оо сд
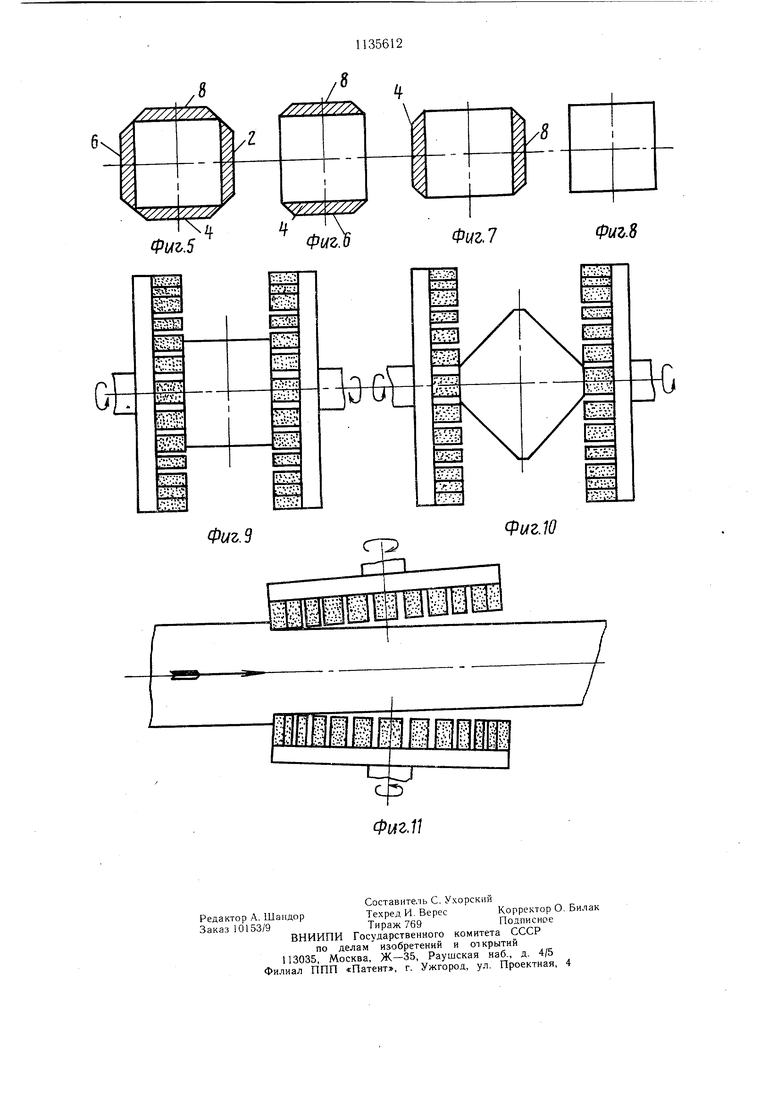
05 Изобретение относится к технологии сплошной зачистки прокатных заготовок прямоугольного сечения и может быть использовано преимущественно в металлургической проомышленности. Известен способ сплошной зачистки поверхностных дефектов заготовок прямоугольного сечения, при котором заготовка получает продольное перемешение, а две пары враш,аюш,ихся абразивных кругов совершают поперечное реверсивное движение в горизонтальном и вертикальном направлении, оставляя на заготовке зигзагообразный след 1. Способ не позволяет реализовать достигнутую в настоящее время производительность шлифовальных кругов из-за невозможности использования мошных приводов. Кроме того, способ применим только для одного заданного профиля заготовки. Известен также способ зачистки заготовок, при котором заготовка получает возвратно-поступательное движение, а обработка ведется периферией абразивного круга путем нанесения «строчек вдоль заготовки. Ось круга совпадает с направлением подачи. Каждый раз при появлении конца заготовки под абразивным кругом происходит изменение направления подачи на обратное и поперечное смешение круга на шаг «строчки. После зачистки одной грани и ребра происходит кантовка заготовки на следуюш,ую грань и цикл обработки повторяется 2. Способ не позволяет осуществить поточную обработку заготовок и требует значительного вспомогательного времени на их загрузку и выгрузку. При заданной глубине съема металла после обработки остаются впадины, которые есть не что иное, как излишне снятый металл. Для реверсирования заготовки требуются значительные мощности. Заготовка после обработки не сохраняет первоначального профиля из-за изменения скорости подачи на концах. Перечисленные недостатки в конечном итоге связаны с потерей производительности. Целью изобретения является увеличение производительности. Поставленная цель достигается тем, что согласно способу абразивной зачистки граней и ребер прокатной заготовки, преимущественно прямоугольного сечения, включающим вращательное движение инструмента, перемещение заготовки и ее кантовку, зачищают сначала попарно противоположные ребра, а затем противоположные грани. Зачистка вначале ребер, а затем граней заготовки позволяет уменьшить дугу контакта абразивного инструмента с заготовкой при обработке грани и за счет этого увеличить диапазон обрабатываемых сечений. На фиг. 1 показано сечение обрабатываемой заготовки; на фиг. 2-8 - технологический процесс зачистки; на фиг. 9 и 10 - схемы зачистки ребра и грани; на фиг. 11 представлена схема зачистки грани заготовки в плане. Схема зачистки ребра в плане аналогична. На заготовке в сечении (фиг. I) показаны: 1-е ребро I, Ья грань 2, 2-е ребро 3, 2-я грань 4, 3-е ребро 5, 3-я грань 6, 4-е ребро 7, 4-я грань 8. Технологический процесс зачистки четырех граней и четырех -ребер заготовки представляет собой последовательность операций зачистки и кантовки, которые производятся по мере продвижения заготовки транспортом: зачистка 2-х ребер - 1 и 5 (фиг. 2); кантовка на 90° (фиг. 3); зачистка 2-х ребер - 3-7 (фиг. 4); кантовка на 45° (фиг. 5); зачистка 2-х гранией - 2 и 6 (фиг. 6); кантовка на 90° (фиг. 7); зачистка 2-х граней - 4 и 8 (фиг. 8). Использование предлагаемого способа абразивной зачистки прокатных заготовок обеспечит возможность поточной зачистки заготовок в холодном или горячем состоянии с высокой производительностью, уменьшает дугу контакта абразивного инструмента с заготовкой при обработке грани заготовки, увеличивает диапазон обрабатываемых сечений заготовок и выход годного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ зачистки заготовок проката | 1987 |
|
SU1444011A2 |
| Кантователь квадратных заготовок | 1988 |
|
SU1570816A1 |
| Устройство для абразивной зачистки заготовок | 1977 |
|
SU1135611A1 |
| Устройство для абразивной обработки | 1977 |
|
SU659365A1 |
| Способ зачистки заготовок проката | 1984 |
|
SU1255230A1 |
| Кантователь плоских заготовок на 180 @ | 1988 |
|
SU1667975A1 |
| ШЛИФОВАЛЬНО-ОБДИРОЧНЫЙ СТАНОК | 1964 |
|
SU222895A1 |
| Способ получения сортового проката | 1989 |
|
SU1659136A1 |
| Способ производства листового проката | 1989 |
|
SU1680401A1 |
| СПОСОБ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449875C1 |
СПОСОБ АБРАЗИВНОЙ ЗАЧИСТКИ вращающимся абразивным инструментом, включающий перемещение заготовок и их кантовку, отличающийся тем, что, с целью увеличения производительности, зачищают сначала попарно противоположные ребра, а затем противоположные грани.
Фыг.
(ригЛО
С
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Накопитель информации для оптоэлектронного запоминающего устройства | 1981 |
|
SU995125A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЭЛЕКТРОТЕРМОМЕХАНИЧЕСКИИ РАБОЧИЙ ОРГАН ГОРНОГО | 0 |
|
SU369259A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
