рычагов; свооодиый конец каждого из которых имеет клиновидную форму.
Зубья каждой пары снаренных зубчатых ножей имеют в поперечном сечении форму клина.
Зубчатые ножи каждой пары соединены между собой с возможностью продольного перемещения относительно друг друга. Привод режущего органа выпол1нен в виде нневмоцилиндров, непосредственно со штоками которых щариирно соединена верхняя пара нолсей, а нижняя пара ножей соединена с гсми же штоками при иомощи цепей и от,ллоня ощих звездочек.
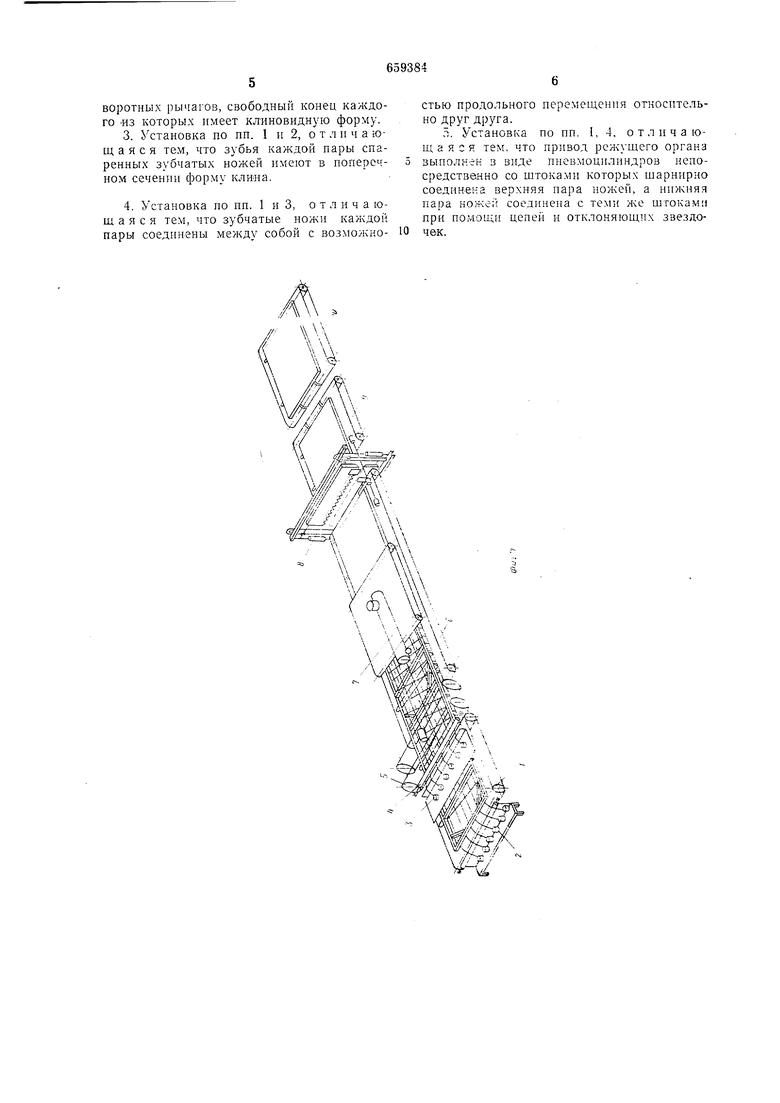
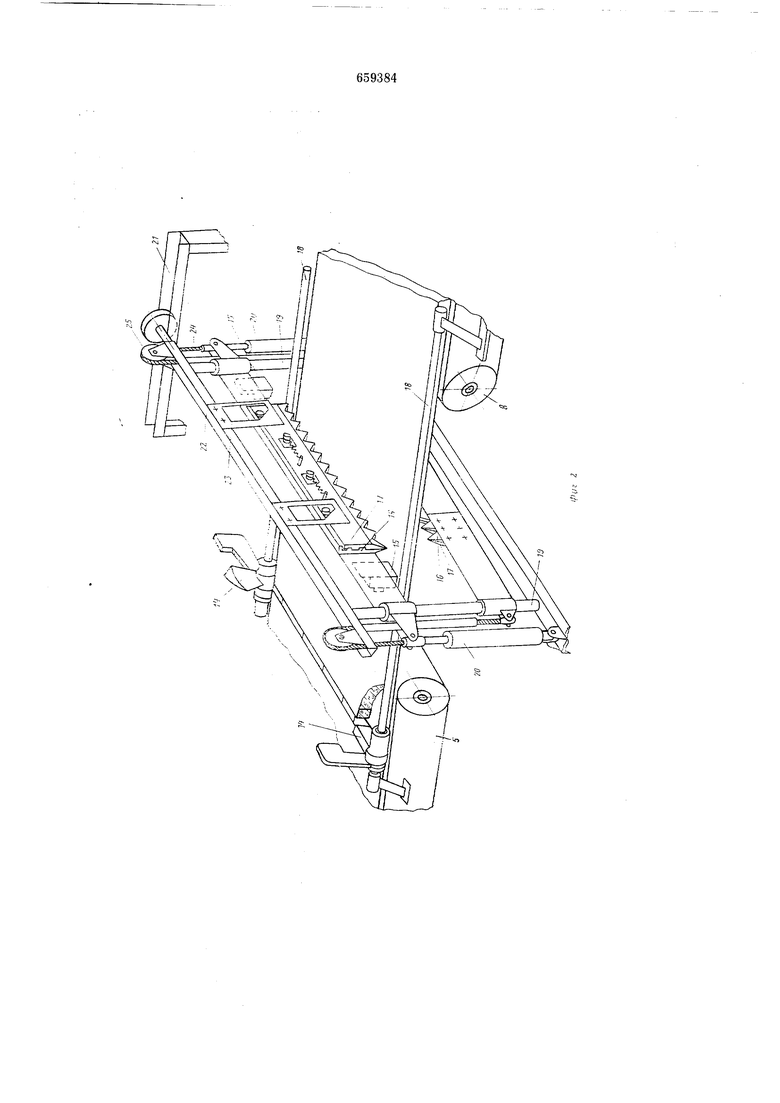
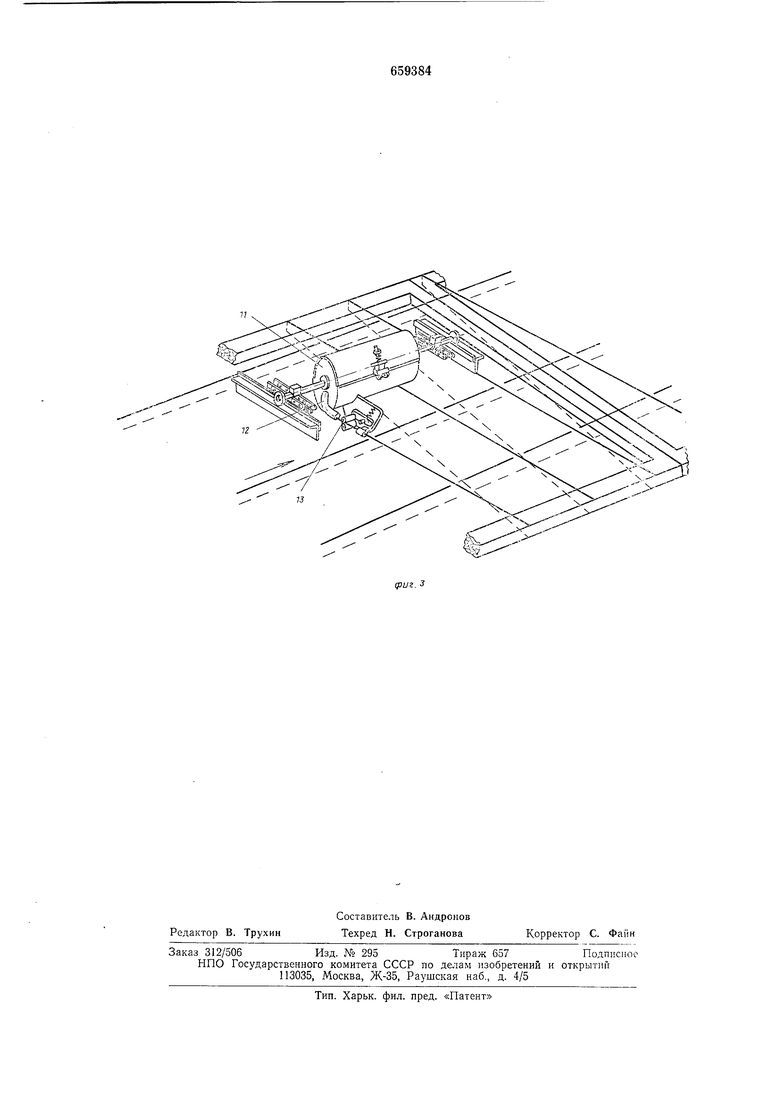
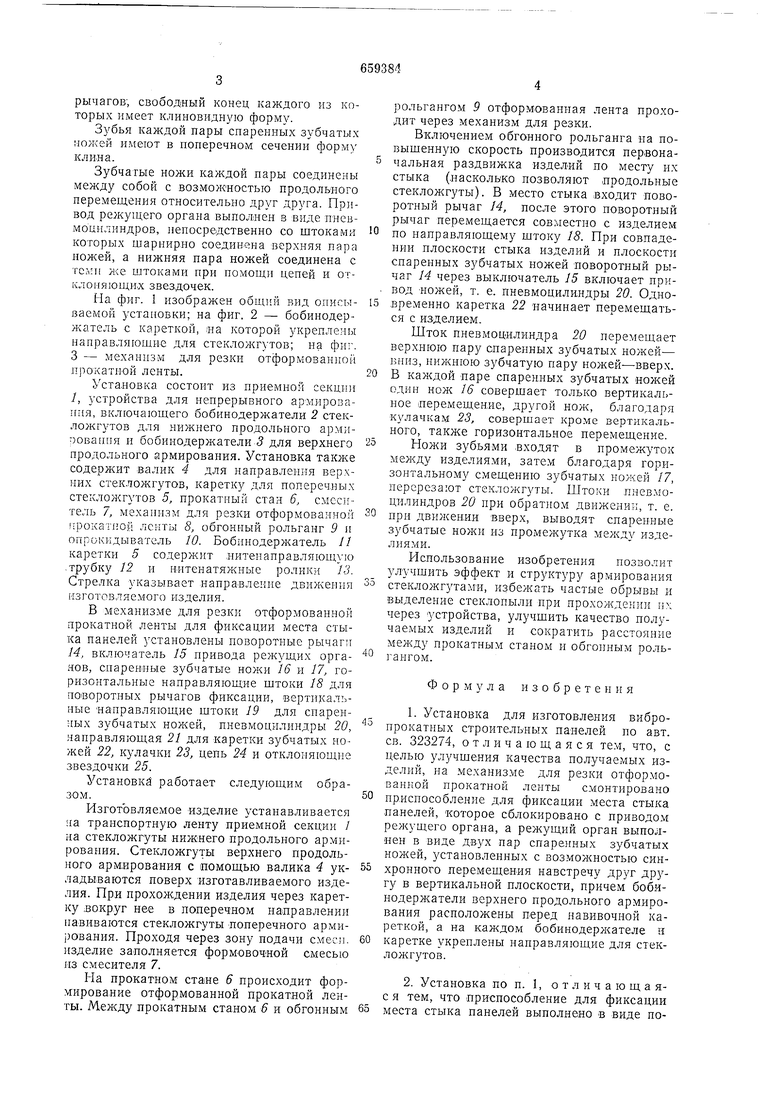
На фиг. I изображен общий вид описываемой зстаиовки; на фиг. 2 - бобинодержатель с кареткой, «а которой укреплены направляющие для стекложгутов; на фиг. 3 - механизм для резки отформованной прокатной ленты.
Устаповка состоит из приемной секции /, устройства для иепрерывного армирования, включающего бобинодержатели 2 стекложгутов для нижнего продольного армипова 1Г1я и бобинодержатели 5 для верхнего продольного армирования. Установка также содержит валик 4 для направления верхних стекложгутов, каретку для поперечных стекложгутов 5, прокатный стан 6, смеситель 7, механнзм для резки отформованной прокатной ленты 8, обгонный рольганг 9 и опрокидыватель 10. Бобннодержатель // каретки 5 содержит питенаправляющую -Трубку 12 и ннтеиатяжные ролики 13. Стрелка указывает нанравленне движения изготовляемого изделия.
В механизме для резки отформованной прокатной ленты для фиксации места стыка панелей установлены поворотные рычаги 14, включатель 15 нривода режущих органов, спаренные зубчатые ножи 16 н 17, горизонтальные направляющие штоки 18 для новоротпых рычагов фиксации, вертикальные направляющие щтоки 19 для спаренных зубчатых ножей, пневмоцилиндры 20, направляющая 21 для каретки зубчатых ножей 22, кулачки 23, цеиь 24 и отклоняющие звездочки 25.
Установки работает следующим образом.
Изготовляемое изделие устанавливается транспортную ленту приемной секции / на стекложгуты нижнего продольного армирования. Стекложгуты верхнего продольного армирования с помощью валика 4 укладываются поверх изготавливаемого изделия. При прохождении изделия через каретку iBOKpyr нее в поперечном направлении навиваются стекложгуты поперечного армирования. Проходя через зону подачи смеси. изделие заполняется формовочной смесью из смесителя 7.
На прокатном стане 6 происходит формирование отформованной прокатной ленты. Между прокатным станом 6 и обгонным
юльгангом 9 отформованная лента проходит через механизм для резки.
Включением обгонного рольганга на повыщенную скорость производится первоначальная раздвижка изделий по месту их стыка (насколько позволяют продольные стекложгуты). В место стыка входит поворотный рычаг 14, после этого поворотный рычаг перемещается совместно с изделием по направляющему штоку 18. При совпадении плоскости стыка изделий и плоскости спареиных зубчатых ножей поворотный рычаг 14 через выключатель 15 включает привод ножей, т. е. пневмоцилиндры 20. Одновременно каретка 22 начинает перемещаться с изделием.
Шток пневмоцилиндра 20 перемещает верхнюю пару спаренных зубчатых ножей- вниз, нижнюю зубчатую пару ножей-вверх. В каждой паре спаренных зубчатых «ожей один нож 16 соверщает только вертикальное перемещение, другой нож, благодаря к лачкам 23, совершает кроме вертикального, горизонтальное перемещение.
Ножи зубьями .входят в промежуток между изделиями, затем благодаря горизонтальному смещеиию зубчатых ножей 17, перерезают стекложгуты. Штоки пневмоцилиндров 20 при обратном движении, т. е. прп движении вверх, выводят спаренные зубчатые ножи нз промежутка между изделиями.
Использование изобретения позволит улучшить эффект и структуру армирования стекложгутамп, избежать частые обрывы и выделение стеклопыли при прохождении нх через устройства, улучшить качество получаемых изделий и сократить расстояние между прокатным станом и обгонным рольгангом.
Формула изобретения
1.Установка для изготовления вибронрокатных строительных панелей но авт. св. 323274, отличающаяся тем, что, с целью улучшения качества получаемых изделий, иа механизме для резки отформованной прокатной ленты смонтировано ир.испособление для фиксации места стыка панелей, которое сблокировано с ириводом режущего органа, а режущий орган выполнен в виде двух пар спаренных зубчатых ножей, установленных с возможностью синхронного перемещения навстречу друг другу в вертикальной плоскости, причем бобинодержатели верхнего продольного армирования расположены перед навивочной кареткой, а на каждом бобинодержателе и каретке укреилены направляющие для стекложгутов.
2.Установка по п. 1, отличающаяс я тем, что приспособление для фиксации места стыка панелей выполнено в виде поворотных рычагов, свободный конец каждого «3 которых имеет клиновидную форму.
3.Установка по пи. 1 и 2, о т л и ч а ющ а я с я тем, что зубья каждой иары спаренных зубчатых ножей имеют в поперечном сечении форму клина.
4.Установка по пп. 1 и 3, о т л и ч а ющ а я с я тем, что зубчатые ножи каждой пары соединены между собой с возможностью продольного перемещения относительно друг друга.
5. Установка по пп. 1, 4, отличающаяся тем, что привод режущего органа выполнек 3 виде пневмоцплиндров неиосредствейно со щтокамп которых щарнирно соединена верхняя пара ножей, а нижняя пара кожей соодинепа с теми же штоками при помощи цепей и отклоняющих звездочек.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВИБРОПРОКАТНЫХ СТРОИТЕЛЬНЫХ ПАНЕЛЕЙ | 1972 |
|
SU323274A1 |
| Гипсопрокатный стан | 1974 |
|
SU541668A1 |
| Установка для изготовления вибропрокатных строительных панелей | 1972 |
|
SU448954A1 |
| УСТРОЙСТВО для РАСКРОЯ и стыковки ПРОРЕЗИНЕННОЙ ТКАНИ | 1970 |
|
SU264683A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1999 |
|
RU2166413C2 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| Устройство для намотки ленточного материала | 1983 |
|
SU1138375A1 |
| Привод каретки летучей пилы | 1975 |
|
SU541603A1 |
| ВАКУУМФОРМОВОЧНАЯ МАШИНА | 1966 |
|
SU177604A1 |