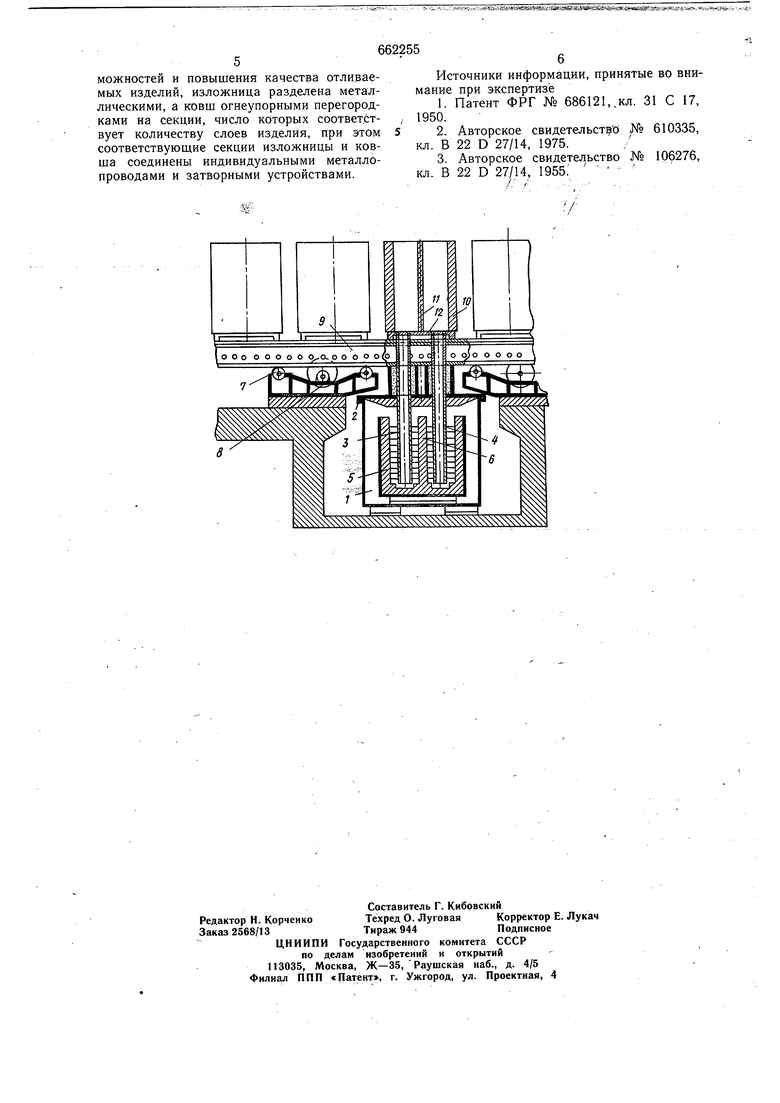
3 разливки стали под регулируемым давлением так как содержит не одну,а две разливочные камеры. Известна также установка для отливки многослойных изделий под регулируемым давлением, содержащая герметичную .камеру с крышкой, в которой закреплены металлопроводы и ковш для металла, и изложницу с затворными устройствами, установленную на разливочной платформе 3. Недостатки этой установки - ее малые технологические возможности и низкое качество литья. Целью изобретения является расширение технологических возможностей установки и повышение качества изделий. Цель достигается тем, что изложница снабжена металлическими, а разливочный ковш огнеупорными перегородками, образуюШ.ИМИ секции, число которых сответствует числу слоев изделия, при этом соответствующие секции изложницы и ковша соединены индивидуальными металлопроводами и затворными устройствами. В крышке разливочной камеры смонтированы керамические металлопроводы, число которых обеспечивает подачу металла из каждой секции сталеразливочного ковша в соответствующую секцию изложницы. Кроме того, многоходовые затворные устройства позволяют одновременно перекрывать все литниковые каналы между металлопроводами и отделениями изложницы. На чертеже представлена в качестве при мера установка, предназначенная для отливки двухслойных заготовок для последующей прокатки их в двухслойные рельсы. Установка для отливки под регулируе мым давлением двухслойнь1х заготовок содержит герметичную разливочную камеру 1 с крышкой 2,в которой укреплены керамические металлопроводы 3 и 4, и сталеразливочныйковш 5, разделенный .огнеупорной перегородкой 6 на две емкости. По обе стороны камеры установлены роликовые опоры 7, по которым с помощью механизма передвижения 8 перемещается разливочная платформа 9. На платформе на равны)( расстояниях расположено несколько изложниц 10 с разделительными перегородками 11 для отливки двухслойных заготовок. Под каждой изложницей находится сдвоенный затвор 12. Установка работает следующим образом. На разливочной платформе 9, размещенной в одном из крайних положений, обеспечивающих свободный доступ к камере 1, устанавливают собранные затворы 12 с двумя проходными отверстиями и на них помещают изложницы 10 для отливки двухслойных изделий. Металл двух составов, соответствующих составу слоев изделия, выпускают из двух плавильных агрегатов в две емкости ковща 5, отделенные друг от друга Огнеупорной перегородкой 6. Ковш 5 с мё аллом устанавливают в камеру 1, которую
662255 затем герметично закрывают крышкой 2 с вмонтированными в нее и предварительно разогретыми керамическими металлопроводами 3 и 4. При этом каждый из металлопроводов опускается в одну из емкостей ковша 5. , Расстояние между осями металлопроводов 3 и 4 соответствует расстоянию между отверстиями в сдвоенном затворе 12. Затем механизм передвижения 8 перемещает разливочную платформу 9 с изложницами 10 па роликовым опорам 7 до тех пор, пока оси отверстий в затворе первой формы не совпадут с осями металлопроводов. Металлопроводы 3 и 4 прижимаются к корпусу затвора 12 первой изложницы 10 и в камеру 1 подается избыточное давление. Под возДейст вием этого давления металл из обеих емкостей сталеразливочного ковша 5 одновременно поднимается по металлопроводам 3 и 4 и поступает в обе части изложницы 10 по обе стороны перегородки 11. После заполнения изложницы металлом литниковые каналы перекрываются затворным устройством, давление в камере 1 снижается до атмосферного и разливочная платформа 9 перемещает ся до совпадения осей затворного устройства второй изложницы 10 с осями металлопроводов 3 и 4. Затем процесс разливки повторяется. Описываемая установка обеспечивает возможность отливки многослойных изделий с любым расположением слоев из одного сталеразливочного ковша и синхронный подъем металла в обеих, частях заполняемых изложниц с разделительными перегородками. При необходимости отливки изделий с большим числом разнородных слоев число емкостей в сталеразливочном ковше, отдельных друг от друга огнеупорными перегородками, число керамических металлопроводов, смонтированных в крышке разливочной камеры, и число отделений в изложнице, разделенной перегородками, соответственно увеличивается. Конструкция установки проста и удобна в эксплуатации и обеспечивает возможность отливки под регулируемым давлением в изложницы с разделительными стенками качественных многослойных слитков с высоким выходом годного. Ориентировочный экономический эффект от применения биметаллических рельсов составляет около 15 р. на тонну. Формула изобретения /становка для отливки многослойных изделий под регулируемым давлением, содержащая герметичную камеру с крышкой, в которой закреплены металлопроводы и ковщ для металла, и изложницу с затворными устройствами, установленную на разливочной платформе, отличающаяся тем, что с целью расширения технологических возможностеи и повышения качества отливаемых изделий, изложница разделена металлическими, а ковш огнеупорными перегородками на секции, число которых соответствует количеству слоев изделия, при этом соответствующие секции изложницы и ковша соединены индивидуальными металлопроводами и затворными устройствами.
662255
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ № 686121,.кл. 31 С 17, 1950.
2.Авторское свидетельство № 610335, кл. В 22 D 27/14, 1975. /
3.Авторское свидетельство № 106276, кл. в 22 D 27/14, 1955; 
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для разливки расплавов под регулируемым давлением | 1975 |
|
SU610335A1 |
| Установка для литья под регулируемым давлением | 1978 |
|
SU719801A1 |
| Установка для литья под регулируемым давлением | 1976 |
|
SU567547A1 |
| Способ отливки изделий под регулируемым давлением | 1978 |
|
SU722672A1 |
| Форма для отливки прямоугольных слитков | 1974 |
|
SU495145A1 |
| ИЗЛОЖНИЦА ДЛЯ СЛИВА МЕТАЛЛА | 1971 |
|
SU307844A1 |
| Способ и устройство для разливки металла | 1983 |
|
SU1180400A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| Способ разливки стали и устройство для его осуществления | 1982 |
|
SU1034835A1 |
