1
Изобретение относится к области станкостроения и касается устройств для установки резца в заданное положение металлорежущих станков.
Известно устройство, применяемое для коррекции точности статической настройки в исходном положении резца на токарном станке. Отклонение вершины резца от требуемого ноложеиия измеряется в двух перпендикулярных направлениях, соответствующих образованию линейных и радиальных размеров детали. Устройство устанавливается на продольных салазках станка. Оно состоит из двух индуктивных датчиков, неподвижно закрепленных на кронштейне, выполненном в виде салазок и гидравлического цилиндра, перемеш,аюш,его кронштейн с датчиками в осевом направлении 1.
При помоши угольника на кронштейне установлена калиброванная оправка для выставки датчиков на нуль. Оправка имеет два фиксированных положения; верхнее (исходное) и нижнее (рабочее), при котором ограничивается перемеш,ение измерительных наконечников датчиков. Процесс измерения осуществляется по определенной программе в положении инструмента, предшествуюш.ем основной рабочей позиции. При помощи гидроцилиндра кронштейн с
датчиками подводится на определенное расстояние к инструменту, после чего происходит дополнительное перемещение револьверной головки в направлении одного датчика. В этом положении резец нажимает режущей кромкой на измерительный наконечник этого датчика, фиксирующего отклонение размера в этом направлении. Затем револьверная головка отводится в требуемое положение в данном направлении, после чего дается команда на подвод кронштейна с датчиками. При этом измерительный наконечник второго датчика упирается в вершину режущей кромки инструмента, и датчик фиксирует отклонение размера статической настройки в этом направлении. На основании результатов измерения производится автоматическая коррекция в программе станка.
Однако это устройство имеет сложную конструкцию. Кроме того, установка инструмента производится по двум различным базам, что накладывает дополнительные требования к точности изготовления этих баз на инструменте.
Целью изобретения является упрощение конструкции устройства.
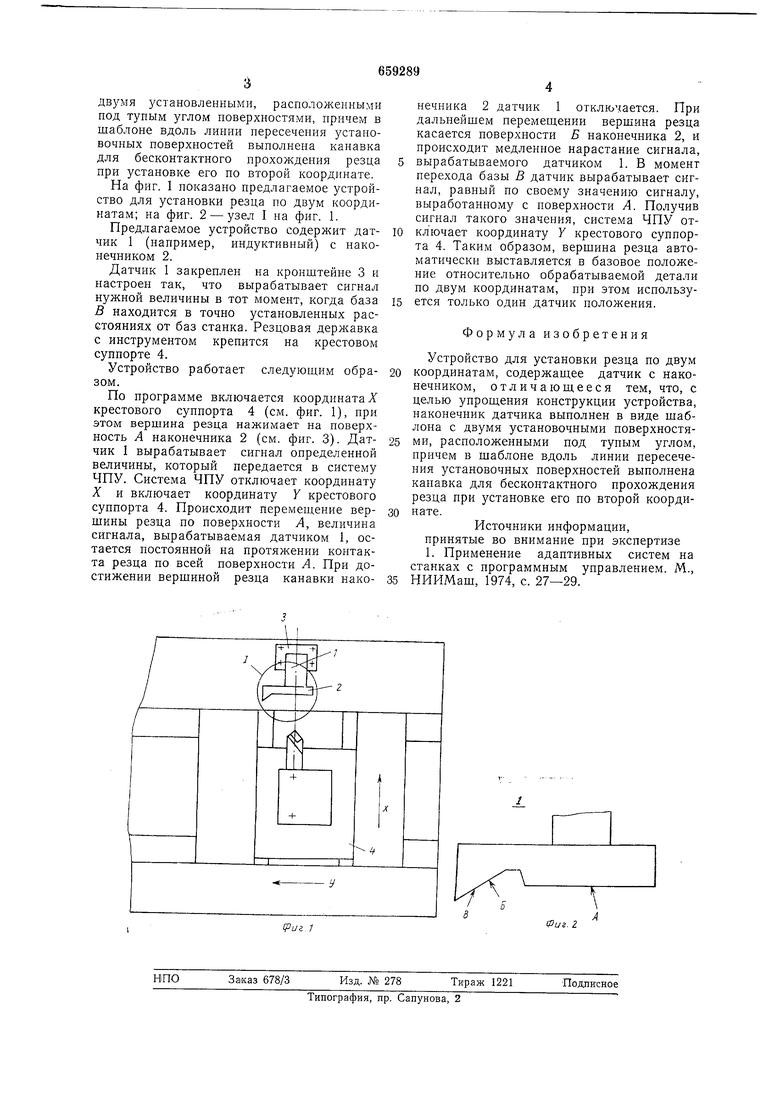
Для этого в предлагаемом устройстве для установки резца по двум координатам наконечник выполнен в виде щаблона с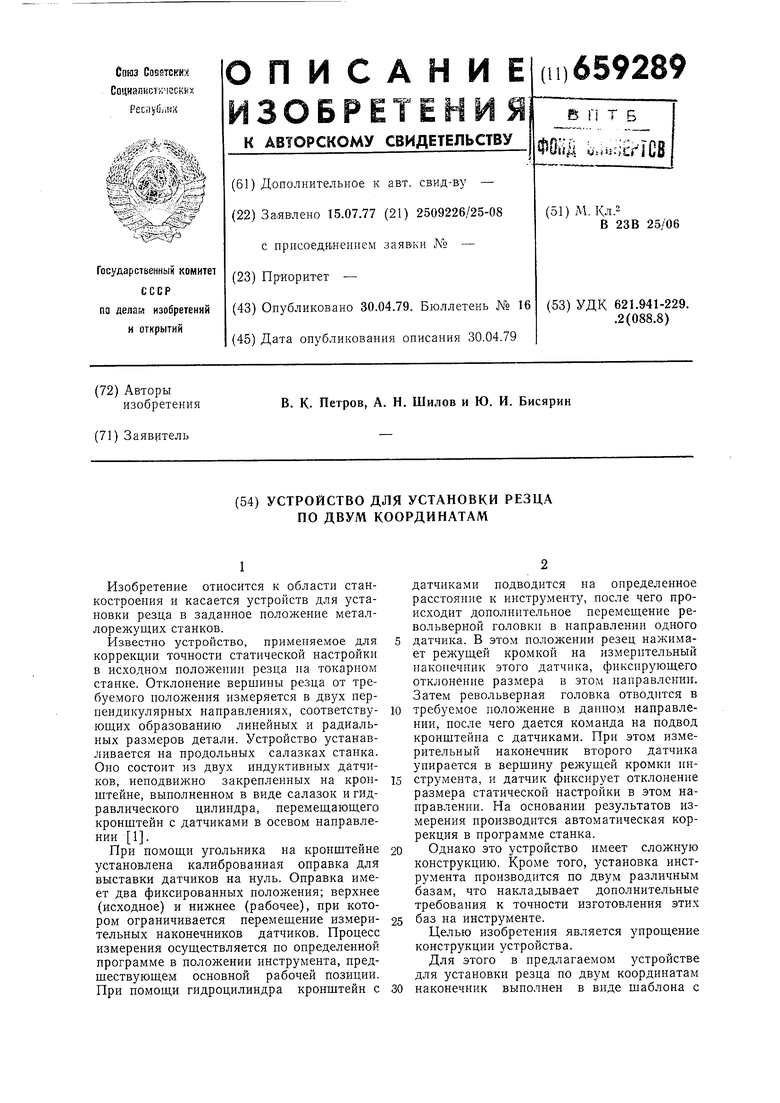
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАСТРОЙКИ НА РАЗМЕР РЕЖУЩИХ ИНСТРУМЕНТОВ НА СТАНКАХ С ЧПУ | 1987 |
|
SU1700857A1 |
| СПОСОБ НАСТРОЙКИ ПОЛОЖЕНИЯ РЕЗЦА ТОКАРНОГО СТАНКА | 2015 |
|
RU2595197C1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с ЧПУ | 1981 |
|
SU1020205A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ КОРРЕКЦИИ РАЗМЕРНОЙ НАСТРОЙКИ ТОКАРНЫХ МНОГОИНСТРУМЕНТАЛЬНЫХ СТАНКОВ С ЧПУ | 1991 |
|
RU2016741C1 |
| Устройство дискретного контроля износа режущего инструмента станка | 1986 |
|
SU1510989A1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| Способ управления процессом механической обработки | 1985 |
|
SU1399071A1 |
| Измеритель положения режущей кромки инструмента | 1974 |
|
SU623708A1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с системой ЧПУ | 1985 |
|
SU1301647A1 |
| Устройство для измерения размерного износа и положения режущего инструмента в токарных станках | 1987 |
|
SU1442370A1 |
