1
Изобретение отноеится к области обработки металлов давлением и может быть исиользовано для унрочияющеи обработкн илоских поверхностей, например нешироких лент, служащих заготовками для вту.лок ириводных втулочно-роликовых цепей.
Известио устройство для обработки плоских иоверхиостей виброобкатывалием, которое содержит корпус с подвижной кареткой, несущей иакатники и связанной с зксцентриковым Л1еханизмом 1.
Недостатком этого лстройства является невозможность регулирования усилия деформации и невысокая производительность.
Наиболее близким по технической сущности и достигаемому результату к иредложениому изобретению является устройство для обработки виброобкатывапием илоских поверхностей, содержащее накатиики, уетаиовлеииые на подпружиненных штоках и закрепленные посредством эксцентриковых втулок в каретке, установленной с возможностью перемси1,ения от привода в направляющих корпуса 21.
Однако это устройство не позволяет регулировать усилие деформирования з ироцессе обработки и поэтому невозможно получить заданный нрофиль поперечного еечения заготовки, что снижает качество изделий.
Целью изобретения является повышение 1сачества изделий. Поставленная цель достигается за счет того, что предлагаемое устройство снабжено плунжерами ио числу накатников, опираюидимися одним своим концом на пружины щтоков накатников и имеющими ролик на другом конце, и обоймами, причем экецеитричные втулки установлены в обоймах, корпус выполнен
с копирами, контактирующими с роликами плунжеров, а каретка выполнена с продольным сквозным пазом, в котором размещены обойма с возможностью регулировочного перемещення. Кроме этого, обоймы
зафиксированы относительно каретки. Устройство может быть снаблчено промежуточными втулками, усгановлениымн в эксцентричных втулках.
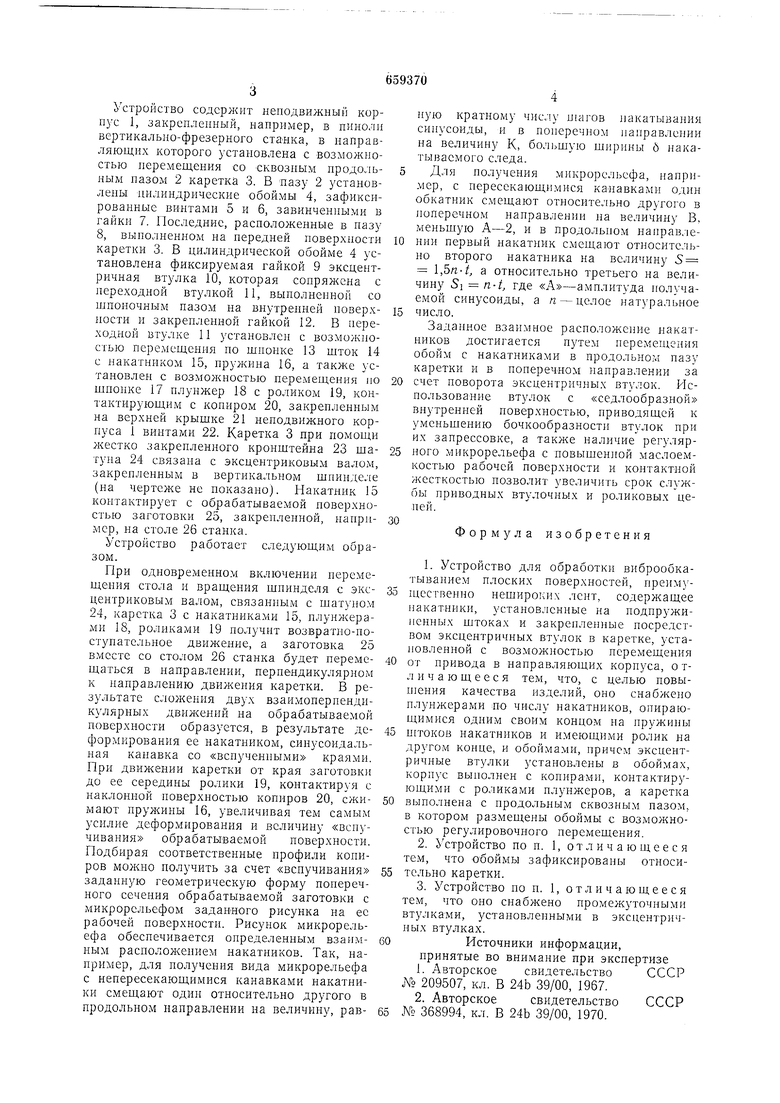
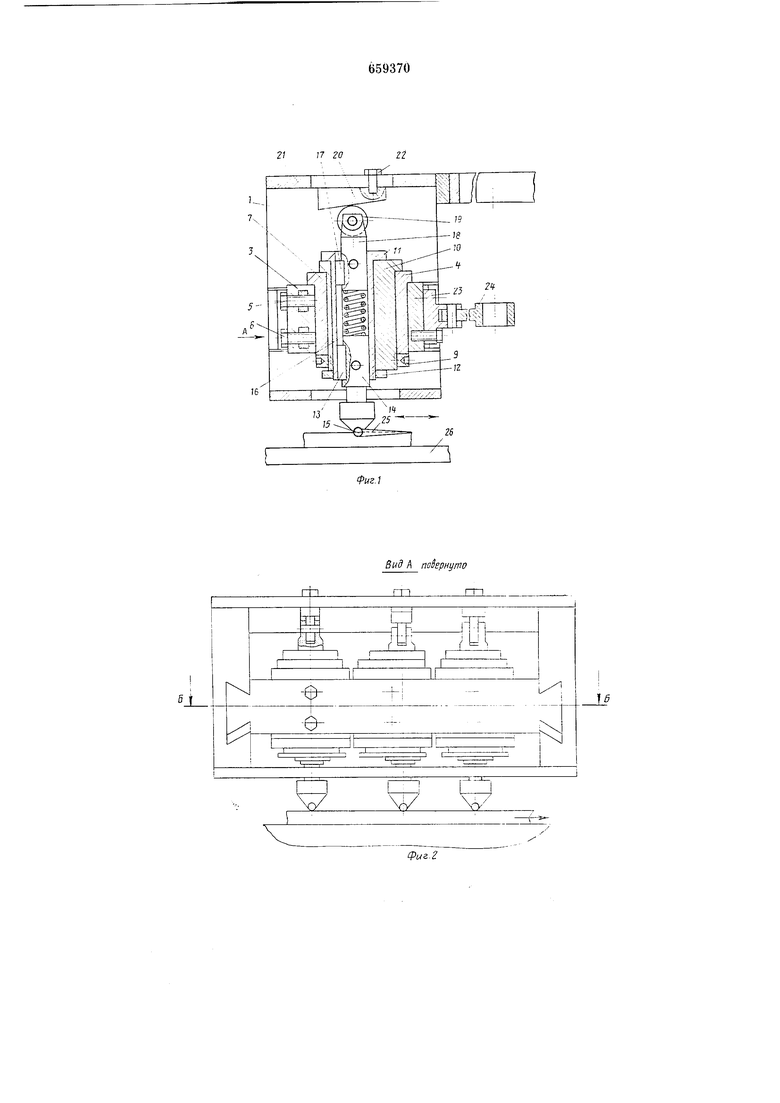
Па фиг. 1 предетавлено предлагаемое устройство, общий вид, разрез; на фиг. 2 - вид ио стрелке А на фиг. 1; на фиг. 3 - сечение по Б-Б фиг. 2; на фиг. 4 - схема образования оиределеиного вида микрорельефа и соответствующее взаимное расположение накатников; на фиг. 5 - форма поперечиого сечения ленты, полученная за ечет изменения усилия вибронакатывания; на фиг. 6 - втулка, изготовленная из вибронакатной ленты. Устройство содержит неподвижный корпус 1, закрепленный, например, в пниолн вертикально-фрезерного станка, в направляющих которого установлена с возможностью перемещения со сквозным продольным пазом 2 каретка 3. В пазу 2 установлены цилиндрические обоймы 4, зафиксированные винтами 5 и 6, завинченными в гайки 7. Последние, расположенные в назу 8, выполненном на передней новерхности каретки 3. В нплиндрической обойме 4 установлена фиксируемая гайкой 9 эксцентричная втулка 10, которая сопряжена с переходной втулкой 11, выполненной со шпоночным пазом на внутренней новерхности и закрепленной гайкой 12. В переходной втулке И установлен с возможностью нере.мещения по шпонке 13 щток 14 с накатником 15, пружнна 16, а также установлен с возможностью перемещения но щцонке 17 плунжер 18 с роликом 19, контактирующим е кониром 20, закренленным на верхней крышке 21 неподвижного корпуса 1 винтами 22. Каретка 3 при помощи жестко закрепленного кронштейна 23 шатуна 24 связана с эксцентриковым валом, закрепленным в вертикальном шнинделе (на чертеже не показано). Накатник 15 контактирует с обрабатываемой новерхностью заготовки 25, закрепленной, например, на столе 26 станка. Устройство работает следующим образом. При одновременном включении перемещения стола и вращения щнинделя с эксцентриковым валом, связанным с шатуном 24, каретка 3 с накатннками 15, нлунжерами 18, роликами 19 нолучит возвратно-ноступательное движение, а заготовка 25 вместе со столом 26 станка будет перемещаться в направлении, пернендикулярном к нанравлению движения каретки. В результате сложения двух взанмоперпендикулярных на обрабатываемой новерхности образуется, в результате деформирования ее накатником, синусоидальная канавка со «вснученными краями. При движении каретки от края заготовки до ее середины ролики 19, контактируя с наклонной поверхностью копиров 20, сжимают пружины 16, увеличивая тем самым усилие деформирования и величину «вснучивания обрабатываемой поверхности. Подбирая соответственные профили копиров можно получить за счет «вспучивания заданную геометрическую форму поперечного сечения обрабатываемой заготовки с микрорельефом заданного рисунка на ее рабочей поверхности. Рисунок микрорельефа обеспечивается определенным взаимным расположением накатников. Так, папример, для получения вида микрорельефа с непересекающимися канавками накатники смещают один относительно другого в продольном нанравлении на величину, равпую кратному числу HiaroB накатывания синусоиды, и в нонеречном направлении на величину К, большую щирины 6 накатываемого следа. Для получения микрорельефа, нанри.мер, с пересекающимися канавка МИ один обкатник смещают относительно другого в поперечном нанравлении иа величину В, меньшую А-2, и в продольном направлеНИИ первый накатник смещают отиосител)но второго накатника на величину 5 l,5n-t, а относительно третьего на величину Si n-t, где «А -амплитуда получаемой синусоиды, а п - целое натуральное число. Заданное взаимное расположение накатников достигается путем неремен1ения обойм с накатниками в продольном пазу каретки и в поперечном направлении за счет поворота эксцентричных втулок. Использование втулок с «седлообразной внутренней новерхностью, нриводящей к уменьшению бочкообразности втулок при их запрессовке, а также наличие регулярнего микрорельефа с повышенной маслоемкостью рабочей поверхности и контактной жесткостью позволит увеличить срок службы приводных втулочных и роликовых цепей. Формула изобретения 1.Устройство для обработки виброобкатыванием плоских поверхностей, преимущеетвенно нешироких лент, содержащее накатники, установленные на подпружиненных штоках и закрепленные посредством эксцентричных втулок в каретке, установленной с возможностью перемещения от привода в направляющих корпуса, отличающееся тем, что, с целью повышения качества изделий, оно снабжено нлунжерами но числу накатников, опирающимися одиим своим концом на пружины штоков накатников и имеющими ролик на другом конце, и обоймами, причем эксцентричные втулки установлены в обоймах, корпус выполнен е копирами, контактирующими с роликами илунжеров, а каретка выполнена с продольным сквозным пазом, в котором размещены обоймы с возможностью регулировочного перемещения. 2.Устройство но и. 1, отличающееся тем, что обоймы зафиксированы относительно каретки. 3.Устройство но п. 1, отличающееся тем, что оно снабжено промежуточными втулками, установленными в эксцентричных втулках. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 209507, кл. В 24Ь 39/00, 1967. 2.Авторское свидетельство СССР Л 368994, кл. В 24Ь 39/00, 1970.
2/П 20
22
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления свертной втулки из ленты | 1976 |
|
SU589484A1 |
| Устройство для ориентации втулок при сборке | 1977 |
|
SU722725A1 |
| Устройство для обработки винтовых профилей | 1975 |
|
SU538794A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Устройство для обработки плоских поверхностей | 1986 |
|
SU1428566A1 |
| Устройство для орбитальной сваркиТРЕНиЕМ | 1979 |
|
SU814627A1 |
| Автомат для изготовления пружинных колец из винтовых пружинных заготовок | 1985 |
|
SU1278085A1 |
| СПОСОБ ВИБРООБКАТЫВАНИЯ | 2009 |
|
RU2421321C2 |
| Комбинированный инструмент | 1985 |
|
SU1252146A1 |
| ЭЛЕКТРИЧЕСКАЯ ВИБРОГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2009 |
|
RU2421320C2 |
1 7ч
/
Щ
-«
и
;о:
Ж
|г
1
1
Йи5 Л повернуто
УГ
JH
Т5
