I
Изобретение относится к обработке металлов давлением методом экструдирования, в частности к прессовому инструменту.
Известен инструмент для многоканального экструдирования сплошных профилей, содержащий контейнер, матрицу, имею1цую очко с профильными пазами, и входящую в канал иглу, образующую совместно с пазами профильные каналы l.
Недостатком зтого инструмента является то, что при прессовании профилей мелкого сечения на полках профилей образуются заусеницы вследствие затекаиия металла в зазоры между сопрягающимися поверхностями иглы и матрицы.
Целью изобретения является повышение качества готовых профилей.
Это достигается тем, что на рабочем торце матрицы между профильными пазами выполнены радиальные выступы, поверхность которых, обращенная к игле, имеет насечку, при этом высота выступов равна
il 0,e4i /-|-l3VtR-r-),
где Е- модуль Юнга материала матрицы; Р- удельное давление прессования; (Г- зазор между иглой и матрицей; И- радиус полости контейнера; г- радиус иглы; Ь- ширина выступа.
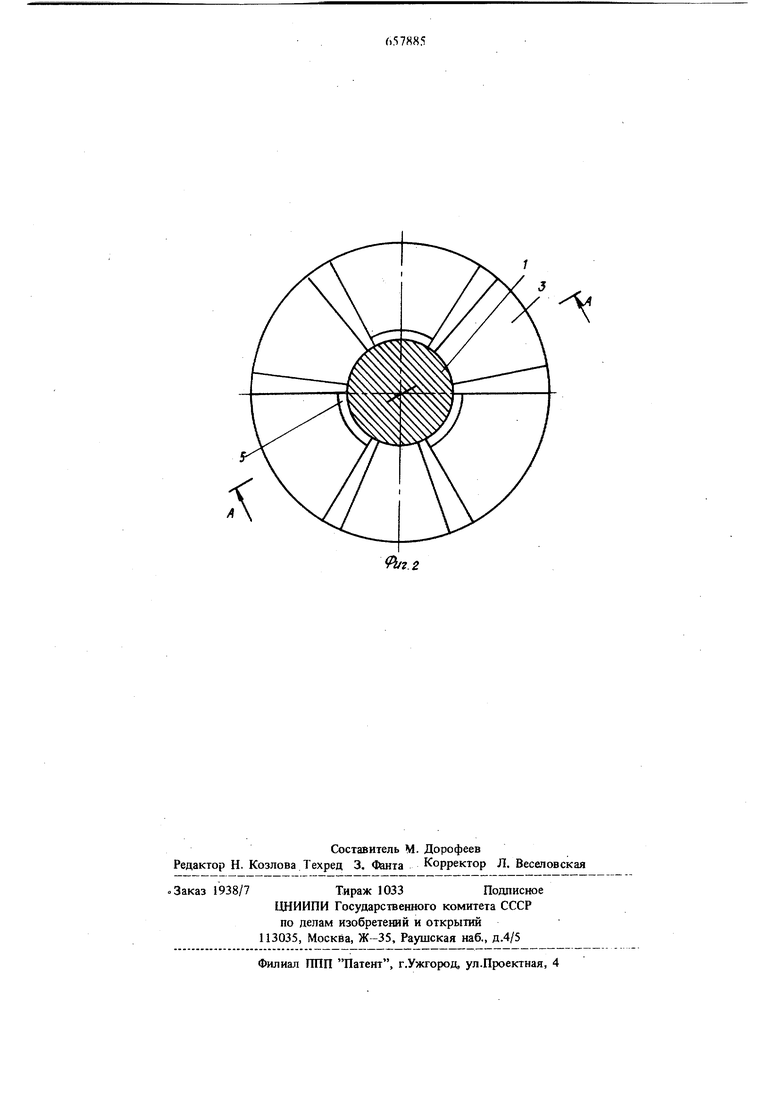
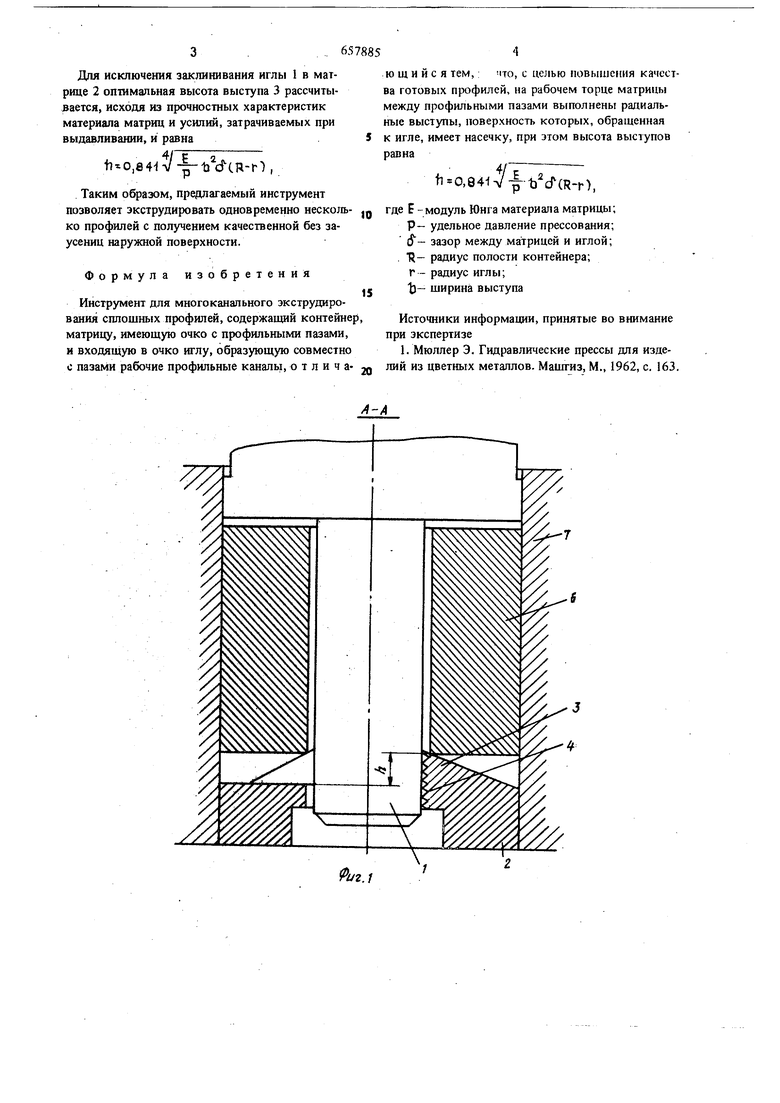
На фиг.1 ноказан предлагаемьш инструмент, продольный разрез; на фиг.2 - то же,вид сверху
Инструмент содержит иглу 1 и матрицу 2 с выступами 3, на прилегающей к игле поверхности которых выполнена насечка 4. На матрице 2 выполнены профильные пазы 5, которые вместе с иглой 1 образуют профильные каналы.
Прессование осуществляют следующим образом.
Заготовку 6 подак)т в контейнер 7, распрессовывают и прошивают иглой 1. В процессе распрессовки, прошивки и последующего выдавливания технологические зазоры между скользящими поверхностями иглы 1 и матрицы 2 выбираются за счет упругой деформации выступав 3, давлением на них прессуемого металла, при этом насечка 4 тормозит перемещение затекаюШего в зазор металла. Для исключения заклинивания иглы 1 в матрице 2 оптимальная высота выступа 3 рассчитывается, исходя из прочностных характеристик материала матриц и усилий, затрачиваемых при выдавливании, и равна 1l:0,84W-|-tVcR-r) , Таким образом, предлагаемый инструмент позволяет экструдировать одновременно несколько профилей с получением качественной без заусениц наружной поверхности. Формула изобретения Инструмент для многоканального экструдирования сплошных профилей, содержащий контейнер матрицу, имеющую очко с профильными пазами, и входящую в очко иглу, образующую совместно с пазами рабочие профильные каналь, о т л и ч .1
А-А ю щ и и с я тем,: мто, с целью повышения качества готовых профилей, на рабочем торце матрицы между профильными пазами выполнены радиальные выступы, поверхность которых, обращенная к игле, имеет насечку, при этом высота выступов равна 4/ ,84Wf-tV(R-r), где Б -модуль Юнга материала матрицы; р- удельное давление прессования; ( зазор между матрицей и иглой; . радиус полости контейнера; г - радиус иглы; Тз- ширина выступа Источники информации, принятые во внимание при экспертизе 1. Мюллер Э. Гвдравлические прессы для изделий из цветных металлов. Машгиз, М., 1962, с. 163.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ВНУТРЕННИМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2074042C1 |
| Втулка контейнера для горячего экструдирования | 1976 |
|
SU638396A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Матрица для прессования профилей | 1978 |
|
SU747556A1 |
| Устройство для прессования продольнооребренных сплошных и полых профилей | 1973 |
|
SU447194A1 |
| Инструмент для прессового редуцирования труб | 1985 |
|
SU1378974A1 |
| Устройство для получения профильных изделий методом гидростатического прессования | 1986 |
|
SU1461578A1 |
| Способ работы инструмента для экструдирования заготовок | 1975 |
|
SU595032A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2002 |
|
RU2228810C1 |