1
Изобретение относится к области обработки металлов давлением.
Известен способ закрытой штамповки, заключающийся в двусторонней прошивке заготовки с последующей просечкой перемычки и эспандированием отверстия.
Для обеспечения штамповки изделий сложной конфигурации с несимметричными наружными выступами и сквозным внутренним отверстием прошивку осуществляют в закрытом штампе с одновременным подпором выдавливаемых торцов, после экспандирования производят доштамповку изделия в том же штампе путем воздействия па упомянутые торцы.
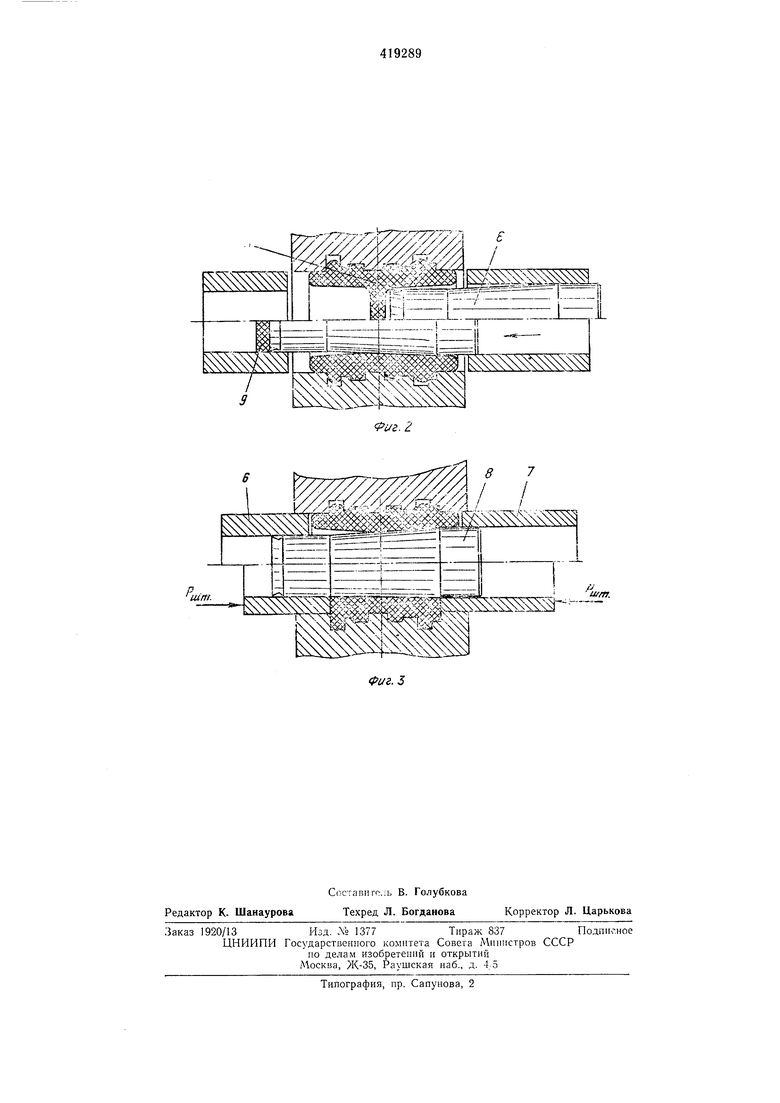
Фиг. 1 иллюстрирует процесс двусторонней прошивки заготовки; фиг. 2 - процесс просечки перемычки и эспандирования; фиг. 3 - процесс доштамповки.
Заготовка 1 укладывается в разъемный штамп, нижняя 2 и верхняя 3 половины которого закрыты усилием пресса.
Прошивнями 4 и 5 одновременно производится прошивка отверстий усилием Рпрош.
Металл заготовки, вытесняемый прошивнями при прошивке, имеет возможность заполнения гравюры штампов с одновременным истечением в кольцевые полости, образованные расточками в штампе и боковыми поверхностями прошивней, причем на кольцевые торцы деформируемой заготовки воздействуют
кольцевые пуансоны 6 и 7 усилиями РПОДП, И подпг в общем случае неравными одно другому.
Соотношение усилий РПОДП, и Яподп выбирается таким образом, чтобы смещаемый в каждую кольцевую полостьобъем металла был достаточен для окончательного заполнения несимметричной по отношению к продольной и поперечной осям гравюры штампа без встречного течения металла, приводящего к дефектам штамповки.
Уменьшение усилий прошивки при более высоком коэффициенте использования металла за счет уменьшения толщины перемычки
может быть достигнуто с помощью исходной полой заготовки.
Не извлекая прощитую заготовку из штампа, производят просечку перемычки с помощью оправки 8, торец которой имеет просечную
кромку А и эспандированные отверстия.
Размер выдры 9 будет, естественно, меньше в случае использования исходной полой заготовки. Дальпейшим ходом оправка вводится в заготовку до положения, которое обеспечивает при последующей щтамповке оформление внутренней поверхности изделия. После этого производится окончательная штамповка приложением к заготовке усилия Р,„т с помошью
кольцевых пуансонов 6 и 7.
В некоторых случаях возможно изготовление двух штампов--чернового и чистового, причем в первом производятся операции двусторонней прошивки с подпором и просечки с последуюп1,им введением оправки, а во втором - окончательная штамповка.
Предмет изобретения
Способ закрытой штамповки, заключающийся в двусторонней прошивке заготовки с последуюшеп просечкой перемычки и эспандировапием отверстия, отличаюш ийся тем, что, с целью обеспечения возможности штамповки изделий сложной конфигурации с несимметричными наружными выступами и сквозным внутренним отверстием, прошивку осуществляют в закрытом штампе с одновременным подпором выдавливаемых торцов, а после эспаидирования производят доштамповку изделий в том же цпампе путем воздействия на упомянутые торцы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки полых изделий | 1972 |
|
SU565765A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ПОЛОСТЯМИ ТИКСОШТАМПОВКОЙ И ЗАКРЫТЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2443496C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ получения ступенчатых деталей со сквозным отверстием | 1990 |
|
SU1803249A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Штамп для изготовления изделий типа колец с массивным ободом | 1988 |
|
SU1569072A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Способ штамповки полых изделий с наружным фланцем | 1988 |
|
SU1669630A1 |
е
--- rij
1
