Изобретение относится к области механосборочных работ, в частности к устройствам для ориентации и сборки деталей типа свертна втулка-пластина, например при сборке приводных пластинчатых цепей, втулки которых выполнены с радиальными отверстиями или с частично раскрытым с внутренней стороны швом, и с целью исключения линейного контакта валика со швом втулки они ориентированы свертным швом во внутрь звена. Известно устройство для ориентации втулок при сборке преимушественно приводных втулочных и роликовых цепей rta конвейерных линиях, содержащее опору для размецхения втулок и подачи их в зону сборки, полые фиксаторы втулок, расположенные на цепном конвейере вертикально к опоре с возможностью осевого перемещения 1. Однако указанное устройство не обеспечивает ориентацию втулок в процессе сборки вследствие непрерывного движения втулки, устанавливаемой на конвейере сборки. Цель изобретения - повысить производительность и качество сборки путем совмещения операции ориентации и транспортировки втулок. Это достигается тем, что предлагаемое устройство снабжено плоским кулачком, размещенным в зоне перемещения фиксаторов втулок, каждый из которых снабжен пластинчатыми пружинами с их фиксаторами, плунжером со штоком, расположенным в полости фиксатора, и установленными на штоке, подпружиненным относительно плунжера и фиксатора втулок стаканом с головкой, контактирующей с копиром, при этом на поверхности фиксатора втулок, в месте их расположения выполнены продольные сквозные прорези для пластинчатых пружин, одни концы которых жестко соединены с фиксатором втулок, а другие -с плунжером. Кроме того, головка стакана выполнена в виде сегментной пробки с хвостовиком или в виде ролика, закрепленного на стакане, а стакан - составным в виде расположенных одна в другой втулок, охватывающих фиксатор, жестко связанных между собой винтами, установленными в пазах фиксатора втулок с возможностью перемещения по ним.
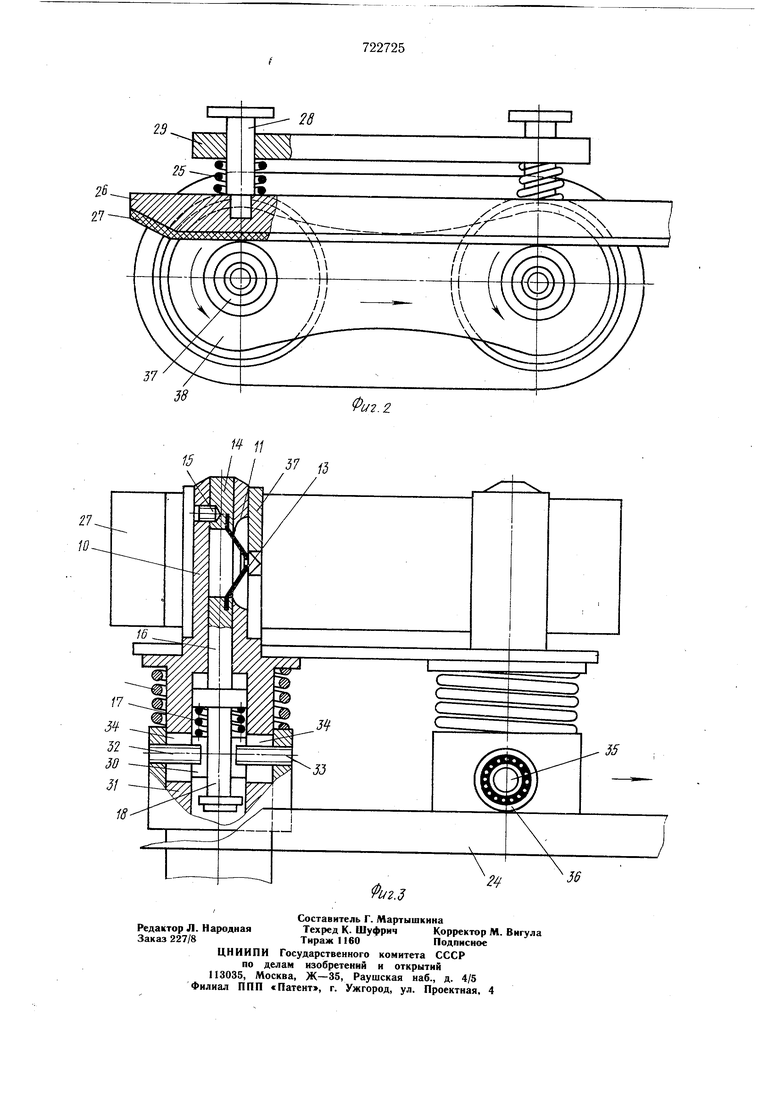
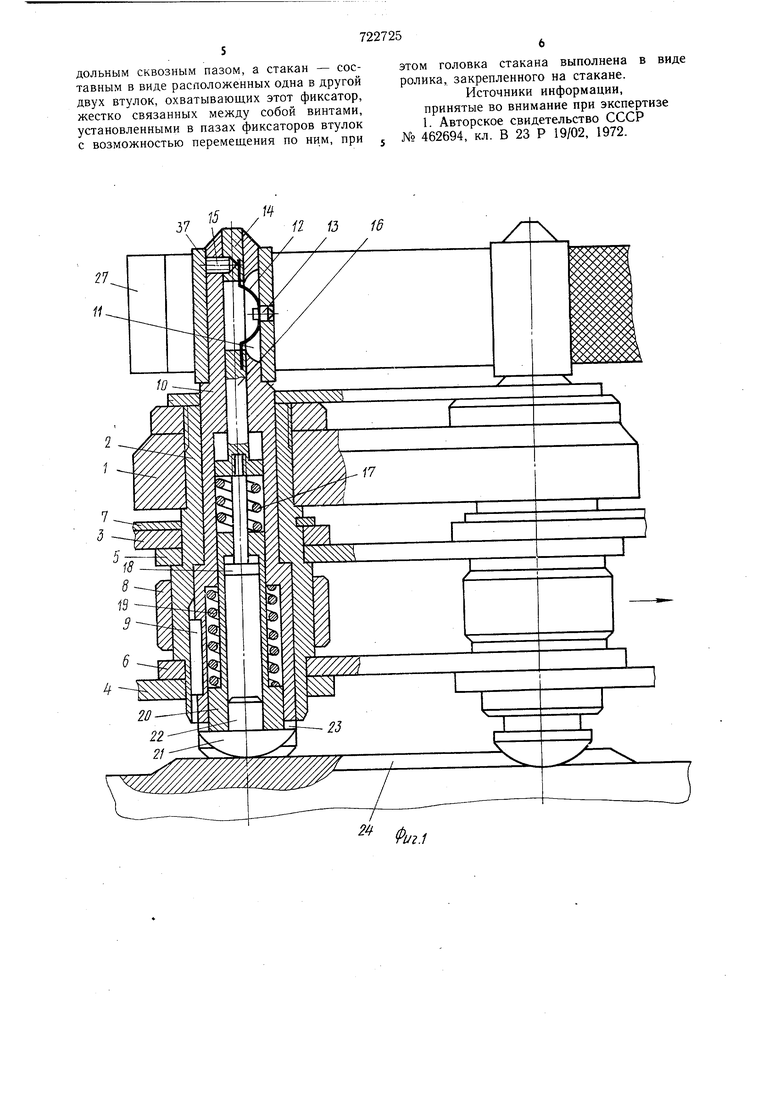
На фиг. 1 показано предлагаемое устройство; на фиг. 2 - то же, план; на фиг. 3 - вариант исполнения.
Устройство состоит из основания 1, в котором установлен вертикальный полый корпус 2, закрепляемый при помощи наружных пластин 3, 4, внутренних пластин 5, 6, фиксируемых упругой шайбой 7 на сборочном движущемся конвейере. На корпусе установлен ролик 8, контактирующий с зубом приводной звездочки (на чертеже не показана).
Внутри полого корпуса 2- подвижно по шпонке 9 установлен полый фиксатор 10 втулок, в верхней части которого с внутренней стороны звена выполнена сквозная прорезь 11, где размещена пластинчатая пружина 12 со щупом 13.
Верхний конец фигурной пружины 12 жестко установлен в заглушке 14, фиксируемой винтом 15, а нижний конец жестко связан с подвижным плунжером 16, который посредством пружины 17 и штока 18 соединен с подпружиненным от фиксатора 10 втулок пружиной 19 стаканом 20 с сегментной головкой 21 с хвостовиком 22, запрессованным в стакан 20 и находящейся в пазу 23 и контактирующая с кулачком 24.
На определенной высоте от основания размещена подвижно подпружиненная пружинами 25 планка 26 с поверхностью трения 27. Планка 26 установлена на подвижных направляющих 28, размещенных в плите 29.
При другом варианте кинематической связи подвижного плунжера 16 с плоским, кулачком 24 стакан выполнен в виде двух втулок 30 и 31, жестко соединенных одна с другой винтами 32, 33, которые пропущены через сквозные пазы 34 фиксатора 10 втулок.
На втулке 31 установлены оси 35, на которых закреплен (ролик) подшипник 36, контактирующий с плоским кулачком 24.
Устройство для ориентации втулок при сборке приводных втулочных и роликовых цепей работает следующим образом.
На позиции загрузки втулка из накопителя, например, трубчатого попадает на фиксатор 10 втулок, движущийся вместе с конвейером. В определенный момент времени движущаяся вместе с фиксатором ориентируемая втулка 37 входит в контакт с подпружиненной поверхностью трения 27 и начинает вращаться относительно своей оси, но в то же время сегмент 21 или подшипник 36 находит на плоский кулачок 24 и этим сжимает пружины 17 и 19, что в свою очередь приводит к дополнительной деформации упругого элемента 11 и щуп 13 проскальзывает по внутренней поверхности вращающейся ориентируемой втулки.
В момент попадания под щуп 13 отверстия или несколько раскрытого с внутренней стороны втулки свертного щва сдеформированная пружина 17 разжимается и щуп 13,
входя в отверстие или раскрытый стык ориентируемой втулки 37, зафиксирует ее в заданном положении, заставляя скользить по фрикционной поверхности. На позиции запрессовки втулки 37 в пластину 38 сегмент 21 или подщипник 36 сходит с кулачка 24, пружины 19 разжимаются и при этом шток 18 под действием толкателя 20 или втулки 30 перемещается вниз и через плунжер выводит щуп из контакта с отверстием или щвом, после чего сориентированная втулка запрессовывается в пластину.
При подходе другой пары фиксаторов на позицию подачи втулок цикл работы устройства повторяется.
Отечественные технологические процессы сборки приводных втулочно-роликовых цепей не предусматривают ориентации втулок.
Исключение возможного линейного контакта щва втулки 37 с валиком позволяет повысить износостойкость в зависимости от шага цепи в среднем на 15 - 25%.
Таким образом, применение предложенного устройства в роторно-конвейерных линиях сборки цепей обеспечит ориентацию втулок, что приведет к повышению долговечности цепей и экономическому эффекту в их эксплуатации.
Формула изобретения
1. Устройство для ориентации втулок на сборке, преимущественно приводных втулочных и роликовых цепей на конвейерных линиях, содержащее опору для размешения втулок и подачи их в зону сборки, полые фиксаторы втулок, расположенные на цепном конвейере вертикально к опоре с возможностью осевого перемещения, отличающееся тем, что, с целью повышения производительности и качества сборки путем совмещения операции ориентации и транспортировки втулок, оно снабжено плоским кулачком, размещенным в зоне перемещения фиксаторов втулок, каждый из которых снабжен пластинчатыми пружинами с их фиксаторами, плунжером со штоком, расположенным в полости фиксатора, и установленным
на Ц1токе, подпружиненным относительно плунжера и фиксатора втулок стаканом с головкой, контактирующей с копиром, при -этом на поверхности фиксатора втулок, в месте их расположения, выполнены продольные сквозные прорези для пластинчатых пружин, одни концы которых жестко соединены с фиксатором втулок, а другие - с плунжером.
2.Устройство по п. 1, отличающееся тем, что головка стакана выполнена в виде
сегментной пробки с хвостовиком, расположенным в стакане.
3.Устройство по п. 1, отличающееся тем, что фиксатор втулок выполнен с продольным сквозным пазом, а стакан - составным в виде расположенных одна в другой двух втулок, охватывающих этот фиксатор, жестко связанных между собой винтами, установленными в пазах фиксаторов втулок с возможностью перемещения по ним, при
этом головка стакана выполнена в виде ролика, закрепленного на стакане. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 462694, кл. В 23 Р 19/02, 1972.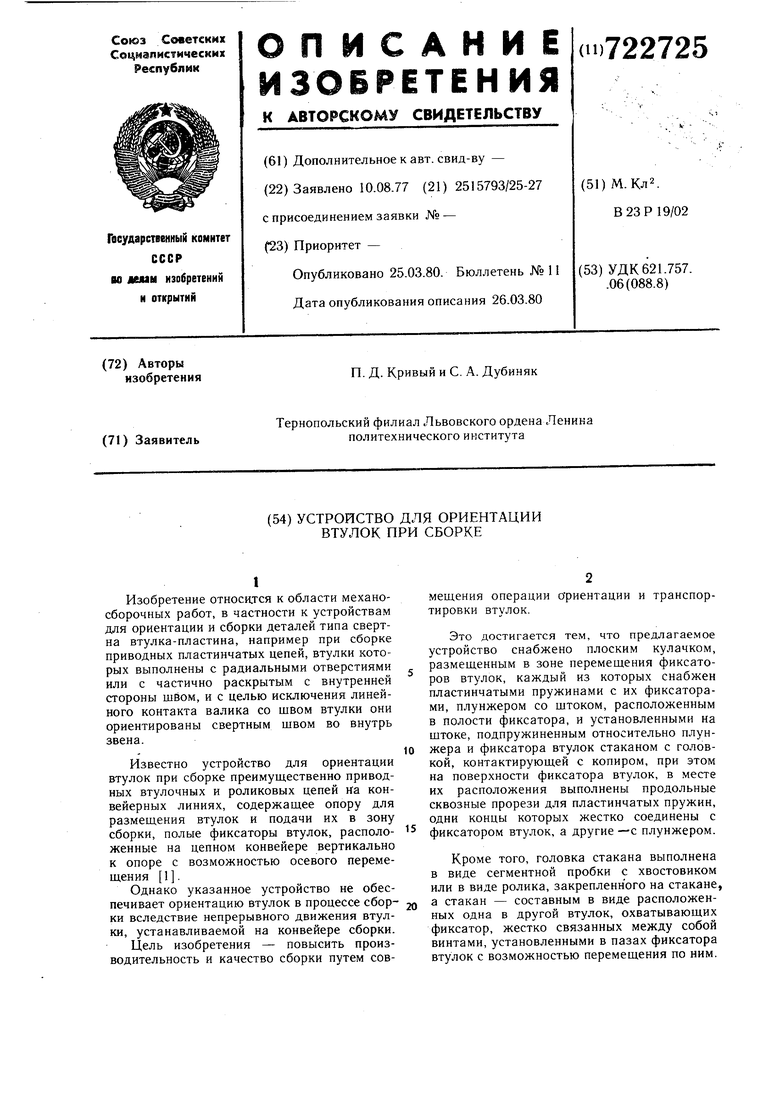
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат сборки внутренних звеньев втулочнороликовых цепей | 1981 |
|
SU958034A1 |
| Устройство для сборки прессовых соединений деталей типа "вал-втулка | 1976 |
|
SU733952A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ И ОРИЕНТАЦИИ ЦИЛИНДРИЧЕСКИХ ВТУЛОК | 2003 |
|
RU2257993C1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Роторно-конвейерная линия для сборки комплекта деталей | 1985 |
|
SU1393575A1 |
| ЦЕПЬ ПРИВОДНАЯ ПЛАСТИНЧАТАЯ, ИМЕЮЩАЯ ОТКРЫТЫЕ ШАРНИРЫ КАЧЕНИЯ С ЦИЛИНДРИЧЕСКОЙ ФОРМОЙ ЭЛЕМЕНТА ЗАЦЕПЛЕНИЯ | 2009 |
|
RU2472049C2 |
| Ротор ориентации втулок при сборке внутренних звеньев цепи | 1978 |
|
SU764823A1 |
| Автоматическая роторно-конвейерная линия для сборки медицинской иглы однократного применения | 1990 |
|
SU1775266A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Роторная машина для сборки блоков втулочных и роликовых цепей | 1977 |
|
SU668758A1 |