Изобретение относится к металлургии и может быть использовано при отливке различных изделий под регулируемым давлением.
Известен способ отливки изделий под регулируемым давлением, согласно которому после окончания заполнения формы давление в разливочной камере установки разливки стали под регулируемым давлением периодически изменяют, благодаря чему уровень металла в форме также соответственно меняется, а в жидкой фазе возникают восходящие и нисходящие потоки металла. При движении металла вдоль фронта кристаллизации перпендикулярно растущим кристаллам последние дробятся и литая структура металла модифицируется- i.
Основными недостатками известного способа являются .невозможность придания металлу колебаний высокой частоты вследствие значительной инерционности в изменениях давления в камере, тем большей, чем крупнее объем камерь
сложность регулнрованяя частоты колебаний,-так как для этого приходится менять пропускную способность впускных и выпускньк клапанов .на камере давления; невозможность точного воспроизведения режима колебаний при отливке последовательно нескольких изделий из одного ковша вследствие изме 1ения свободного объема камеры в связи с изменяющимся расходом металла; переменная величина перерегулировки из-за изменения инерционности системы под влиянием изменения свободного объема камеры, заданной частоты и амплитуды колебаний и абсолютной величины регулируемого давления, меняющегося от rздeлия к изделию по мере опорожнения ковша, и возможность вследствие этого либо ухода металла через верх прибыли, либо получение спаев и морщин на рабочей части изделия ниже прибыли.
Цель изобретения - обеспечение надежности и стабильности процесса модифицирования.
Указанная цель достигается тем, что ковшу с металлом, помещенному в разливочную камеру установки, придают после заполнения формы механические колебательные движения в вертикальном направлении при поддержании постоя:-1Ного давления в разливочной камере. Так как разница уровней металла в заполненной форме и ковше находится в прямой зависимости от величины избыточного давления в разливочной камере, то изменение уровня металла в ковше вследствие вертикальных колебаний вызовет при постоянном давлении в камере такое же изменение уровня металла в форме.
Придание ковшу механических колебаний позволяет точно ограничить их амплитуду и соответствующую им амплитуду колебаний уровня металла в форме любой величиной в пределах 15-ЗОмм, независимо от разницы уровней металла в крв ше и форме. Такой диапазон достаточен для обеспечения модифицирующего воздействия на структуру металла отливоК и гарантирует, от выхода колеблющегося зеркала металла за пределы прибыльной надставки как вверх, так и вниз.
Механическим путем легко получить частоту колебаний в пределах 30-6О периодов в минуту и регулировать ее в зависимости от типа отливаемых изделий тогда как получение такой частоты путем изменения давления в камере, особенно для установок с большим объемом разливочной камеры, затруднительно. В качестве возбудителя механических колебаний может быть использовано любое известное устройство
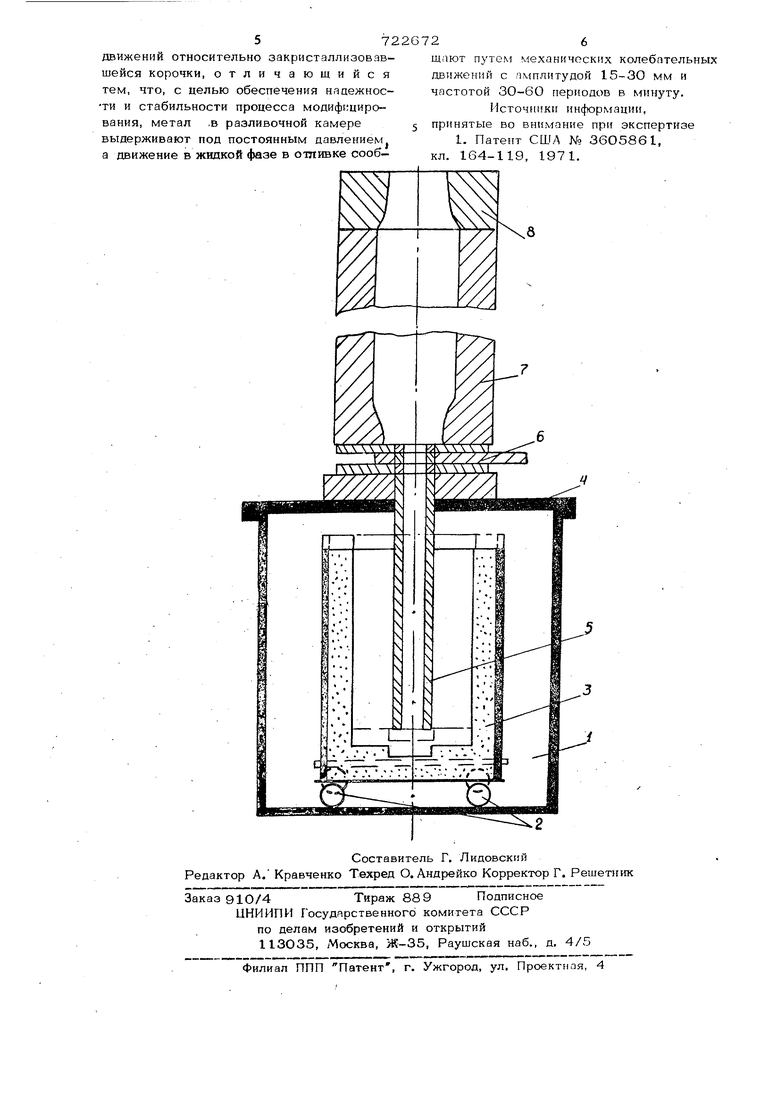
На чертеже изображена схема устройства для реализации предлагаемого способа.
Способ отливки изделий осуществляется на установке для разливки стали под регулируемым давлением, состоящей из разливочной камеры 1, в которой на механическом устройстве 2, создающем вертикальные колебательные движения, установле« разливочный ковш 3, камера закрыта герметичной крышкой 4 с вделанным в нее металлопроводом 5, доходящим почти до дна ковша. На крышке 4 располагается затворное устройство 6 и литейная форма 7 с прибыльной надставкой 8.
Способ осуществляется при следующей последовательности операций. Ковш 3 с жидким металлом устанавливают в разливочную ламеру 1 на платформу механического устройства 2, камеру 1 накрывают крышкой 4 г вделанным в нее металлопроводом. 4. На крышку 4 устанавливают затворное устройство 6 и
литейную форму 7. Затем в камеру I подают сжатый воздух и поднимают в ней давление до величины, обеспечивающей подъем жидкого металла в форме 7 и прибыльной надставке 8 до уровня,
отстающего от верха прибыльной надставки на величину, равную амплитуде вертикальных колебаний ковша (15-ЗОмм)«. +(5О-100 мм). Включают механическое колебательное устройство 2. Колебания
уровня металла в ковше 3 относительно неподвижной разливочной камеры 1 вызьтают равные им по величине колебания зеркала жидкого металла в прибыльной надставке 8 формы 7, которые продолжаются в течение времени, необходимого для затвердевания коркового слоя изделия заданной толщины. Их продолжительность выбирается в зависимости от типа отливки. Затем перекрывается затворное устройство 6, литейная форма 7 с изделием удаляется с установки и заменяется новой, после чего процесс повторяется.
Пример. Производят отливку под
регулируемым давлением прокатных валков массой 0,5 т на опытной установке. Для придания вертикальных колебаний ковшу с металлом емкостью 0,7 т с амплитудой 15 мм между дном ковша и
полом разливочной камеры устанавливают эксцентриковый механизм с частотой колебаний ЗО периодов в минуту. Поперечные темплеты, вырезанные из опытных валков, показывают мелкую раздробленную макроструктуру. Процесс разливки протекает без нарушений технологии.
Технико-экономический эффект определяется улучшением макроструктуры отливаемых валков, повышающей иХ
стойкость на 10-15% и повышением нанадежности работы установки.. По предварительным подсчетам он составляет руб. на тонну отлитых валков.
Формула изобретения
Способ отливки изделий под регулируемым давлением, включающий заполнение формы и выдержку с модифицированием металла в ней путем придания жидкой фазе вертикальных колебательных
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для отливки прямоугольных слитков | 1974 |
|
SU495145A1 |
| Установка для разливки расплавов под регулируемым давлением | 1975 |
|
SU610335A1 |
| Установка для отливки многослойных изделий под регулируемым давлением | 1977 |
|
SU662255A1 |
| Установка для литья под регулируемым давлением | 1978 |
|
SU719801A1 |
| Форма для литья заготовок под регулируемым давлением | 1976 |
|
SU577090A1 |
| Способ отливки двухслойных валков под регулируемым давлением | 1978 |
|
SU667327A1 |
| СИФОННАЯ ПРОВОДКА С КРУГЛЫМ СЕЧЕНИЕМ КАНАЛА ДЛЯ ПОДВОДА МЕТАЛЛА | 1992 |
|
RU2048958C1 |
| Форма для литья заготовок под регулируемым давлением | 1980 |
|
SU900966A1 |
| Устройство для отливки заготовок под регулируемым давлением | 1974 |
|
SU539671A2 |
| Установка для литья под регулируемым давлением | 1976 |
|
SU567547A1 |
