Изобретение относится к области питейного производства,а именно к способам изготовления двухслойных литейных форм. Известны способы изготовления литейных форм с применением ;вакуума, позволяющие получить форму в виде 2 слоев, один из которых граничит с поверхностью модели (облицовочный слой), а другой является наполнительным l . Так же известен способ изготовления литейной формы, в котором модельную плиту покрывают герметизирунядим элементом, наносят облицовоч ный слой (твердеющий слой), а затем опоку заполняют наполнительным мате риалом, который уплотняют вибрацией 2 . Существенными недостатками указа ного способа является: необходимост первоначального формирования на модели облицовочного и наполнительного слоев, что требует осуществления операции по их раздельной подго товке и транспортировке, а также не позволяет получить тонкий слой обли цовки, равномерно распределенный по поверхности модели. Цель изобретения - повышение производительности путем сокращения времени на изготовление ;опоки наполнителя и качества форм путем получения из единой смеси двуслойной формы в виде огнеупорного слоя песка у поверхности модели и расположенного за ним теплопроводного наполнителя. Достигают это за счет того, что в качестве наполнителя используют смесь чугунной .дроби и огнеупорного песка с соотношением размеров их частиц в пределах (4-22):1, а вибрационное уплотнение осуществляют с амплитудой 0,1-3,0 мм в направлениях перпендикулярных плоскостям модели. Технологический процесс изготовления литейной формы состоит в следующем. Модель покрывают герметизирующим элементом, например синтетической пленкой. Затем модель вакуумируют для притягивания герметизирующего элемента к поверхности модели. Устанавливают опоку и заполняют ее наполнителем, в качестве которого используют смесь чугунной дроби и огнеупорного песка с соотношением размеров частиц от 22:1 до 4:1. Систему наполнитель - модель опока подвергают вибрации с амплиту дой в пределах 0,1-3,0 мм в направлениях перпендикулярных плоскостям модели. В результате песок осаждает ся на поверхности модели. Толщина образующегося облицовочного слоя из песка зависит от его количества в составе смеси, времени вибрации системы смесь-модель-опока и площади поверхности модели.Вибрации системы смесь-модель-опока в горизонтальной пх оскости и вертикальном направлении обеспечивают осаждение песка как на горизонтально, так и вертикально расположенных поверхностях. На контр лад ,опоки;накладывают герметизирующий элемент и соединяют полость опоки с источником вакуума, а затем
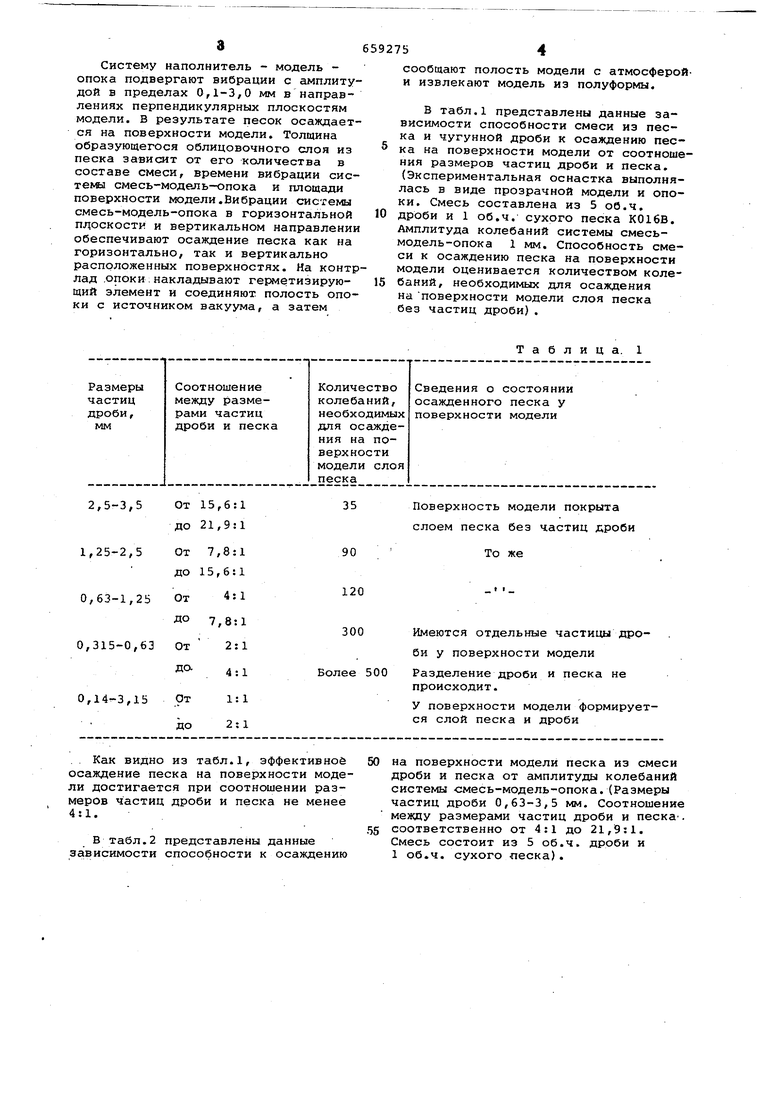
Таблица. 1 54 сообщают полость модели с атмосферойи извлекают модель из полуформы. В табл.1 представлены данные зависимости способности смеси из песка и чугунной дроби к осаждению песка на поверхности модели от соотношения размеров частиц дроби и песка. (Экспериментальная оснастка выполнялась в виде прозрачной модели и опоки. Смесь составлена из 5 об.ч. дроби и 1 об.ч. сухого песка КО16В. Амплитуда колебаний системы смесьмодель-опока 1 мм. Способность смеси к осаждению песка на поверхности модели оценивается количеством колебаний, необходимых для осаждения на поверхности модели слоя песка без частиц дроби).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм вакуумной формовкой | 1983 |
|
SU1103934A1 |
| Способ изготовления облицованных литейных форм | 1983 |
|
SU1126356A1 |
| Способ изготовления форм вакуумной формовкой | 1987 |
|
SU1470421A1 |
| Облицовочная смесь для изготовления литейных форм и стержней | 1977 |
|
SU707672A1 |
| Способ изготовления литейных форм | 1980 |
|
SU933184A1 |
| Способ изготовления литейных форм и стержней,отверждаемых в оснастке | 1981 |
|
SU973215A1 |
| Способ изготовления литейных форм | 1979 |
|
SU825269A1 |
| Способ изготовления литейных форм | 1979 |
|
SU821031A1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ | 1992 |
|
RU2041766C1 |
. Как видно из табл.1, эффективное осаждение песка на поверхности модели достигается при соотношении размеров частиц дроби и песка не менее 4:1.
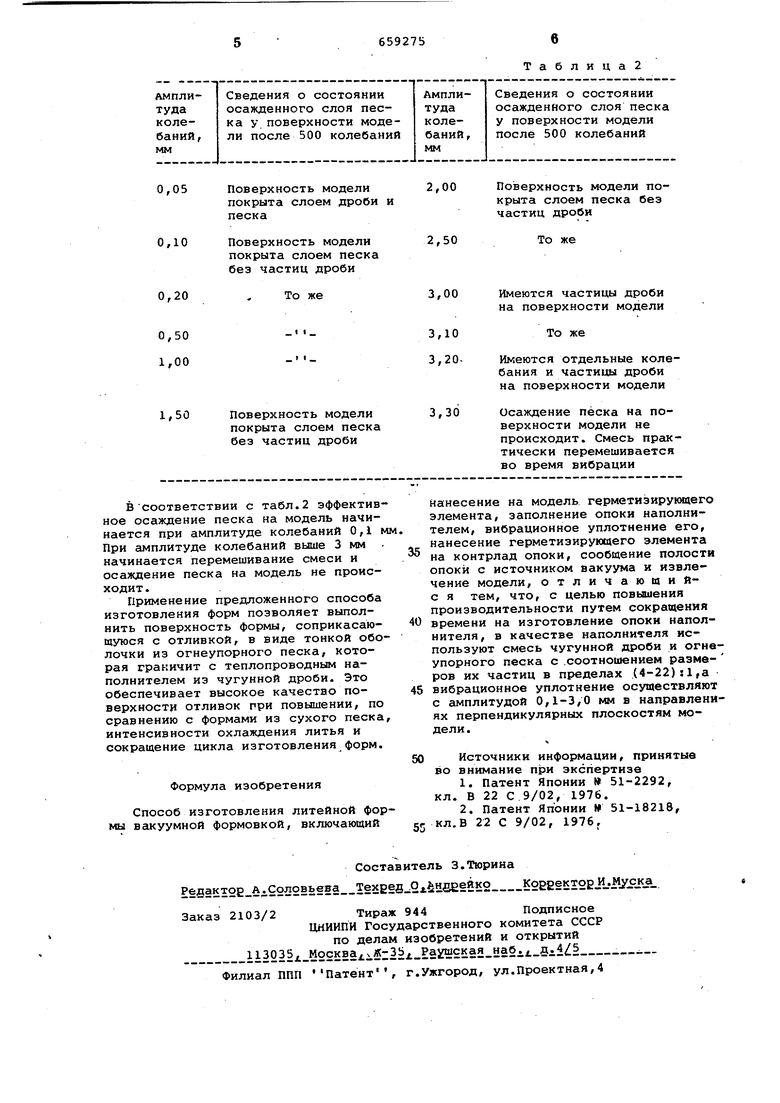
В табл.2 представлены данные зависимости способности к осаждению
на поверхности модели песка из смеси дроби и песка от амплитуды колебаний системы смесь-модель-опока.(Размеры частиц дроби 0,63-3,5 мм. Соотношение между размерами частиц дроби и песка .
соответственно от 4:1 до 21,9:1. Смесь состоит из 5 об.ч. дроби и 1 об.ч. сухого леска).
Таблица2
