Изобретение относится к области машиностроения, в частности к устройствам для нанесения покрытий на внутренние поверхности цилиндрических деталей.
Известен станок для металлизации деталей, содержащий станину, коробку передач, каретку с металлизатором, валки для крепления заготовки 1. Недостатком станка является неполная автоматизация процесса.
Более близкой к описываемому изобретению является установка для нанесения покрытий на изделия, содержашая станину, распылитель, установленный на каретке,наклонный ЛОТОК для транспортирования и дозирования изделий с отсекателями и поддерживающими валками и автоматическую систему управления 2.
В такой установке используется шарнирный скат для самопроизвольного скатывания труб с верхнего яруса на нижний, а проем между верхним ярусом и скатом предварительно устанавливается в зависимости от диаметра обрабатываемых труб,.
Конструкция ската не предусматривает транспортировки труб различной длины с их осевым смеше/.ием и выравниванием по торцу ската вдоль линии движения, фиксацию труб и врапление вокруг оси в заданной позиции на скате.
Целью изобретения является обеспечение ВОЗМОЖНОСТИ обработки изделий различных размеров без остановки технологического процесса.
Цель достигается тем, что наклонный ЛОТОК выполнен в виде желоба с откидными планками, шарнирно закрепленными на одном из его буртов и установленным с возможностью вертикального перемещения коромыслом с роликами. Кроме того, автоматическая система управления снабжена многопозиционным датчиком положений каретки с распылителем и связанным с ним реле цикла. Установка- снабжена устройством для ОЧИСТКИ изделий, выполненными в виде установленной на станине каретки с дисковой щеткой, связанной с автоматической системой управления.
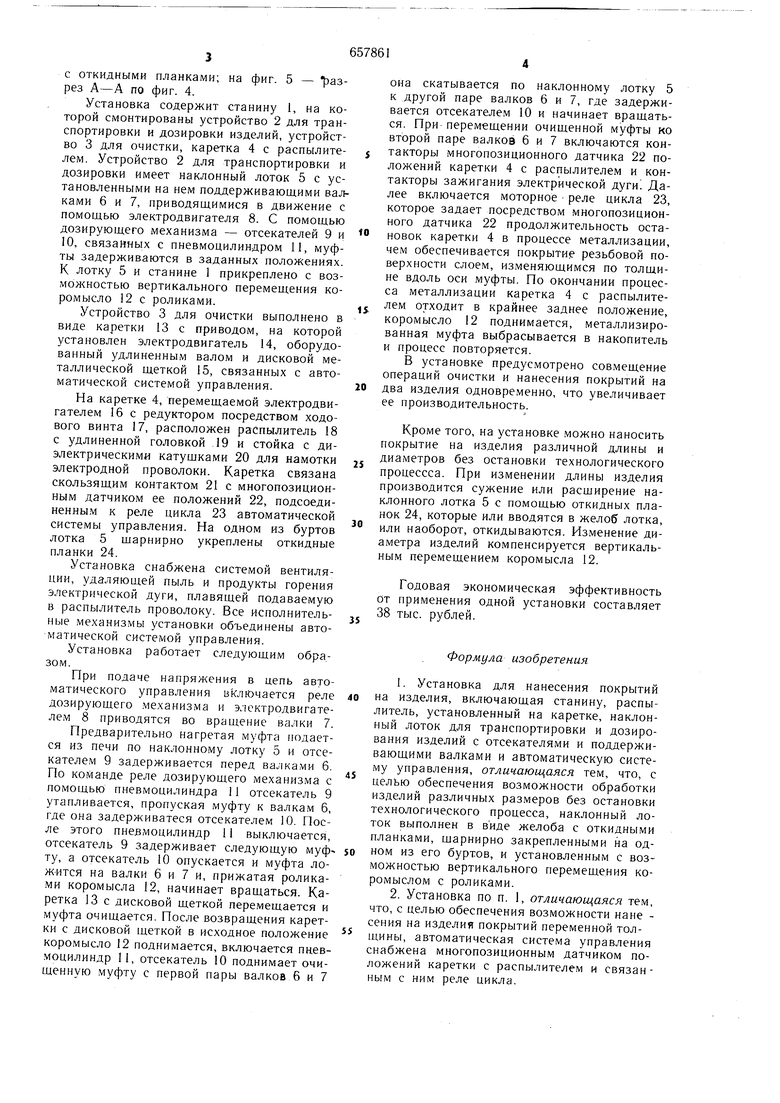
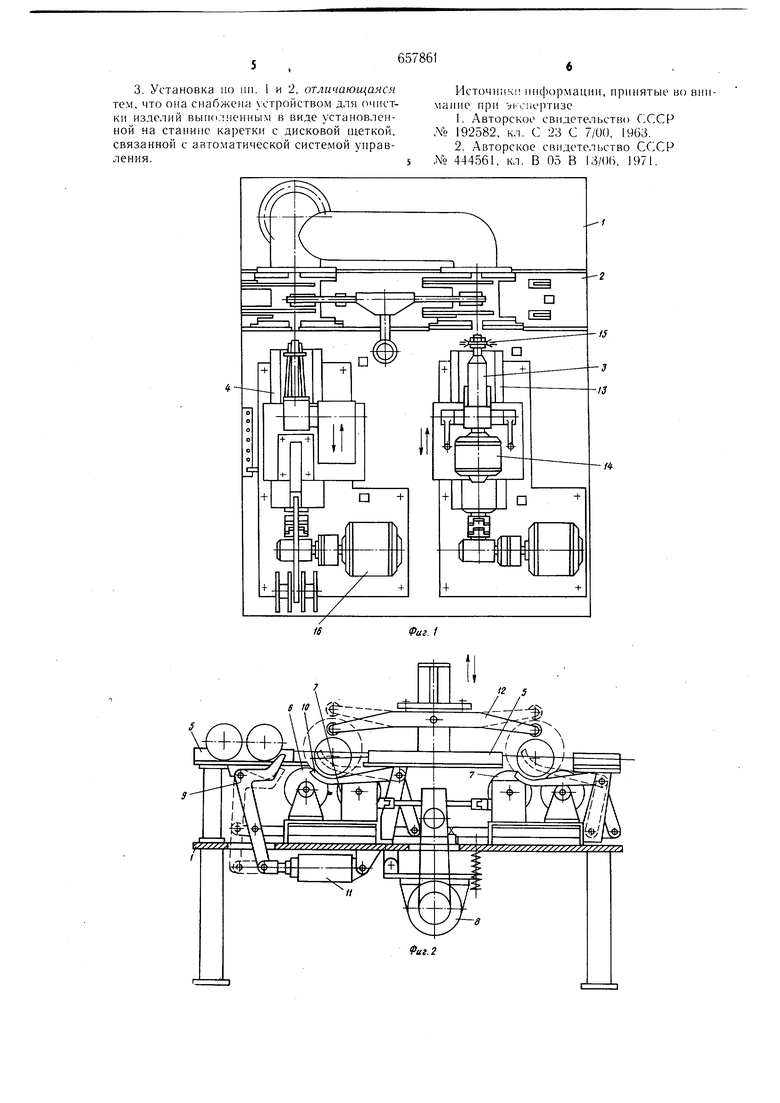
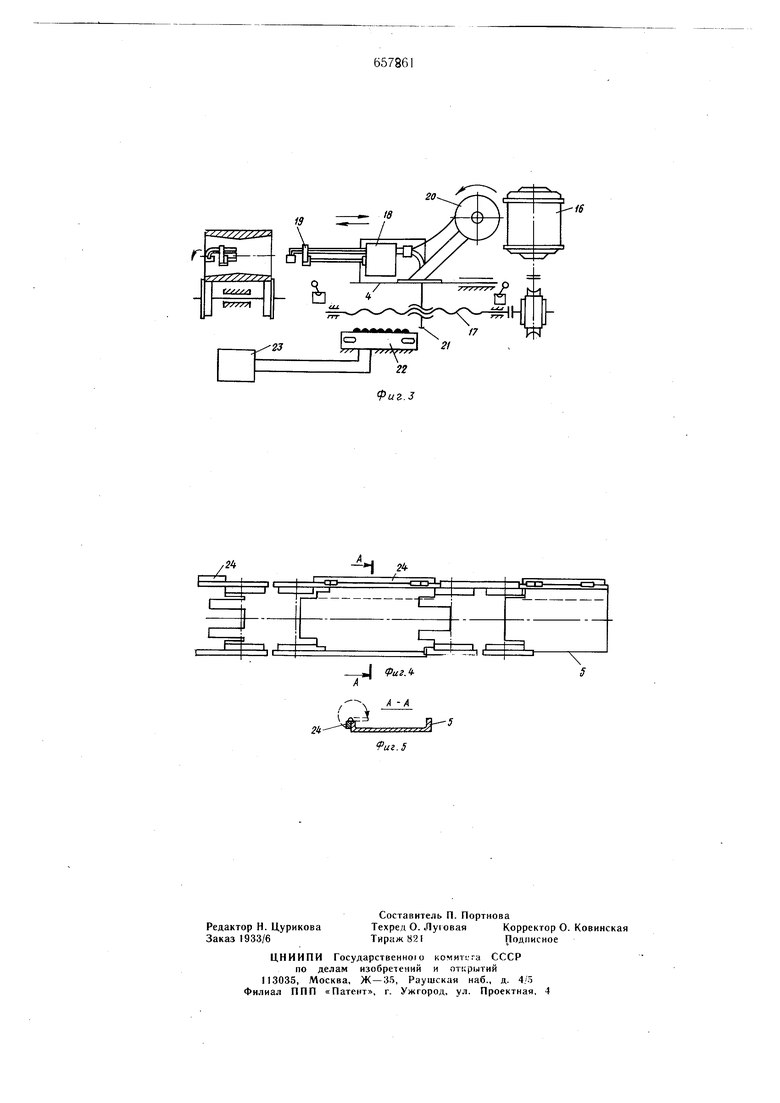
На фиг. 1 дана предлагаемая установка, вид сверху; на фиг. 2 - устройство для транспортировки и дозировки муфт; на фиг. 3 - схема перемешения каретки с распылителем; на фиг. 4 - наклонный лоток с откидными планками; на фиг. 5 - Тэазрез А-А по фиг. 4. Установка содержит станину 1, на которой смонтированы устройство 2 для транспортировки и дозировки изделий, устройство 3 для очистки, каретка 4 с распылителем. Устройство 2 для транспортировки и дозировки имеет наклонный лоток 5 с установленными на нем поддерживающими валками 6 и 7, приводящимися в движение с помощью электродвигателя 8. С помощью дозирующего механизма - отсекателей Эй 10, связанных с пневмоцилиндром II, муфты задерживаются в заданных положениях. К лотку 5 и станине 1 прикреплено с возможностью вертикального перемещения коромысло 12 с роликами. Устройство 3 для очистки выполнено в виде каретки 13 с приводом, на которой установлен электродвигатель 14, оборудованный удлиненным валом и дисковой металлической щеткой 15, связанных с автоматической системой управления. На каретке 4, перемещаемой электродвигателем 16 с редуктором посредством ходового винта 17, расположен распылитель 18 с удлиненной головкой 19 и стойка с диэлектрическими катущками 20 для намотки электродной проволоки. Каретка связана скользящим контактом 21 с многопозиционным датчиком ее положений 22, подсоединенным к реле цикла 23 автоматической системы управления. На одном из буртов лотка 5 шарнирно укреплены откидные планки 24. Установка снабжена системой вентиляции, удаляющей пыль и продукты горения электрической дуги, плавящей подаваемую в распылитель проволоку. Все исполнительные механизмы установки объединены автоматической системой управления. Установка работает следующим образом. При подаче напряжения в цепь автоматического управления включается реле дозирующего .механизма и электродвигателем 8 приводятся во вращение валки 7. Предварительно нагретая муфта подается из печи по наклонному лотку 5 и отсекателем 9 задерживается перед валками 6. По команде реле дозирующего механизма с помощью пневмоцилиндра 11 отсекатель 9 утапливается, пропуская муфту к валкам 6, где она задерживатеся отсекателем 10. После этого пневмоцилиндр 11 выключается, отсекатель 9 задерживает следующую муф ту, а отсекатель 10 опускается и муфта ложится на валки 6 и 7 и, прижатая роликами коромысла 12, начинает вращаться. Каретка 13 с дисковой щеткой перемещается и муфта очищается. После возвращения каретки с дисковой щеткой в исходное положение коромысло 12 поднимается, включается пневмоцилиндр 11, отсекатель 10 поднимает очищенную муфту с первой пары валков 6 и 7 она скатывается по наклонному лотку 5 к другой паре валков 6 и 7, где задерживается отсекателем 10 и начинает вращаться. При перемещении очищенной муфты ко второй паре валков 6 и 7 включаются контакторы многопозиционного датчика 22 положений каретки 4 с распылителем и контакторы зажигания электрической дуги Далее включается моторное реле цикла 23, которое задает посредством многопозиционного датчика 22 продолжительность остановок каретки 4 в процессе металлизации, чем обеспечивается покрытие резьбовой поверхности слоем, изменяющимся по толщине вдоль оси муфты. По окончании процесса металлизации каретка 4 с распылителем отходит в крайнее заднее положение, коромысло 12 поднимается, металлизированная муфта выбрасывается в накопитель и процесс повторяется. В установке предусмотрено совмещение операций очистки и нанесения покрытий на два изделия одновременно, что увеличивает ее производительность. Кроме того, на установке можно наносить покрытие на изделия различной длины и диаметров без остановки технологического процессса. При изменении длины изделия производится сужение или расщирение наклонного лотка 5 с помощью откидных планок 24, которые или вводятся в желоб лотка, или наоборот, откидываются. Изменение диаметра изделий компенсируется вертикальным перемещением коромысла 12. Годовая экономическая эффективность от применения одной установки составляет 38 тыс. рублей. Формула изобретения 1.Установка для нанесения покрытий на изделия, включающая станину, распылитель, установленный на каретке, наклонный лоток для транспортировки и дозирования изделий с отсекателями и поддерживающими валками и автоматическую систе.му управления, отличающаяся тем, что, с целью обеспечения возможности обработки изделий различных размеров без остановки технологического процесса, наклонный лоток выполнен в виде желоба с откидными планками, щарнирно закрепленными на одном из его буртов, и установленным с возможностью вертикального перемещения коромыслом с роликами. 2.Установка по п. 1, отличающаяся тем, что, с целью обеспечения возможности нане сения на изделия покрытий переменной толщины, автоматическая система управления снабжена многопозиционным датчиком положений каретки с распы„1ителем и связанным с ним реле цикла.
3. Установка по пи. 1 и 2, отличающаяся тем, что она снабжена устройством для очистки изделий выио;1мениым в виде установленной на станине каретки с дисковой щеткой, связанной с автоматической системой уиравления.
Источники информации, иринятые во внимание ири экспертизе
1.Авторское свидетельство Ло 192582, кл. С 23 С 7/00, 1963.
2.Авторское свидетельство СССР № 444561, кл. В 05 В 13/06, 1971.
-2
-16
Ж
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для очистки длинномерныхцилиНдРичЕСКиХ издЕлий | 1978 |
|
SU820924A1 |
| Установка для металлизации изделий | 1990 |
|
SU1808400A1 |
| Устройство для разборки нажимных валиков текстильных машин | 1986 |
|
SU1409691A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| Устройство для окрашивания изделий | 1974 |
|
SU550177A1 |
| Устройство для сборки под сваркуи СВАРКи издЕлий | 1979 |
|
SU846199A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий | 1989 |
|
SU1782890A1 |
| Поточная линия для изготовления изделий | 1984 |
|
SU1318387A1 |
2,1
А -А
fui.S
