к эрозии торца электрододержателя и выходу горелки из строя.
Целые ,из01бретен,ия является повышение эксплуатационной надежности горелки иутем устранения нагрева торца электрододержателя до температуры плавления.
Для этого в предлагаемой горелке для дуговой сварки неплавящимся электродом в защитных газах, содержащей полый электрододержатель с жестко закрепленным на его торце ненлавящимся электродом, сопло для направления защитного газа, а также рубащку водяного охлаждения электрододержателя, установленную концентрично ему, полость электрододержателя заправлена теплоносителем и герметично заглущена, при этом рубащка водяного 0)Х.лаждения установлена на электрододержателе с зазором, образующим герметичную кольц-евую полость для инертного газа.
Для обеспечения работоспособности горелки в положениях, отличных от вертнкального, внутренняя поверхность полости электрододержателя облицована капиллярно-пористым материалом. Между соплом и электрододержателем гор.елки может быть установлен защитный экран.
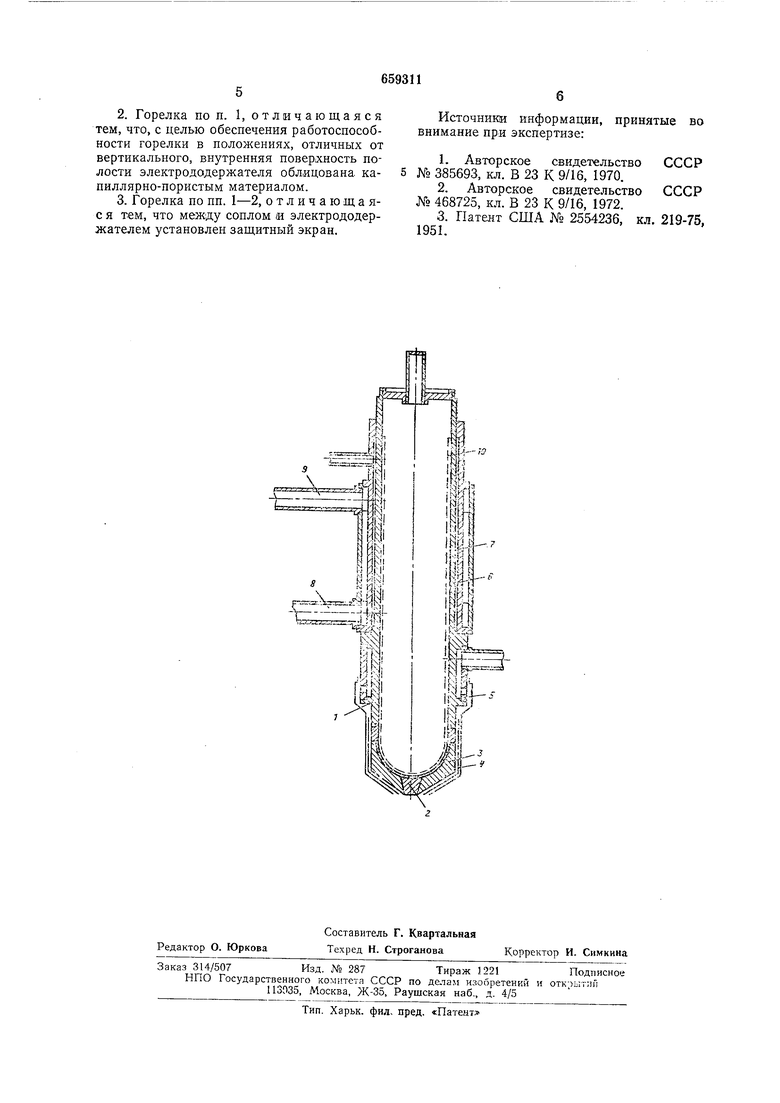
На чертеже представлена предлагаема; горелка, продольный разрез.
Горелка включает электрододержатель 1, в который вмонтирован неплавящийся электрод 2. Между электрододержателем / и соплом 3 горелми установлен защитный экран 4. Горелка снабжена кольцевым коллектором 5, обеспечивающим подвод защитного газа, например аргона, в сопло 3. Рубашка 6 водяного охлаждения электрододержателя / установлена концентрично ему и с зазором по отношению к его наружной поверхности, образующим герметичную кольцевую полость 7 для инертного газа, в частности гелля. Штуцер 8 предназначен для подвода холодной воды, штуцер 9 - для отвода нагретой воды. Внутренняя поверхность полости электрододержателя / обляцована капиллярно-пористым материалом 10. Для облицовки внутренней поверхности полости электрододержателя может быть использована сетка. Сама полость герметично заглушена « частично заполнена теплоносителем, нанример калий-натриевой эвтектикой или ртутью.
Горелка работает следующим образом. При зажигании дуги происходит нагревание торца электрододержателя /, которому тепло передается от электрода 2 в количестве, пропорциональном коэффициенту теплопроводности металлов электрододержателя 1 (медь) и электрода 2 (вольфрам).
Экран 4 снижает величину лучистого теплового потока от плазмы и расплавленного металла сварочной ванночки, что существенно облегчает работу горелки. В зазор между экраном 4 и электрододержателем / подается аргон из коллектора 5. Тепло, распространяющееся внутрь горелки, пспаряет теплоноситель (калий-патрневую эвтетику или ртуть). Пары теплоносителя начинают перемещаться из зоны испарения, где давление паров выще, в зону конденсации, где давление паров ниже, перенося тепло из области нагрева электрододержателя / в область охлаждения. В зоне KOFIденсации верхней части полости электрододержателя / пары теплоносителя конденсируются и по капиллярно-пористому материалу 10 теплоноситель снова подается в зону испарения. Таким образом, охлаждение горелки осуществляется по принципу работы тепловой трубы. Тепло, подаваемое паром на участке копденсацпп, встречает на своем терчпческое сопротивление в виде кольцевой полости 7, образованной рубашкой 6 и элактрододержателем 1. Гелий, являющийся теплопроводным газом, на 300-350° С уменьшает температуру стенки, прилегающей к рубашке 6 охлаждения, в которой циркулирует вода, подаваемая через штуцер 8 и истекающая через штуцер 9.
Для повышения работоспособности горелки при режима1Х, максимальных по теплонапряженности, рубашка 6 охлаждение электрододержатель / с образованием герметичной кольцевой полости 7 между ними установлена по отнощению к электрододержателю / с зазором от 0,2 до 0,5 мм, заполненной инертным газом.
Для уменьшения переизлучения на корпус от плазмы и расплавленного металла сварочной ванночки и обеспечения ламинарного течения, подаваемого в зону сварки инертного газа в зависимости от его расхода, зазор между наружной поверхностью электродадержателя / и экраном 4 составляет величину 1-2 мм.
Благодаря такому конструктивному решению достигается .хороший теплоотвод от нагретых часттей, что существенно повышает эксплуатационную надежность горелкя.
Формула изобретения
1. Горелка для дуговой сварки неплавлщимся электродом в защитных газах, содержащая полый электрододержатель с жестко закрепленным на его торце неплавящимся электродом, сопло для направления запдитного газа, а также рубашку водяного охлаждения электрододержателя, установленную концентрично ему, отличающаяся тем, что, с целью повышение эксплуатационной надежности горелки путем устранения нагрева торца электрододержателя до температуры плавления, полость электрододержателя заправлена теплоносителем и герметнчно заглушена, нрп этом рубашка водяного охлаждния установлена на электрододерл-;ателе с зазором, образующим герм:ет1ичную кольцевую полость для инертного газа.
2.Горелка по п. 1, отличающаяся тем, что, с целью обеспечения работоспособности горелки в положениях, отличных от вертикального, внутренняя повер1хность полости электрододержателя облицована капиллярно-пористым материалом.
3.Горелка по пп. 1-2, отличающаяс я тем, что между соплом я электрододержателем установлен защитный экран.
Источники информации,
принятые во внимание при экспертизе:
1.Авторское свидетельство
СССР № 385693, кл. В 23 К 9/16, 1970.
2.Авторское свидетельство СССР № 468725, кл. В 23 К 9/16, 1972.
3.Патент США № 2554236, кл. 219-75, 1951.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки неплавя-щиМСя элЕКТРОдОМ B СРЕдЕ зАщиТНыХгАзОВ | 1979 |
|
SU806312A1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1980 |
|
SU963758A2 |
| Горелка для дуговой сварки неплавящимся электродом | 1982 |
|
SU1098709A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| ПАРОВОДЯНОЙ ПЛАЗМОТРОН | 2004 |
|
RU2268558C2 |
| ГОРЕЛКА ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1989 |
|
RU1760701C |
| ПАРОВОДЯНОЙ ПЛАЗМОРТОН | 2004 |
|
RU2263564C1 |
| ПЛАЗМЕННАЯ ГОРЕЛКА | 1991 |
|
RU2009815C1 |
| ГОРЕЛКА ВОДООХЛАЖДАЕМАЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2484933C1 |
