Изобретение относится к вспомогательному оборудованию для механизации сварочных работ.
Известен двухстоечный кантовател, каждая из стоек которого снабжена индивидуальным приводом подъема кареток,. бснащенных зажимами для изделия. Синхронная работа обоих приводов подъема обеспечивается электросхемой по системе электровала 1 .
Однако такая система с общим реостатом в роторной цепи имеет недостаток, заключающийся в том, что уравнительный момент приводов зависит от величины напряжения на кольцах ротора и возрастает с ростом указанного напряжения, поэтому реостат в роторной цепи должен обеспечить большее скольжение роторов, примерно 25-30%, что приводит к значительным потерям энергии в реостате. Кроме этого, рассогласование по углу и пути возрастает с увеличением нагрузки. Такая система синхронизации приводов подъема является ненадежной, дает перекосы и может привести к поломкам.
Наиболее близким по технической сущности и достигаемому результату
к предлагаемому является кантователь, содержащий две стойки, оснащенные подвижными вдоль них каретками со шпинделями, один из которых смонтирован в установленной в каретке с возможностью продольного перемещения пиноли, зажимы для изделия, шарнирно закрепленные на шпинделях, а также устройство для выравнивания положения зажимов. Выравнивание перекоса зажимов со свариваемым изделием, возникающего в результате работы приводов подъема кареток, вызывающей несоосность зажимов, производят включением одного из приводов подъема каретки при выключенном втором приводе.После восстановления горизонтального положения свариваемого изделия снова включают одновременную работу двух приводов подъема кареток t2.
Однако величина угла перекоса 25 свариваемого изделия, а также его горизонтальное положение определяются визуально, что снижает точность установки зажимов один относительно :другого и приводит к поломке кантоOQ вателя.
Цель изобретения - повьпление надежной работы кантователя путем автоматического выравнивания положения зажимов.
С этой целью в кантователе, содежащем две стойки, оснащенные подвижными вдоль них каретками, со шпиделями, один из которых смонтирован в установленной в каретке с возможностью продольного перемещения пи|нолИ; зажимы для изделия, шарнирно закрепленные на шпинделях, а также устройство для выравнивания положения зажимов и индивидуальные привод перемещения кареток, устройство для выравнивания положения зажимов выполнено в виде датчика продольног перемещения пиноли, установленного на соответствующей этой пиноли каретке, а также двух датчиков поворота зажимов, закрепленных на указанной пиноли симметрично относительно ее оси в плоскости перемещения кареток, при этом каждый датчик соединен с соответствующим приводом перемещения кареток.
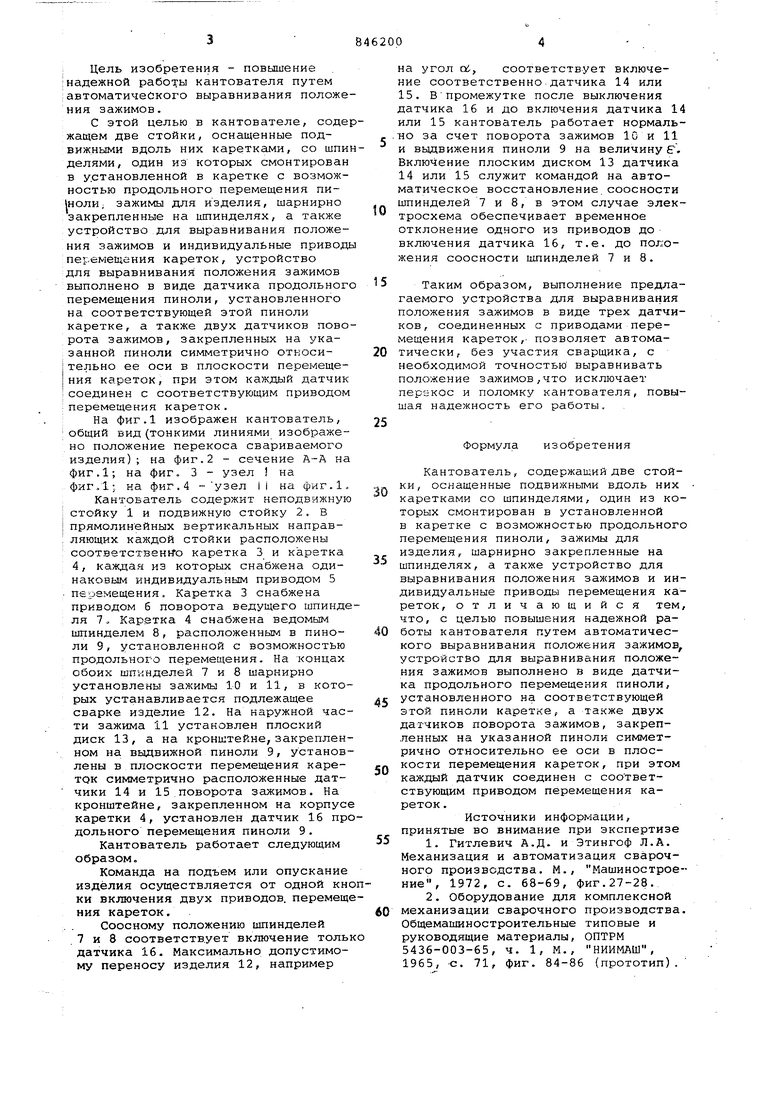
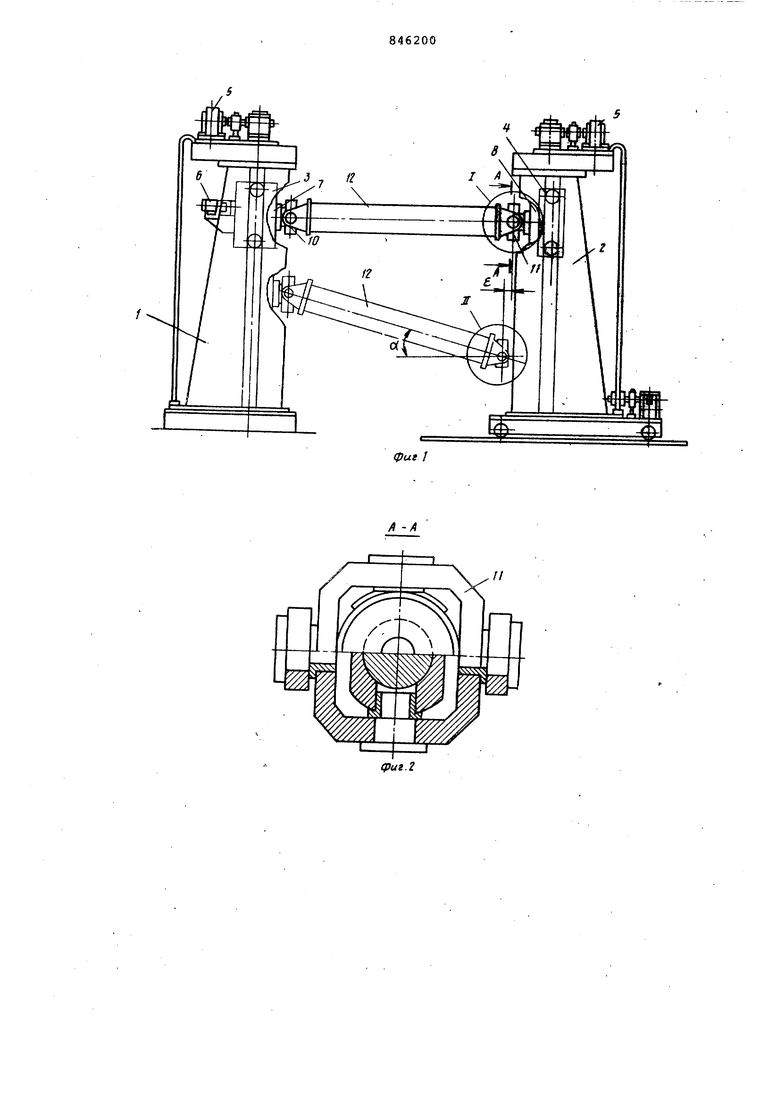
На фиг.1 изображен кантователь, общий вид (тонкими линиями изображено положение перекоса свариваемого изделия); на фиг.2 - сечение А-А на фиг.1; на фиг. 3 - узел на фиг.1:. ка фиг. 4 -узел И на фиг.1. Кантователь содержит неподвижную стойку 1 и подвижную стойку 2. В прямолинейных вертикальных направляющих каждой стойки расположены cooTHeTCTBeHtfo каретка 3 и каретка 4, каждая из которых снабжена одинаковым индивидуальным приводом 5 перемещения. Каретка 3 снабжена приводом 6 поворота ведущего шпинделя 7 о Каретка 4 снабжена ведомым шпинделем 8, расположенным в пиноли 9, установленной с возможностью продольного перемещения. На концах обоих шпинделей 7 и 8 шарнирно установлены зажимы 10 и 11, в которых устанавливается подлежащее сварке изделие 12, На наружной части зажима 11 установлен плоский диск 13, а на кронштейне,закрепленном на выдвижной пиноли 9, установлены в плоскости перемещения кареток симметрично расположенные датчики 14 и 15 поворота зажимов. На кронштейне, закрепленном на корпусе каретки 4, установлен датчик 16 продольного перемещения пиноли 9.
Кантователь работает следующим образом.
Команда на подъем или опускание изделия осуществляется от одной кноки включения двух приводов, перемещения кареток.
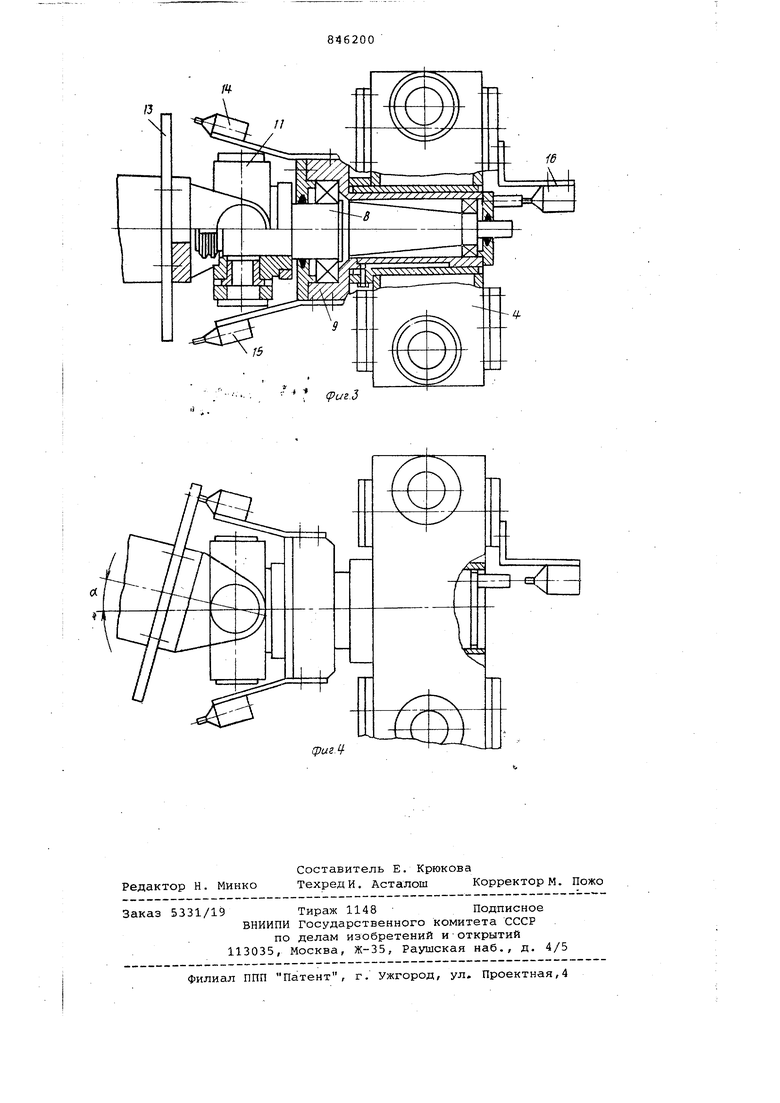
Соосному положению шпинделей 7 и 8 соответствует включение тольк датчика 16. Максимально допустимому переносу изделия 12, например
на угол Qi, соответствует включение соответственно датчика 14 или 15. Впромежутке после выключения датчика 16 и до включения датчика 14 или 15 кантователь работает нормаль.но за счет поворота зажимов 10 и 11 и выдвижения пиноли 9 на величину . Включение плоским диском 13 датчика 14 или 15 служит командой на автоматическое восстановление соосности шпинделей 7 и 8, в этом случае электросхема обеспечивает временное отклонение одного из приводов до включения датчика 16, т.е. до положения соосности шпинделей 7 и 8.
Таким образом, выполнение предлагаемого устройства для выравнивания положения зажимов в виде трех датчиков, соединенных с приводами перемещения кареток,, позволяет автоматически, без участия сварщика, с необходимой точностью выравнивать положение зажимов,что исключает перекос и поломку кантователя, повышая надежность его работы.
Формула изобретения
Кантователь, содержащий две стойки, оснащенные подвижными вдоль них каретками со шпинделями, один из которых смонтирован в установленной в каретке с возможностью продольного перемещения пиноли, зажимы для изделия, шарнирно закрепленные на шпинделях, а также устройство для выравнивания положения зажимов и индивидуальные приводы перемещения кареток, отличающийся тем, что, с целью повышения надежной работы кантователя путем автоматического выравнивания положения зажимов, устройство для выравнивания положения зажимов выполнено в виде датчика продольного перемещения пиноли, установленного на соответствующей этой пиноли каретке, а также двух датчиков поворота зажимов, закрепленных на указанной пиноли симметрично относительно ее оси в плоскости перемещения кареток, при этом каждый датчик соединен с соответствующим приводом перемещения кареток .
Источники информации, принятые во внимание при экспертизе
1.Гитлевич А.Д. и Этингоф Л.А. Механизация и автоматизация сварочного производства. М., Машиностроение, 1972, с. 68-69, фиг.27-28.
2.Оборудование для комплексной механизации сварочного производства. Общемашиностроительные типовые и руководящие материалы, ОПТРМ 5436-003-65, ч. 1, М., НИИМАШ, 1965, -с. 71, фиг. 84-86 (прототип). 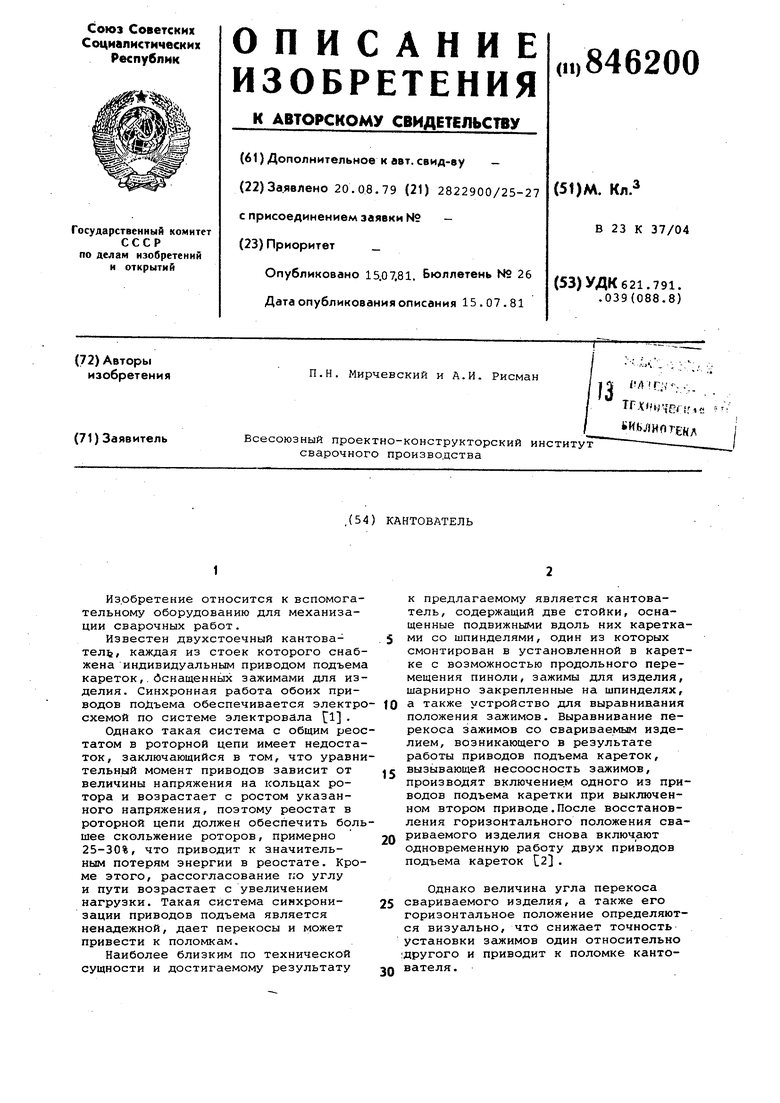
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухстоечный кантователь | 1973 |
|
SU438508A1 |
| Кантователь | 1980 |
|
SU903054A1 |
| Кантователь для поворота изделий при сварке | 1985 |
|
SU1291345A1 |
| Кантователь | 1986 |
|
SU1389973A2 |
| КАНТОВАТЕЛЬ | 1972 |
|
SU426783A1 |
| Кантователь | 1981 |
|
SU963780A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Кантователь | 1984 |
|
SU1260164A1 |
| Кантователь | 1981 |
|
SU1007885A1 |
| Кантователь | 1980 |
|
SU941128A1 |
и
W
