1ШИ шпинделей кантователь снабжен сннХранизирующим устройством, состоящим из зубчатых пластин // и 12, установленных на стойках, и бесконтактных датчиков 13 и 4, установленных на каретках и соединенных через схему сравнения с раснределительной аппаратурой приводо:в перемещения кареток.
Работает кантователь следующим образом.
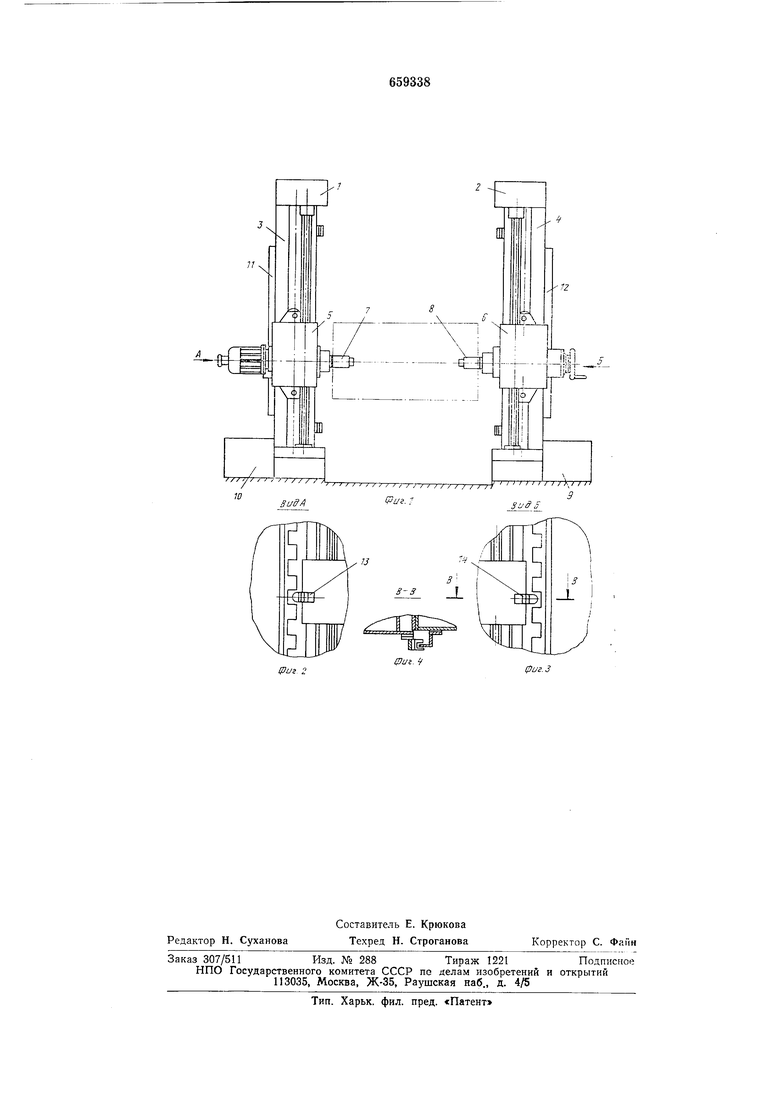
Предварительно собранное изделие подается в зону работы кантователя и закрепляется в шпинделях 7 и 8 (возможна сборка изделия неиосредствйнно в зажимном прнспособлеии.и кантователя).
После закрепления изделия включается гидроетанция, от которой рабочая жидкость через делитель потока поступает к приводам 9 и 10 перемещения кареток 5 и &.
Для корректировки возможйого опереження одного шпинделя другим ири неравномерной иалрузке (в пределах погрешности деления нотока рабочей л идкосГ:И) включают бесколтактные датчики 13 и 14 устройства для синхроиизации перемещения кареток.
При нарушении синхронизации перемещения кареток 5 и 6 бесконтактный датчик оперел ающего шпинделя первым достигает впадины зубчатой пластины, при этом подается соответствующий сигнал на схему сравнения и подача жидкости в привод перемещения опережающей каретки прекращается, и ;весь поток жидкости подается к приводу отстающей каретни.
При достижении отстающей каретки положения опередившей ее датчик подает сигпал на схему сравнения, рассогласование исчезает, происходит переключение делителя потока жидкости, и рабочая жидкость опять поступает В оба привода перемещения кареток до очередного рассогласования.
При достиж.ении заданного положения кареток подачу рабочей жидкости в оба привода 10 и 9 прекращают и производят поворот изделия шпинделями 7 и 5 на заданный угол и его сварку.
Оснащение предложенного кантователя устройством для синхронизации перемещения кареток позволяет обеспечить синхронное перемещение кареток кинематически несвязанных между собой при неравномерном нагружении ее шпинделей.
Формула изобретения
Кантователь, содержащий две стойки с направляющими, в которых установлены с возможностью перемещения каретки со шпинделяхми для изделия и приводы перемещения кареток, а также устройство для синхронизации перемещения «ареток, о тл и ч а ю щ и и с я тем, что, с целью повышения синхронизации перемещения кареток при неравномерном нагр окенни шпинделей, устройство для сиихронизации перемещения кареток выполнено в виде закрепленных на паправляющих каждой стойки зубчатых пластин и смонтированных на каретках бесконтактных датчиков, взаимодействующих с зубчатыми пластинами и соединенных через схему сравнения с приводами перемещения кареток.
Источники информации, принятые во вргимание при экспертизе:
1.Емельяпов Л. В. и др. Вспомогательное оборудование для сварки. М., Профтехиздат, 1962, с. 40-41, фиг. 28.
2.Авторское свидетельство СССР № 246744, кл. В 23 К 37/04, 1968.
Щиг
ISUi. f
фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь | 1986 |
|
SU1389973A2 |
| Устройство для ультразвукового контроля трубчатых изделий | 1986 |
|
SU1415177A1 |
| Двухстоечный кантователь | 1973 |
|
SU438508A1 |
| Кантователь | 1981 |
|
SU1007885A1 |
| Кантователь | 1979 |
|
SU846200A1 |
| Кантователь | 1980 |
|
SU903054A1 |
| Кантователь | 1981 |
|
SU963780A1 |
| Кантователь | 1981 |
|
SU961811A2 |
| Кантователь | 1976 |
|
SU640834A1 |
| КАНТОВАТЕЛЬ | 1972 |
|
SU426783A1 |