|
SU553072A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИМПУЛЬСНОГО НАРАЩИВАНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1994 |
|
RU2094187C1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| Устройство для контактной сварки | 2016 |
|
RU2667933C2 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИЕр, р,-ч f^,,.-, .^ ,f*^i—4-*4».''i\,,-OJ-i ,-л '••; ;1А1ЕНТНО^ГЕА;{::г:П"Л-^: | 1971 |
|
SU307868A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| Электрододержатель | 2018 |
|
RU2689459C1 |
| ЭЛЕКТРОД ПЛАЗМЕННОЙ ГОРЕЛКИ | 2009 |
|
RU2526862C2 |
| Плазменная горелка | 1989 |
|
SU1680463A1 |
,
tPu2.1
W
