00
ю.
О5 4;:
СО
Из(збретеиие относится к области механической обработки срариых швов н может быть использовано .при зачистке усилений па продольных сг(арных швах DO внутренней поверхности обечаек большого диаметра абразивным кругом.
Целью изобретения является повьпие- ниё точности зачистки продольных швов внутренней цилиндрической поверхности обечаек,
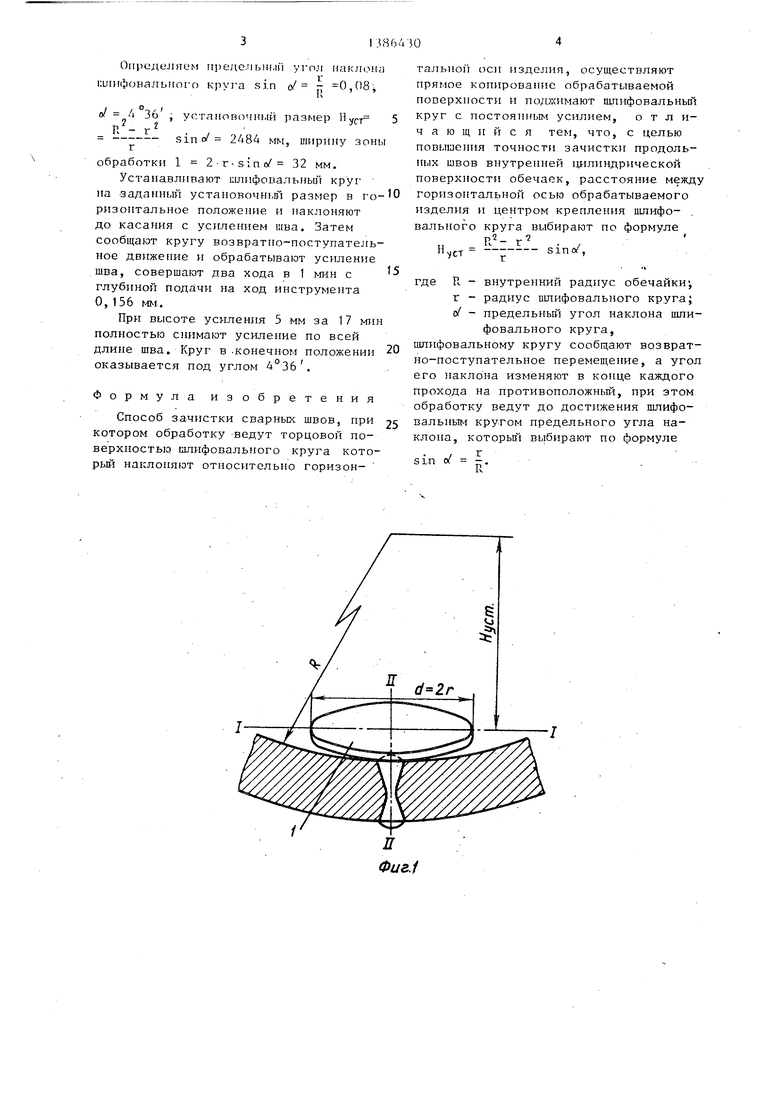
На фиг,1 изображено расположение инструмента в цилиндрической обечайке на фиг.2 - шлифовальная головка с инструментом при поступательном движении; на фиг.З - то же, при возврат ном движении,
Снятие усиления осуществляют торцовой поверхностью шпифовального кру- га 1, которьш имеет возможность совершать поступательное перемещение под углом в направлении обработки образованным упругим элементом 2, размещённым на шлифовальной головке 3, и изменения наклона на противоположное при возвратном движении упругим элементом 4.
Упругие элементы 2 и 4 прижимают круг к обрабатываемой поверхности с постоянной ,силой действия, равной заданной силе резания, и создают систему равновесия в механизме прижима. В случае нарушения равновесия в упругих элементах 2 или 4 круг 1 изменяет наклон, за счет чего производят прямое самокопирование контура изделия. Совпадение кривизны обрабатываемой поверхности с профилем внутренней поверхности изделия при увеличении глубины врез-апия осуществляют путем постепенного приближения с каждым проходом за счет изменения угла на-, клона щлифовального, круга при постоянном установочном расстоянии, опре-
деляемом по формуле
р - Нч,гт ------ sin о/ ,
уст
при котором шлифовальный круг, буду- 50 чи наклоненным на угол с/ , зависящим . от радиуса шлифовального круга (г) и внутреннего радиуса изделия (R), обрабатывает внутреннюю поверхность цилиндрического изделия не по окруж- 55 ности, а по эллипсу (эллипс обработки), т.е. по проекции окружности на плоскость, проходящей под углом, равным уг лу наклона шпифоплльнси-о кругл
1г sin of -. Зона контакта крут а со
UIBOM пертюначально ли11е1 1пая, с кажды проходом расширяется по кривг)й, достигая размера зоны обработки, охватывающей ширину шва и околошовную зону связанную соотношением с радиусом шлфовального круга и углом его наклона 1 2г sino.
Зачистку сварных щвов по предлагаемому способу производят следующим образом.
Лбраз1гвньи 1 круг 1 устанавливают горизонтально относительно оси над швом и центр круга размещают по оси II-II на расстоянии центр изделия.
Упругим элементом 2, например пневмоцилиндром, размещенным на шлифовальной головке 3, поворачивают круг 1 вокруг оси I-I в направлении обработки до соприкосновения с no-i верхностью усиления шва. При поступательном движении, головки 3 круг 1 наклоняется под углом, и постоянно поджимается упругим элементом 2 к поверхности обработки с усилием, не превышающим усилие резания. В конце прохода упругим элементом 4 разворачивают круг относительно оси I-I. в противоположную сторону и при возвратном движении головки 3 круг постоянно прижимают упругим элементом 4 к обрабатываемой поверхности до конца прохода под углом о. Цикл повторяется. БJlaгoдapя наклону круга 1 относительно образующих цилиндрической поверхности и.зделия обработку ведут по эллипсной кривой, .за первое число проходов круг 1 устанавливают на угол, при котором ширина обра:ботки н превышает ширины шва вместе с околошовной зоной. I. .
Обработку прекращают при достижении равенства углов о/, о/ ,
Пример. Производили снятие усиления шва на обечайке обработкой с двойным ходом: внутренний диаметр обечайки 5000 мм длина обечайки 4000 мм высота усиления шва 5 мм, шлифовальный круг 400 MMi -скорость вращения круга 1500 об/мин скорость продольной подачи круга 8 M/M1IH-, материал обечайки. Ст. 15Х2Н11ФЛнезакаленная подача- на глубину, на ход инструмента О,156 мм.
Определяем предельнмй yi-oji паклот кшифоиалького круга sin о/- - 0,08
/ /
о/ / 36 , устлиов(1чиый размер
R - г sino 2Д84 мм, ширину зоны
обработки 1 2-г-sin с/ 32 мм.
Устанавливают шлифовальньи г круг на заданный установочный размер в горизонтальное положение и наклоняют до касания с усилением ива. Затем сообщают кругу возвратно-поступате;гь- нос движение и обрабатывают усиление шва, совершают два хода в 1 t-fHH с
глубиног подачи на ход инструмента 0,156 №1.
При высоте усиления 5 мм за 17 мин полностью снимают усиление по всей длине шва. Круг в .конечном положении оказывается под углом 4°3б .
Формула изобретения
Способ зачистки сварных швов, при котором обработку ведут торцовой поверхностью шлифовального круга кото- рьш наклоняют относительно горизонтально оси издeJ иn, осу1цествляют прямое копирование обрабатываемой поверх 1ости и поджимают шлифовальньй круг с постоя 1нь м усилием, отличающийся тем, что, с целью повыше 1ия точности зачистки продольных швов внутренней ушиндрической поверх ости обечаек, расстояние межд горизонтальной осью обрабатываемого изделия и центром крепления лифо- . вального круга выбирают по формуле
И
г
ст
sine/,
где R. - внутренний радиус обечайки , г - радиус 1шифовального круга; о/ - предельный угол наклона 1шифовального круга,
шлифовальному кругу возвратно-поступательное перемещение, а угол его наклона изменяют в конце каждого прохода на противоположный, при этом обработку ведут до достижения шлифо- кругом предельного угла наклона, которьй выбирают по формуле
, г sin « -.
iv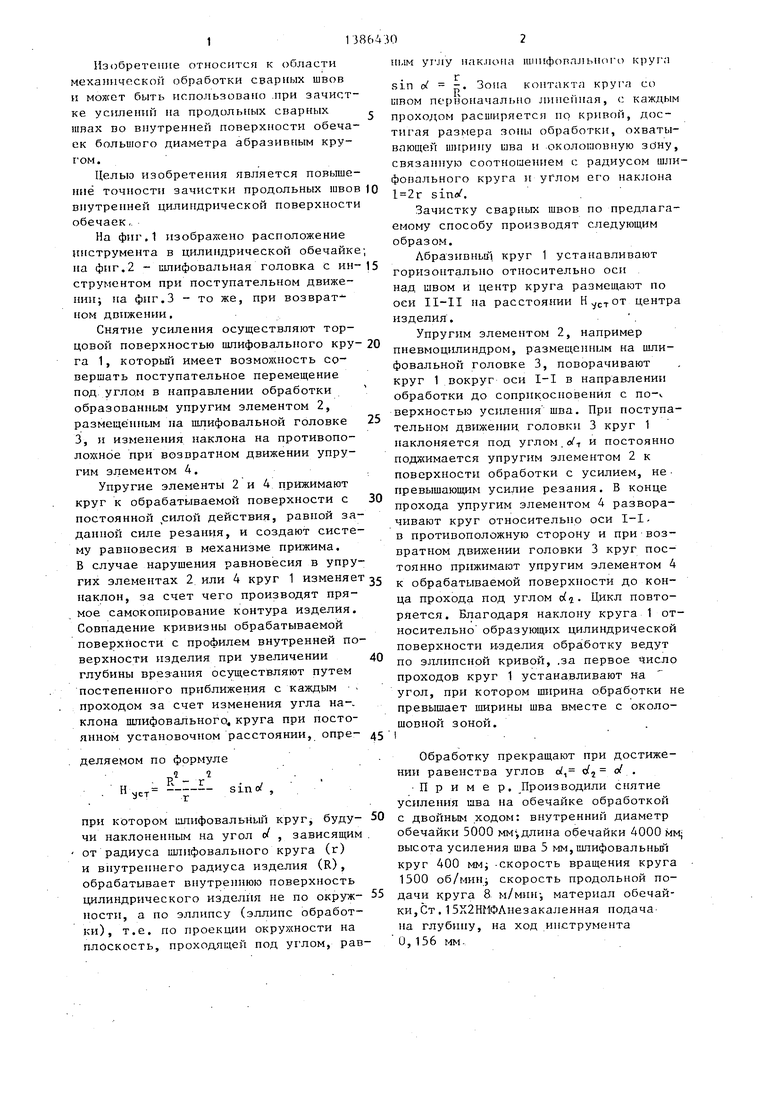
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки поверхностей и снятия усиления сварных швов обечаек | 1981 |
|
SU973255A1 |
| Устройство для зачистки кромок обечаек | 1990 |
|
SU1738611A1 |
| СПОСОБ РЕМОНТА КОРРОДИРОВАННОГО СВАРНОГО СОЕДИНЕНИЯ | 2000 |
|
RU2177393C2 |
| УСТРОЙСТВО для АБРАЗИВНОЙ ОБРАБОТКИ ВНУТРЕНИИХ | 1972 |
|
SU340518A1 |
| Устройство для зачистки сварных швов цилиндрических изделий | 1986 |
|
SU1399088A1 |
| Устройство для зачистки сварных швов | 1981 |
|
SU986741A1 |
| Устройство для обработки швов цилиндрических изделий | 1986 |
|
SU1437193A1 |
| Устройство для обработки внутреннихпОВЕРХНОСТЕй ТЕл ВРАщЕНия | 1979 |
|
SU841920A1 |
| Устройство для зачистки сварных швов | 1986 |
|
SU1371801A1 |
| Фрезерно-зачистное устройство | 1988 |
|
SU1569104A1 |
Изобретение относится к области механической обработки, в частности к зачистке продольных внутренних швов обечаек большого радиуса абразивным кругом. Цель - повьшгение точности зачистки продольных швов внутренней цилиндрической поверхности обечаек. Это достигается тем, что прямое копирование осуществляют непосредственно обрабатываемым шлифовальньп- кругом, которьп устанавливают в -наклолное положение до касания с усилением сварного шва обечайки, и изменяют угол наклона при каясдом проходе, выдерживая постоянным установочный размер, которьп определяют по формуле (к -г)/г -31по(,где R - радиус обрабатываемой обечайки; г - радиус инструмента (ишифовальный круг); d- предельньц угол наклона инструмента. Предельный угол наклона определяют из соотношения sin . 3 ил.
Фиг.2
f
I Ш П
I I
Фиг.З
| ПЕРЕДВИЖНОЙ ОБДИРОЧНО-ЗАЧИСТНОЙ СТАНОК | 0 |
|
SU336144A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
