Изобретение относится к черной металлургии, в частности к способам и устройствам для разливки ста Известен способ разливки стали через промежуточный ковш, который имеет объем 20-30% объема сталаразливочного ковша, снабжен стопор ными устройствами и установлен на тележке, перемещающейся поперек состава с изложницами. При разливке стали по мере наполнения изложниц состав проталкивается под промежуточным ковшом. Одновременно заливаются 2-3 изложницы, причем регулирование уровня налива металла в изложницы производят стопорами, -а скорость заполнения изложниц регулируют как уровнем .металла в промежуточном ковше, так и ст порами l . Известен способ разливки стали .сверху через промежуточное устройство, которое представляет собой воронку, установленную непосредственно На изложницу. Через нее од новременно можно заполнять металлом только одну изложницу. Скорост заливки изложницы регулируют уровнем наполнения металла в воронке (2 Известно устройство для разливки стали - сталеразливочный ковш, который содержит футерованную огнеупорным материалом промежуточную воронку, закрепленную посредством штанги с направляющей на его боковой поверхности. Промежуточное уст ройство имеет приемное и слнвное отверстия, причем сливное отверстие расположено эксцентрично по от ношению к оси стакана в ковше з. Недостатком устройства является сложность монтажа крепления.про межуточной воронки. Наличие приемного отверстия в воронке усложни- . ет ее обслуживание и удорожает ремонт. Замкнутый объем промежуточной воронки не позволяет контролировдть в ней уровень металла, а следовательно, и регулировать скорость заливки изложницы. Разбрызгивание стали от днища промежуточт ной воронки способствует заметаляиваяию приемного отверстия и образованию пробки. При намрраживаНИИ металла на стакане ковша может также произойти перекрытие приемного отверстия в промежуточной воронке. Постоянная скорость наполнения изложнищл и поодиночная отливка слитков ограничивает возможности безнапорной разливки стали. Наиболее близким по технической сущности являются способ,заливки материалов с низкой вязкостью и ковш для его осуществления. Металл при разливке подают порциями в приемную камеру многокамерного про межуточного ковша. Камеры соединяются между собой через отверстия в основаниях разделительных перегородок, так, что металл самотеком перетекает из одной камеры в другую. Многокамерный промежуточный ковш обеспечивает сравнительно постоянный уровень металла в последней камере, из которой он вытекает с постоянной скоростью f4, Недостатками известного способа разливки и устройства для его осуществления являются разливки металла тоЛько через одно сливное отверстие и порционная подача металла в приемную камеру, что вызывает повышенное количество перекрытия шиберного затвора разливочного ковша и снижает надежность его работы. Постоянная скорость истечения металла из промежуточного ковша исключает возможность регулирова ния скорости разливки металла в зависимости от его температуры. Многокамерность промежуточного устройства при одном сливном отверстии затрудняет операции по наливу металла в изложницу или в другую форму до определенного уровня. Цель изобретения - регулирование скорости заливки изложниц и повышение качества поверхности слит ка. Поставленная цель достигается тем, что согласно способу разливки стали, включающему заполнение изложниц через промежуточную емкость с камерами, разделенными перегородкой, заливку изложниц металлом осуществляют последовательным заполнением камер промежуточной емкости, причем перемещение струи металла из одной камеры в другую производят при достижении уровня металла в промежуточной емкости уровня перегородки. Кроме того, в устройстве для разливки стали, содержащем промежуточную емкость с камерами, разделенными перегородкой, каждая камера имеет сливное отверстие, а высота перегородки составляет 0,20,7 высоты промежуточной емкости. На чертеже показано устройство для разливки стали. Промежуточная емкость. 1 имеет металлический кожух 2, огнеупорную футеровку 3, сливные отверстия 4, разделительную перегородку 5, которая по своей высоте разделяет промежуточную емкость 1 на две камеры объемом V, и V. Промежуточная емкость 1 имеет основание 6 с ограничивающими укосами 7 на одной из его сторон, крючки 8, за которые оно подвешивается цепями 9 к крючкам 10 сталеразливочного ковша 11,. В подвешенном при транспортировании и исходном перед разливкой состояниях ось стакана 12 сталеразливочного ковша смещена относительно разделительной перегородки с таким расчетом, чтобы струя металла попадала только в одну из камер промежуточной емкости. Устройство устанавливается на две рядом стоящие изложницы 13.
Объемы камер V и V, могут быть неравными, но каждый из них составляет 50-80% объема прибыльной части слитка при разливке спокойной стали и 40-80% объема слитка при разливке кипящей стали.
Высота разделительной перегородки h составляет 0,2-0,7 высоты промежуточной емкости Н,
Выбранные пределы соотношений элементов устройства обусловлены технологическими особенностями разливки стали. При объеме камеры более 80% объема прибыльной части слитка возможны переливы изложниц металлом даже после полного перекрытия стакана в сталеразливочном койше.
При объеме камеры менее 50% , объема прибыльной надставки скорость заливки изложниц металлом становится меньше, чем переду смотре но технологией разливки стали. Указанные причины обуславливают принятые пределы объемов камер и при разливке кипящей стали с учетом специфики ее поведения.
При отношении высот разделительной перегородки и промежуточной емкости в пределах-Ь- 0,2-0,7 обеспечиваются оптимальные условия бесстопорной разливки стали сверху одновременно в обе изложницы, обусловленные способом разливки стали. Высота разделительной перегородки является параметром, определянедим различие во времени наполнения изложниц металлом..
При отношении ,2 разница во времени наполнения изложниц настолько мала, что одновременная .отливка слитков с наполнением изложниц металлом да определенного уровня затруднена и без установки в промежуточной емкости стопорных устройств становится .практически невозможной. .
При отношении - 0,7 разница во времени наполнения изложниц неоправданно большая, а скорость наполнения металлом второй изложни цы настолько малая, что вызывает нарушение технологических требований при разливке стали.
Предлагаемый способ разливки стали реализуется следующим образом.
Промежуточную емкость перед разливкой устанавливают краном на прибыльные надставки двух рядом стоящих изложниц при разливке спокойного металла или непосредственно на изложницы при разливке кипящей
стали. Сталеразливочный ковш устанавливают над промежуточной емкостью, которую подцепляют к нему цепями .9 за крючки 8 и 10. После открытия стакана 12 металл заполняет объем камеры V и через сливное отверстие 4 поступает в первую зложницу. В процессе наполнения первой камеры V-, металл достигает уровня разделительной перегородки 5 и начинает перетекать во вторую камеру V, При дальнейшем наполнении промежуточной емкости металл заполняет объем второй камеры V2, достигает и превышает уровень разделительной перегородки. ри достижении уровня металла в нромежуточной емкости уровня разделительной перегородки производят перемещение струи стали из- камеры
V.., в камеру Vj , например перемещением с помощью разливочного крана сталеразливочного ковша, что допустимо без отцепки промежуточной емкости за счет выбора люфта свисающих цепей. Перемещение струи металла до того как уровень металла в промежуточной емкости достигает уровня разделительной перегородки недопустимо, так как в этом случае происходит прекращение наполнения металлом камеры V, а
следовательно, и разрыв струи металла, поступающего в первую изложницу.
Скорость заливки изложниц ме
таллом в зависимости от его температуры регулируют поддержанием в промежуточной емкости определенной высоты столба металла.
При входе металла в прибыльную
надставку первой изложницы подачу металла уменьшают, понижая уровень металла в промежуточной емкости до высоты разделительной перегородки,. При этом в камере V происходит полное истечение металла и
заполнение прибыльной надставки. При необходимости доливку металла в первой изложнице до требуемого уровня производят превышением уровня столба металла в камере V2 над
высотой разделительной пе егородки. При достижении требуемрго уровня налива .прибыльной части первого слитка уровень металла в камере V2 снижают ниже высоты разделительной
перегородки и завершают отливку второго слитка через вторую камеру.
После заливки изложниц металлом разливочный ковш поднимают, выбирают люфт цепей и вместе с промежуТОЧНОЙ емкостью переезжают на следующую пару изложниц. При установке на них промежуточной емкости ковш опускают с таким расчетом, чтобы образовавшийся люфт цепей.
позволял производить смещение струи.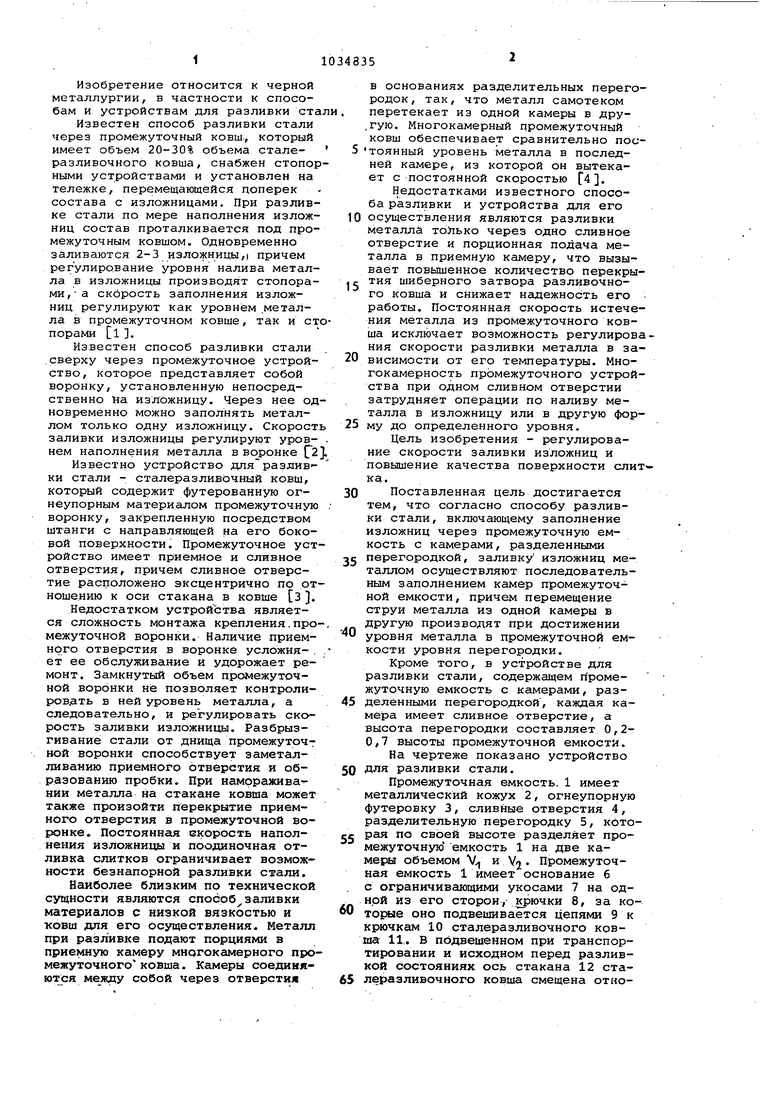
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для разливки металла | 1983 |
|
SU1180400A1 |
| Способ скоростной разливки спокойной стали и устройство для его осуществления | 1989 |
|
SU1675047A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ И СПЛАВА СВЕРХУ | 2008 |
|
RU2388571C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ ОТЛИВКИ СЛИТКОВ | 2001 |
|
RU2206429C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2004 |
|
RU2266173C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ГОЛОВНОЙ ЧАСТИ СЛИТКА В ИЗЛОЖНИЦЕ | 2006 |
|
RU2325968C2 |
| Способ получения стальных слитков | 1985 |
|
SU1329909A1 |
| Способ получения слитков | 1977 |
|
SU712193A1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ СТРУИ МЕТАЛЛА ПРИ ВЕРХОВОЙ РАЗЛИВКЕ В ЦИЛИНДРИЧЕСКУЮ ИЗЛОЖНИЦУ | 2021 |
|
RU2785711C1 |
1, Способ разливки стали, включающий заполнение изложниц.через промежуточную емкость с камерами, разделенными перегородкой, о т л и чающийся тем, что, с целью регулирования скорости заливки изложниц, и повышения качества поверхности слитка, заливку изложниц металлом осуществляют последовательным заполнением камер промежуточной емкости, причем перемещение струи металла из одной камеры в другую производят при достижении уровня металла в промежуточной емкости уровня перегородки, 2, Устройство для разливки стали, содержащее про)4ежуточную емкость с камерами ; разделенными песл регородкой, отличающее с я тем, ЧК), с целью регулировас ния скорости заливки изложниц .и по-вьшения качества поверхности слитка , каждая камера имеет сливное отверстие, а высота перегородки составляет 0,2-0,7 высоты промежуточной емкости. со 4: 00 ОО сд
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Смоляренко Д.А,, Ефанов Н,И, Мартеновские цехи с печами большой ем сЪсги М,, Металлургиздат, 1960, с | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ управления процессом очистки теплообменных поверхностей от щелочной накипи | 1987 |
|
SU1453148A1 |
