00
о
11
Изобретение относится к обработке металлов давлением, а именно к конструкции устройств для радиальной штамповки ребристых или граненых профилей на стержневых заготовках.
Цель изобретения - повышение точности получаемых изделий.
На фиг; 1 изображен предлагаемый штамп, общий вид; на фиг, 2 - разрез А-А на фиг. 1, на фиг. 3 вид Б на фиг. 2.
Штамп содержит толкатель 1, держатели 2 с клиновой поверхностью, бойки 3, взаимодействующие с поверхностями 4 опорных клиньев 5, и втулку 6 для центрирования обрабатываемой заготовки, каждая из секций 7 которой закреплена на одном из выступов кулачка 8, имеющего возможность поворачиваться вокруг оси 9.
Верхний конец кулачка 8, подпружиненный пружиной 10, взаимодействует с поверхностью 11 толкателя . 12, установленного в пазу 13 держателя 2. В пазу 13 установлена-пружина 14 возврата. Секции 7 втулки 6 могут быть выполнены в виде роликов 15, на наружной поверхности которых вьтолнена кольцевая канавка 16 клиновидного профиля под заготовку.
Штамп работает следующим образом
Стержневая заготовка 17 устанавливается в ручье штампа.
Держатели 2, перемещаясь совместно с толкателем 1j взатшодействуют поверхностями 4 клина 5 и перемещаются к оси ручья штампа, производя обжим заготовки.
412
Одновременно с держателем 2 продольно перемещается толкатель 12, поверхность 11 которого взаимодействует с верхним концом кулачка 8, поворачивая его вокруг оси 9. При этом секции 7 втулки 6 обжимают стержневую заготовку 17, центрируя ее относительно оси ручья штампа.
При обратном ходе толкателя 1 пружина 10 возвращает кулачок .8 в исходное положение, освобождая деталь для ее извлечения. Кулачок 8, взаимодействуя с поверхностью 11 толкателя 12, возвращает держатели 2 в исходное положение.
Ввиду того, что, например, при ступенчатой форме заготовки, т.е. когда диаметр заготовки в зоне центрирующей втулки больше диаметра заготовки в рабочей зоне, секции 7 втулки 6 обжимают заготовку 17 раньше, чем кончается рабочий ход толкателя 1, кулачок 8 тормозит радиальное перемещение толкателя 12, а продолжающий радиальное перемещение держатель 2 бойка 3 сжимает пружину 14 возврата.
В осевом направлении заготовка 17, обжатая бойками 3, перемещается между секциями 7 втулки 6.
В случае выполнения секций 7 в виде роликов 15,заготовка центрируется канавками 16 и одновременно ими калибруется, что приводит к повьшению точности 1зделий.
При обратном ходе толкателя 1 пружина 14 возврата возвращает толкатель 12 в исходное положение.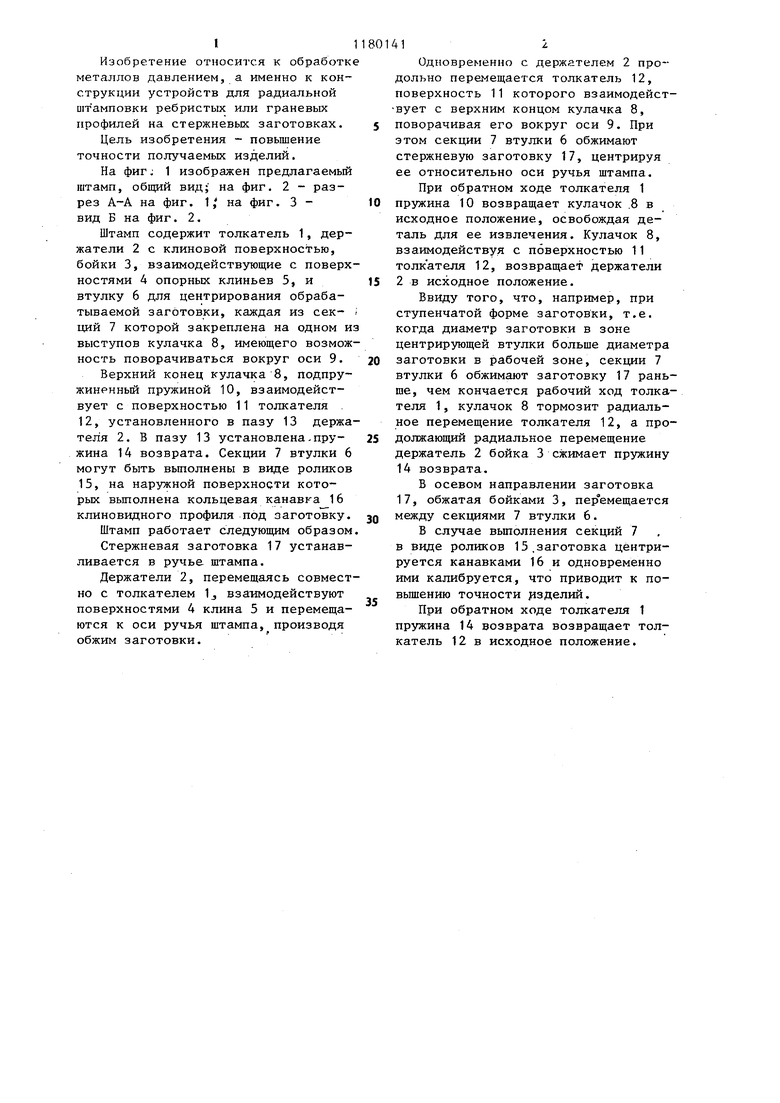
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Штамп для радиальной штамповки поковок с центровыми отверстиями | 1972 |
|
SU498783A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| Штамп для формирования элементов пустотелых деталей типа обуха топора | 1986 |
|
SU1315097A1 |
| Устройство для радиальной штамповки | 1983 |
|
SU1140879A1 |
| Способ изготовления коушей и штамп для его осуществления | 1988 |
|
SU1623818A1 |
| Штамп для радиальной штамповки поковок с центровыми отверстиями | 1986 |
|
SU1382573A1 |
1. ШТАМП ДЛЯ РАДИАЛЬНОЙ ШТАМПОВКИ,, содержащий размещенные в корпусе радиальные бойки, установленный на держателях с клиновой поверхностью, расположенных -с воз |ожностью взаимодействия, с опорньми клиньями, а также втулку для центрирования обрабатьгоаемой заготовки, . от. личающийся тем, что. с целью повышения точности полу.чаемых изделий., втулка выполнена составной в виде радиапЪно располо- . женных секций, а штамп снабжен подпружиненными поворотными кулачками и толкателями по числу секций втулки, при этом кулачки установлены с возможностью взаимодействия с толкателями . 2.Штамп поп. 1, отличающийся тем, что каждьй толкатель связан, с держателем, подпружинен относительно него в радиальном направлении и выполнен с клиновой § рабочей поверхностью со. стороны кулачков. О) 3.Штамп по п. 1, отличающийся тем, что секции втулки вьшолнены в виде роликов с кольцевыми канавками под заготовку.
| Патент ЧССР № 89854, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
