Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении иоиеречной ирокаткой профилированных тел BpanieiiHH.
Известно устройство для поперечной прокатки, с()держа цее установленные в станине два валка с несколькими валками, расположенными равномерно вокруг одного из нервы.х дву.х валков на одинаковом межосевом расстоянии от негоС1.
Однако сложность конструкции обуславливает снижение надежности устройства в работе и затруднения при эксплуатании.
Напбо.мее близким по технической cyniности и достигаемому результату к предложенному техническо.му решению является устройство для поперечной прокатки, соДержап1ее установленные в станине симметрично относительно плоскости, нроходянхей через ось прокатки перпендикулярно основанию станины, два верхннх и два нижни.х рабочих валка, проекции осей котрры.х равномерно размен;ены по окружности с пентром на оси прокатки, нажимной механизм и привод вращения валковИ.
Основным недостатком известного устройства является сложность его конструкции. Каждый из четырех рабочих валков имеет свой нажимной механизм кулачкового типа с общим приводом от привода валков. При этом все четыре валка выполнены подвижными в направлении оси прокатки.
Целью изобретения является упрощение конструкции устройства. Согласно изобретению поставленная цель достигается за счет того, что верхние валки установлены в станине с возможностью возвратно-поступательного перемещения в направлении нижних валков, а ось нажимного механизма расположена в плоскости симметрии валков на равном расстоянии от торцов рабочих валков.
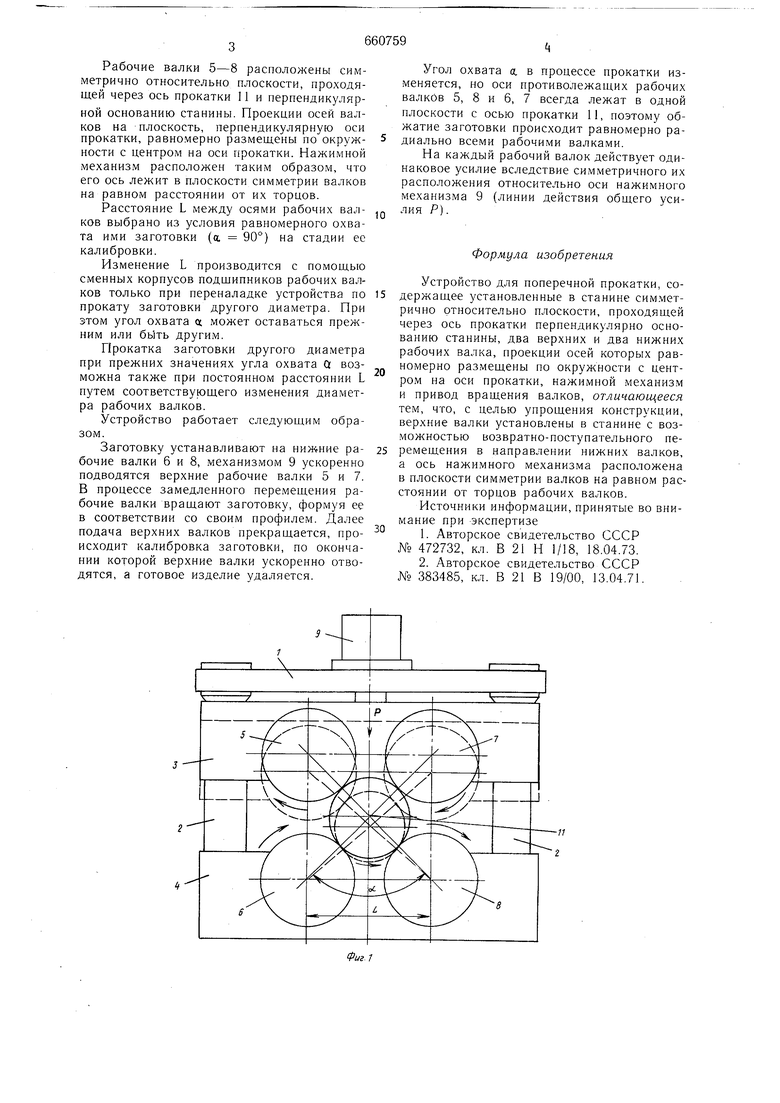
На фиг. 1 изображена схема устройства;
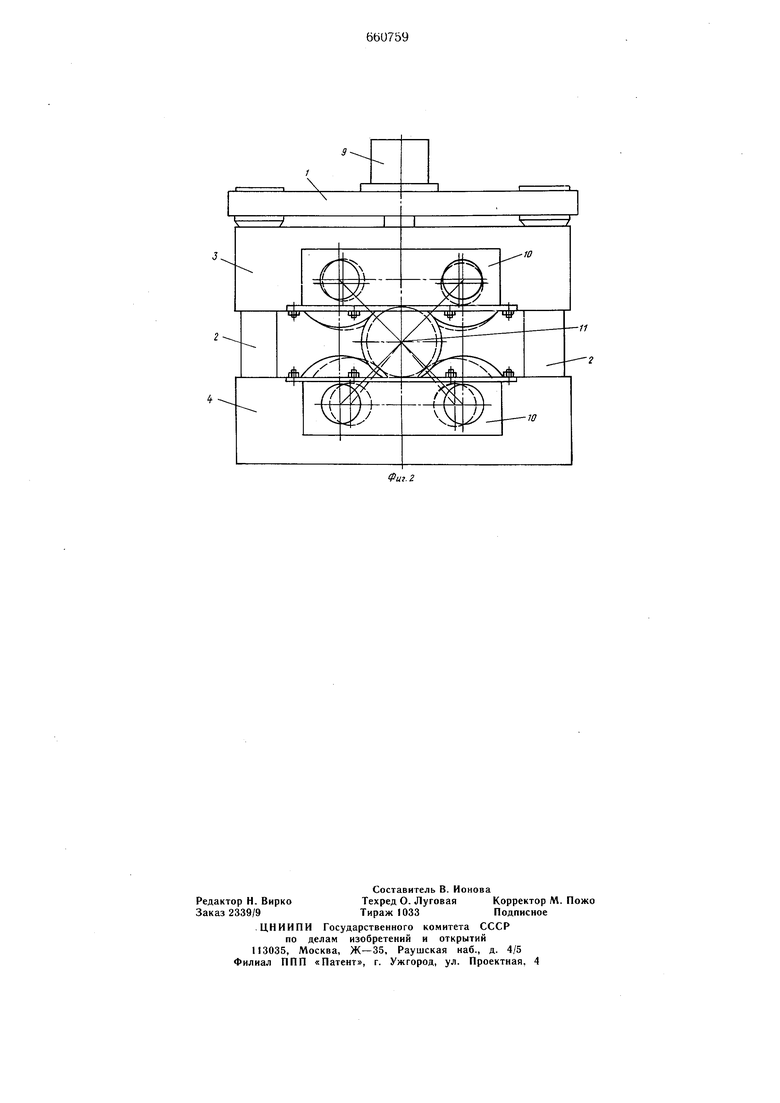
на фиг. 2 - схема переналадки устройства. Устройство для поперечной прокатки содержит станину 1 открытого тина, стойки 2, которые выполнены в виде направляющих, подвижную верхнюю 3 п неподвижную нижнюю 4 опорные подушки, в которых размещены профилированные рабочие валки 5-8, нажимной механизм 9 и сменные корпусы 10 ПОДП1ИППИКОВ рабочих валков. Рабочие валки 5-8 расположены симметрично относительно плоскости, проходящей через ось прокатки 11 и перпендикулярной основанию станины. Проекции осей валков на плоскость, перпендикулярную оси прокатки, равномерно размещены по окружности с центром на оси прокатки. Нажимной механизм расположен таким образом, что его ось лежит в плоскости симметрии валков на равном расстоянии от их торцов. Расстояние L между осями рабочих валков выбрано из условия равномерного охвата ими заготовки (о. 90°) на стадии ее калибровки. Изменение L производится с помощью сменных корпусов подщипников рабочих валков только при переналадке устройства по прокату заготовки другого диаметра. При этом угол охвата ос может оставаться прежним или быть другим. Прокатка заготовки другого диаметра при прежних значениях угла охвата Q возможна также при постоянном расстоянии L путем соответствующего изменения диаметра рабочих валков. Устройство работает следующим образом. Заготовку устанавливают на нижние рабочие валки 6 и 8, механизмом 9 ускоренно подводятся верхние рабочие валки 5 и 7. В процессе замедленного перемещения рабочие валки вращают заготовку, формуя ее в соответствии со своим профилем. Далее подача верхних валков прекращается, происходит калибровка заготовки, по окончании которой верхние валки ускоренно отводятся, а готовое изделие удаляется. Угол охвата о. в процессе прокатки изменяется, но оси противолежащих рабочих валков 5, 8 и 6, 7 всегда лежат в одной плоскости с осью прокатки 11, поэтому обжатие заготовки происходит равномерно радиально всеми рабочими валками. На каждый рабочий валок действует одинаковое усилие вследствие симметричного их расположения относительно оси нажимного механизма 9 (линии действия общего усилия Я). Формула изобретения Устройство для поперечной прокатки, содержащее установленные в станине симметрично относительно плоскости, проходящей через ось прокатки перпендикулярно основанию станины, два верхних и два нижних рабочих валка, проекции осей которых равномерно размещены по окружности с центром на оси прокатки, нажимной механизм и привод вращения валков, отличающееся тем, что, с целью упрощения конструкции, верхние валки установлены в станине с возможностью возвр.атно-поступательного перемещения в направлении нижних валков, а ось нажимного механизма расположена в плоскости сим.метрии валков на равном расстоянии от торцов рабочих валков. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 472732, кл. В 21 Н 1/18, 18.04.73. 2.Авторское свидетельство СССР № 383485, кл. В 21 В 19/00, 13.04.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| ПРОФИЛИРОВАННЫЙ ЛИСТ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ПРОФИЛЕГИБОЧНЫЙ СТАН | 2001 |
|
RU2220803C2 |
| СПОСОБ ПРОКАТКИ ДЛИННОМЕРНЫХ ПОЛОС В КЛЕТИ КВАРТО И ПРОКАТНАЯ КЛЕТЬ КВАРТО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2068307C1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Рабочая клеть стана поперечно- ВиНТОВОй пРОКАТКи издЕлийпЕРЕМЕННОгО пРОфиля | 1979 |
|
SU804149A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| РАБОЧАЯ КЛЕТЬ | 1998 |
|
RU2129052C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |