Изобретение относится к машиностроению и может быть использовано в металлорежущих станках, снабженных ЧПУ и системами активного конт- роля при обработке, например металлических зеркал телескопов.
Целью изобретения является повышение производительности и точности за счет контроля и управления про- цессом обработки.
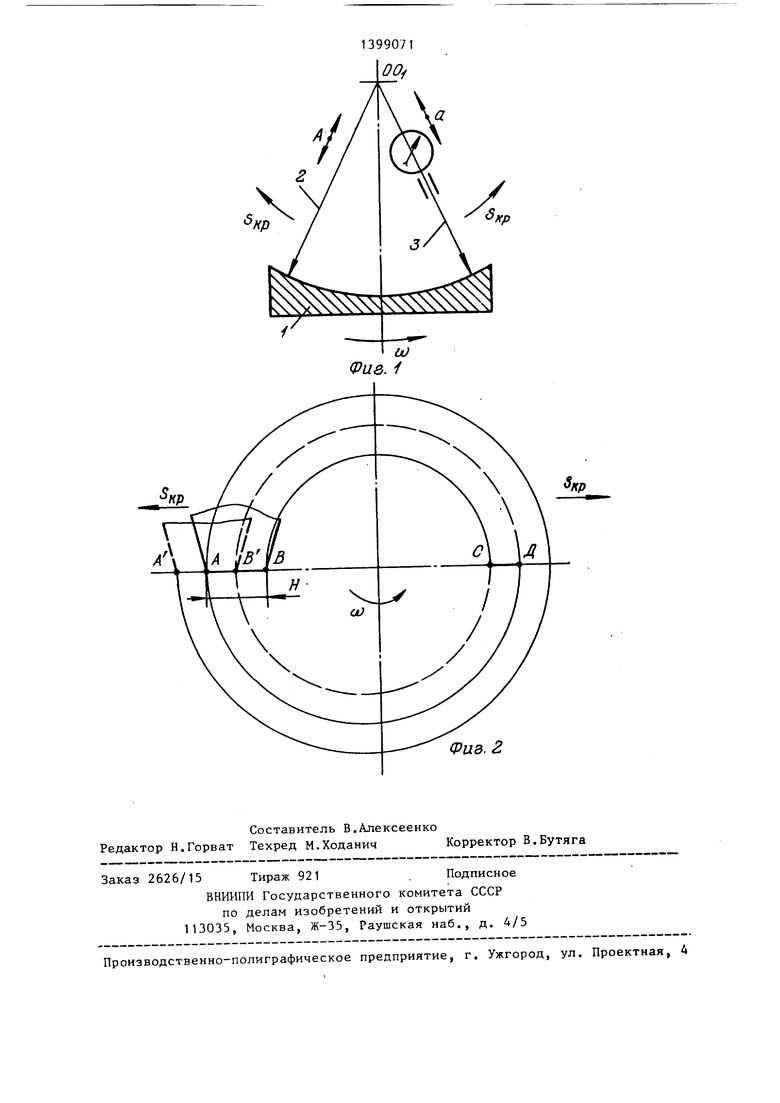
На фиг.1 схематически показан вариант осуществления способа управления процессом механической обработки сферических и асферических поверх- ностей, на фиг.2 - схема следа режу щей кромки за один оборот детали.
На схеме (фиг.1) показана обрабатываемая деталь 1, резцедержатель
2с резцом, измерительное устройство
3с наконечником и приняты обозначения: Н - ширина режущей кромки резца; S - величина круговой подачи на один оборот детали, соотнесенная к ширине режущей кромки резца;
А - направление осуществления возвратно-поступательного движения формообразования; а - направление осуществления возвратно-поступательного движения измерительного устройства с наконечником; 00 , - совмещенные оси технологической и измерительной баз.
Обрабатываемая деталь 1 устанавливается на рабочем шпинделе (не показан). Резцедержатель 2 устанавливает ся в исходное положение вдоль оси вращения детали 1. Там же устанавливается измерительное устройство 3 с наконечником. Оси вращения резцедержателя 2 и измерительного устройства 3 совмещены по осевой линии 00, . Резцедержатель 2 и измерительное устройство 3 установлены с возможностью , осуществления круговых подач вокруг оси 001 в одной плоскости.
На фиг.2 даны следующие обозначения:
круговые подачи инструмента и измерителя;
положение режущей кромки в начале оборота детали; положение режущей кромки в конце одного прохода; АВ - участок поверхности, который резец проходит не менее двух раз; А А - перемещение вершины резца
за один оборот детали; U) - направление вращения детали
кр АВ |R|
А В
При осуществлении способа обрабатываемой детали сообщают вращение в направлении и. Инструменту и измерительному устройству задают круговые подачи в направлении от оси вращения к периферии детали.
При назначении величины круговой подачи S меньше ширины режущей кромки Н достигается эффект выхаживания ,
а при
выхаживание обеспечива
ет прохождение режущей кромкой резца любой точки поверхности минимум два раза. Этот повторный проход используют для сообщения резцу коррекции. Для этого измерительным устройством, сдвинутым на 180° по отношению к резцу в плоскости вращения детали, следят за геометрией участка резания и при отклонении показаний от заданных при подходе (повторном) этого участка к резцу подают сигнал коррекции. Так как при возникновении погрешности обработки она отражается на каждой точке следа участка резания, то измерение производят в любой точке этого участка CD через 1/2 оборота детали, т.е. на следе участка режущей кромки на расстоянии не более S от необработанной поверхности. Формула изобретения Способ управления процессом механической обработки сферических и асферических поверхностей, при котором настройку измерительного устройства и инструмента, имеющих автономные измерительные и технологические базы,производят на заданные координаты теоретической кривой, показания измерительного устройства сравнивают с расчетными и по полученным отклонениям корректируют положение режущего инструмента, отличающийся тем, что, с целью повьш1ения производительности и точности обработки, инструменту и измерительному устройству сообщают равные по величине и противоположные по направлению круговые подачи в плоскости, проходящей через ось вращения детали, вокруг совместной оси, перпендикулярной оси вращения детали, причем величину круговых подач назначают из соотношения S1 11/2, где Н - ширина режущей кромки резца, а измерение проводят на следе участка режуи(ей кромки, на расстоянии не более S поверхности.
кр
от необработанной
Фиэ.2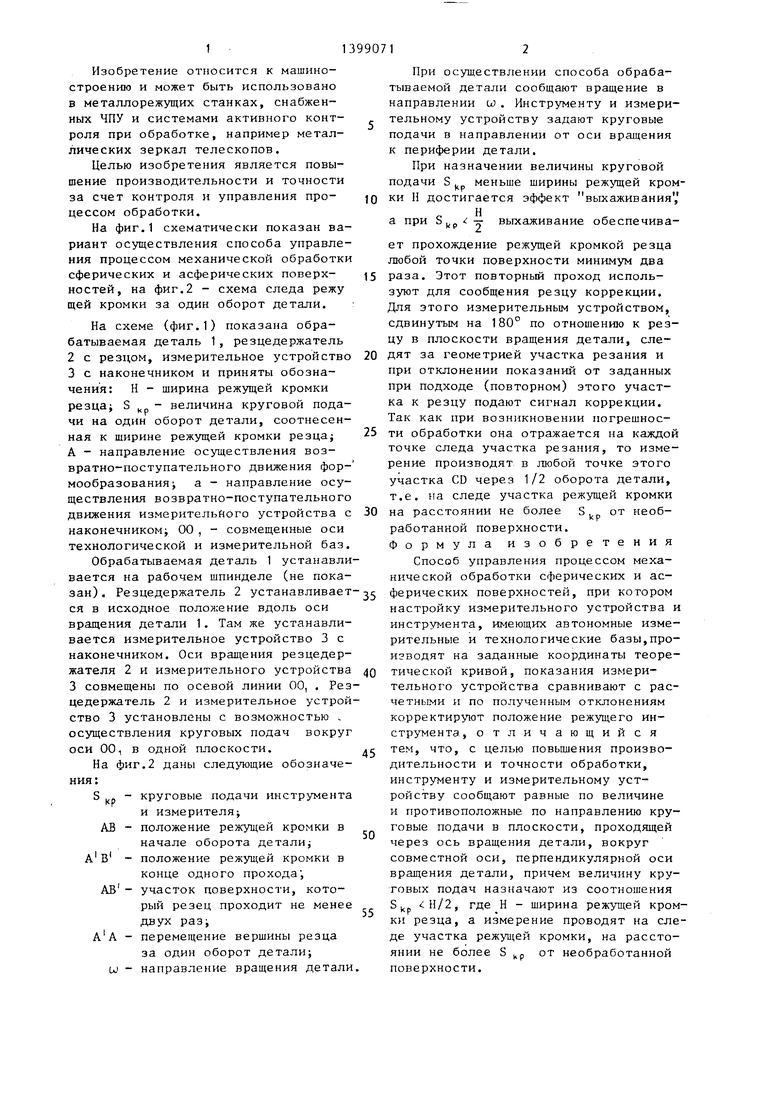
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759564A1 |
| Способ обработки асферических поверхностей резанием и устройство для его осуществления | 1991 |
|
SU1816531A1 |
| Способ токарной обработки асферических поверхностей и устройство для его осуществления | 1983 |
|
SU1103947A1 |
| Способ обработки асферических поверхностей вращения | 1985 |
|
SU1311850A1 |
| Способ механической обработки асферических поверхностей вращения | 1985 |
|
SU1304987A1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759563A1 |
| Способ обработки асферических поверхностей резанием и устройство для его осуществления | 1991 |
|
SU1816532A1 |
| РЕЗЕЦ И ФРЕЗЕРНАЯ ГОЛОВКА | 2007 |
|
RU2424878C2 |
| Устройство для обработки криволинейных поверхностей | 1981 |
|
SU984693A1 |
| Способ обработки асферических поверхностей вращения | 1979 |
|
SU874261A2 |
Изобретение относится к машиностроению и предназначено для металлорежущих станков с системами ЧПУ и активного контроля. Цель изобретения - повьшение производительности и точности за счет контроля и управления процессом обработки. Измерительному устройству и инструменту. настроенным на заданные координаты теоретической кривой, сообщают круговую подачу вокруг совмещенной оси в плоскости, проходящей через ось вращения детали, с равным удалением в каждый момент времени от зтой оси режущей кромки инструмента и наконечника измерительного устройства с противоположным направлением векторов их круговых подач. При этом становится возможным фиксировать получаемое отклонение от теоретической кривой, что обеспечивает возможность коррекг тировать положение режущей кромки по результатам измерений получаемых отклонений от теоретической кривой непосредственно в процессе обработки. Этому же способствует осуществление замеров на участке, меньшем ширины следа режущей кромки, причем измерение производят у края следа режущей кромки по направлению круговой подачи измерительного устройства. 2 ил. (Л со ;о со
| Способ управления процессом механической обработки | 1981 |
|
SU967773A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ обработки асферических поверхностей вращения | 1979 |
|
SU874261A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
