1
Изобретение относится к устройствам для сплошной зачистки проката и может быть использовано преимущественно в металлургической промышленности.
Известно устройство для зачистки проката, имеюш,ее две пары шлифовальных головок, установлепных по ходу движения заготовок. Первая пара шлифовальных головок обрабатывает вертикальные стороны заготовки, вторая - горизонтальные. Каждая шлифовальная головка состоит из шпинделя, на котором консольно закреплен шлифовальный круг, приводимый во враш,ение электродвигателем через клиноременную передачу. шлифовального круга к заготовке осуш,ествляется гидроцилиндром. Все шлифовальные головки имеют механизм поперечного перемеш,ения шлифовальных кругов относительно заготовки. В результате ненрерывного поступательного движения заготовки на каждой стороне ее шлифовальный круг оставляет зигзагообразный след. Сплошная зачистка достигается за счет перекрытия этих следов. Подаюш,ие ролики, расположенные на входной и выходной сторонах машины, направляют заготовку в проводковую систему и удерживают ее от смешения. Недостатком устройства является ограниченная мошность привода шлифовальных головок из-за больших инерционных нагрузок, возникаюших при поперечной подаче, а также недостаточная жесткость заготовки в зоне резания.
Известен также станок для двусторонней обработки плоских деталей, содержаший две торцовые шлифовальные головки с горизонтальными шпинделями, установленными по двум противоположным сторонам
обрабатываемого изделия, и продольный стол с приспособлением для закрепления деталей. Стол двпжется возвратно-поступательно. Шлифовальные головки станка установлены жестко и обеспечивают размерную обработку. Шлифование криволинейных изделий не предусмотрено. Обработка длинномерных изделий связана с увеличением длины стола и всего станка в целом. Недостатком станка является также то, что
требуется вспомогательное время для загрузки и выгрузки обрабатываемых изделий.
Целью изобретения яв.тяется увеличение производительности устройства при зачистке проката.
Указанная цель достигается тем, что в известном устройстве для абразивной обработки, содержащем две оппозитно расположенные торцовые шлифовальные головки, опорный элемент и камеру, установленную в зоне обработки, онорный элемент установлен в камере неподвижно, а до и после камеры расположен механизм ненрерывной подачи проката, причем подающие ролики этого механизма выполнены с возможностью самоустановки по отношению к опорному элемепту. С целью сохранения постоянного контакта абразивного инструмента с прокатом, шлифовальные головки имеют механизм упругого прижатия.
Для обеспечения высокой производительности путем непрерывного сбора и удаления стружки камера имеет шахту, оканчивающуюся бункером, причем высота шахты выбрана из условия остывания стружки без образования спека. Кроме того, с целью получения ностоянной зоны резания, шлифовальные головки установлены иод углом и симметрично подачи проката.
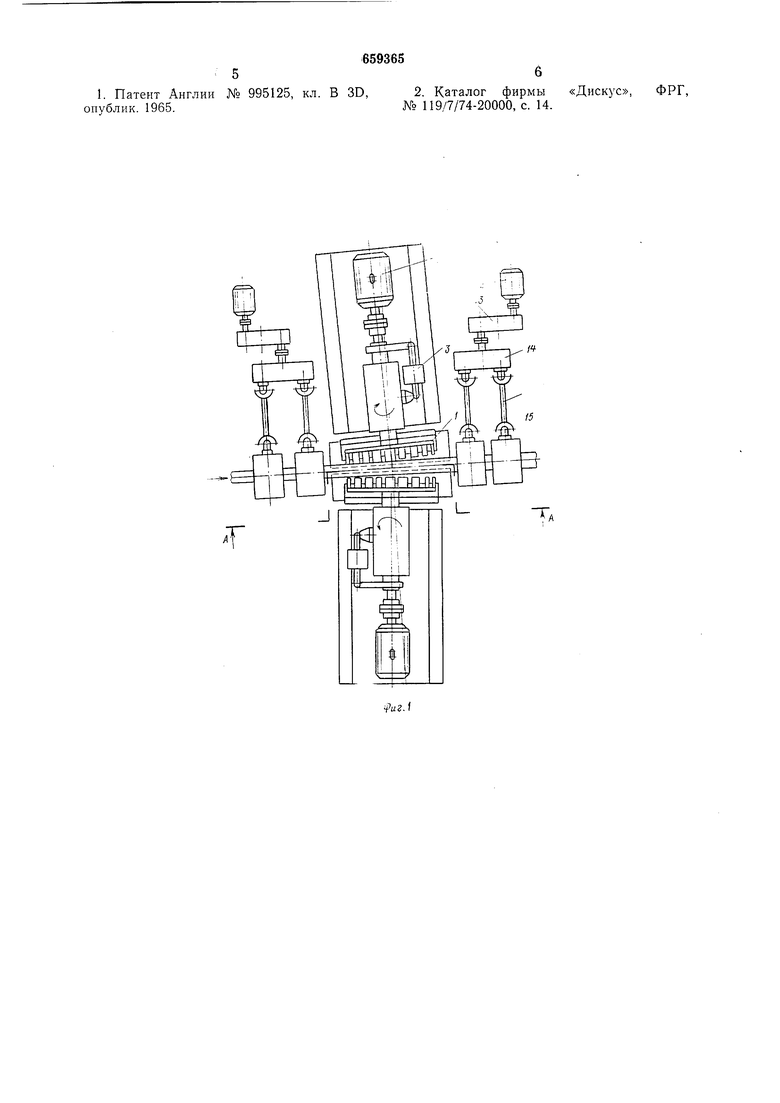
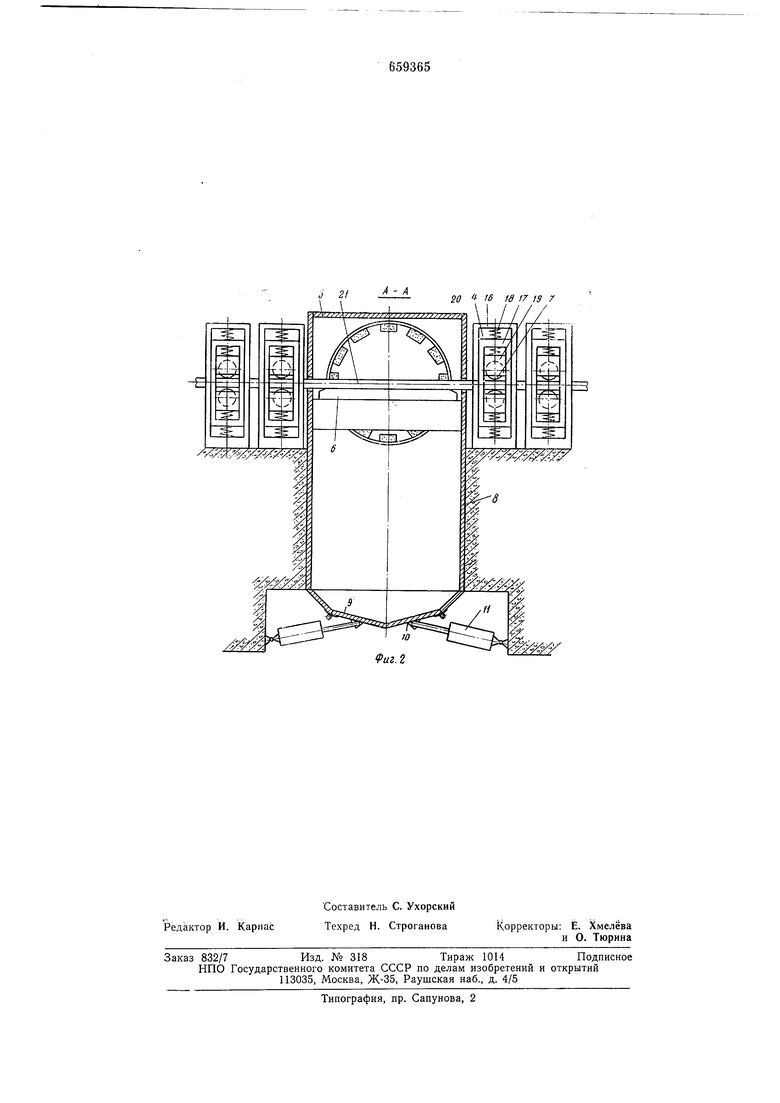
На фиг. 1 изображен общий вид предложенного устройства в плане; на фиг. 2 - разрез А-А.
Устройство содержит две шлифовальные головки 1, привод их вращения 2, механизмы 3 упругого прижатия инструмента к заготовке, механизмы 4 непрерывной подачи проката, закрытую камеру резания 5, неподвижную оиору 6 проката, плавающие ролики 7, шахту 8, бункер 9, шарнирную задвнлску 10, привод задвижки 11. Плавающие ролики имеют привод от электродвигателя 12 через редуктор 13, раздаточную коробку 14 и карданные валы 15. Механизм непрерывной подачи проката содержит станину 16, кассету 17, сжатую с двух сторон пружинами 18, две буксы 19 и две пружины 20.
Устройство работает следующим образом. Обрабатываемый прокат 21 нодается механизмом 4 непрерывной подачи в закрытую камеру резания 5 и наезжает своей нижней частью на неподвижную опору 6 проката, по которой скользит в течение всего времени обработки. Две шлифовальные головки 1, оснащенные торцовыми скоростными абразивными инструментами высокого давления и введенные в закрытую камеру резания с двух противоположных сторон обрабатываемого проката, расположены так, что плоскость вращения инструмента развернута под углом и симметрично к нродольной оси проката, а вращение шлифовальных головок направлено на опору. Ширина опоры имеет размер несколько меньший, чем ширина проката, и не мешает движению инструмента. Такое расположение шлифовальных головок и опоры проката позволяет создать постоянную зону резания, которая образуется с нижней стороны проката жесткой опорой и с двух боковых сторон взаимно уравновешивающимися шлифовальными головками, прижимающими прокат к опоре.
Для обеспечения одинаковой глубины
съема проката, ие зависящей от его кривизны, шлифовальные головки имеют механизм 3 упругого прижатия, выполненный в виде пневмоцилиндров, связанных с шлифовальными головками через рычажную систему.
Механизм 4 непрерывной подачи проката, установленный на входе и выходе закрытой камеры резания 5, обеспечивает непрерывное неремещение проката вдоль его продольной оси и, вместе с тем, независимо от кривизны проката позволяет самоустанавливаться ему на неподвижной опоре 6. Продольное перемещение проката осуществляют плавающие ролики 7, связанные с электродвигателем 12 через карданную передачу 15, раздаточную коробку 14 и редуктор 13. Прижатие роликов 7 к прокату происходит от пружин 20, которые опираются на кассету 17. Такая конструкция
обеспечивает постоянное усилие прижатия
и, следовательно, постоянное продольное
усилие перемещения.
С целью исключения «зависания проката над опорой при любой его кривизне, кассета 17 имеет возможность перемещаться от вертикали в пазах станины 16 и самоустанавливаться. Образующаяся в процессе зачистки
стружка попадает в бункер 9. Для охлаждения стружки имеется шахта 8, пролетая по которой стружка остывает до температуры, при которой не происходит ее спекание. Стружка из бункера выгружается порциями на транспортер. Удаление стружки происходит без остановки работы устройства.
Устройство позволяет производить сплошную зачистку двух сторон квадратной
заготовки в один проход с высокой производительностью и может быть встроено в автоматическую линию.
Формула изобретения
Устройство для абразивной обработки, содержащее две оппозитно расположенные торцовые шлифовальные головки, опорный элемент и камеру, установленную в зоне
обработки, отличающееся тем, что, с целью повыщения производительности устройства при зачистке проката, опорный элемент установлен в камере неподвижно, при этом устройство снабжено расположенным до и после камеры механизмом подачи проката, установленным с возможностью компенсации кривизны проката относительно опорного элемента, шлифовальные головки оснащены механизмом упругого прижатия, а камера - шахтой, оканчивающейся бункером, при этом высота шахты пропорциональна скорости остывания стружки без образования спека.
Источники информации,
принятые во внимание при экспертизе 1. Патент Англии № 995125, кл. В 3D, опублик. 1965.
«Дискус, ФРГ, 2. Каталог фирмы № 119/7/74-20000, с. 14.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной зачистки заготовок | 1977 |
|
SU1135611A1 |
| ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2399477C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Способ абразивной зачистки | 1978 |
|
SU1135612A1 |
| Обдирочно-шлифовальный станок | 1986 |
|
SU1431917A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДНИЩ | 2003 |
|
RU2251477C2 |
| Способ зачистки сварных швов | 1986 |
|
SU1386430A1 |
| Устройство для зачистки кромок обечаек | 1990 |
|
SU1738611A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПАЗОВ В ДЕРЕВЯННЫХ ДЕТАЛЯХ СРУБА | 1993 |
|
RU2071413C1 |
| Шлифовальное устройство для обдирки проката | 1975 |
|
SU596423A1 |
14j 2i
20 « « / /7 f9 7
Фиг. 2
