Изобретение относится к сварке, а именно к оборудованию для контактной стыковой сварки изделий, последовательно наращиваемых из отдельных заготовок.
Известна машина для контактной стыковой сварки, содержащая смонтированные на раме две концевые стойки, соединенные между собой направляющими щтоками 1J.
Целью изобоетения является расширение диапазона типоразмеров свариваемых изделий, упрощение конструкции, повышение ее надежности в работе и долговечности.
Указанная цель достигается тем, что одна концевая стойка установлена с возможностью перемещения относительно рамы, а другая снабжена механизма.ми зажатия направляющих штоков, свободно пропущенных через нее. При этом каждый механизм зажатия выполнен в виде гидропилиндра со щтоком и корпуса, снабженного упором и пазами, в которых размешены захваты, соединенные соответстзенно со штоком и корпусом упомянутого гг.1роцилиндра.
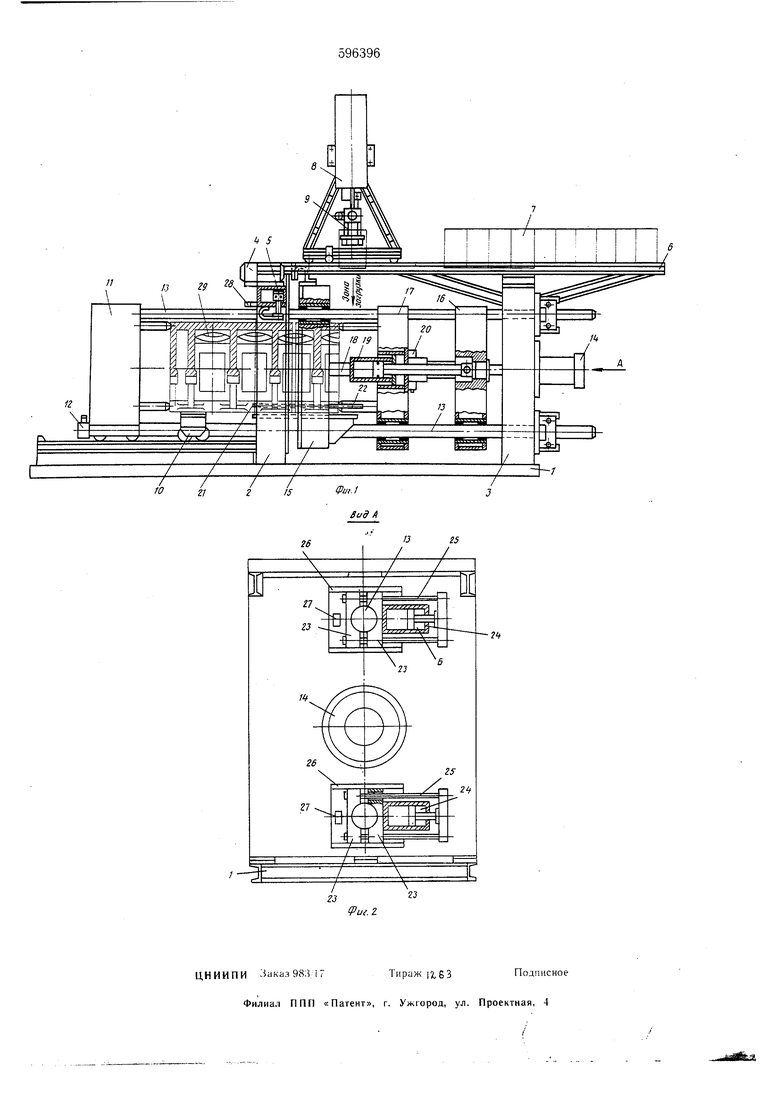
На фиг. 1 изображена машина, обмани вид; на фиг. 2 - вид А фиг. .
На раме I машины жестко закреплены направляющий калибр 2 и правая стойка 3. На калибре закреплены источники питания 4 с приводами токоподводов 5 по числу мест сварки. На калибре и стойке смонтирован стеллаж 6. на который устанавливается комплект заготовок 7. По рельсовому пути стеллажа
движется загрузочное устройство 8 с захватами 9. По рельсовому пути, жестко закрепленному на раме, движутся приемнрг; тележка 10 и само.ч-одная стойка 1 с электроприводом перемещения 12. Со стойкой жестко соединены цггоки 13, свободно пропущенные на скользящих опорах через калибр 2 и стойку 3. На последней закреплен цилиндр - 14 оплавления и осадки, щток которого соединен с подвижной колонной, состоящей из трех плит 15- 17. Плиты 15 и 16 постоянно жестко соединены валами 18. Между ними с приводом от цилиндра 19 установлена средняя, плита 7, которая может совершать возвратно-поступательные движения с фиксацией относительно валов 18 стопорами 20. Плита 15 снабжена токоподводами. Плита 16 и калибр снабжены приемными столами 21 и 22. На стойке 3 смонтированы механиз.мы зажатия (стопорения) штоков 13. Эти механизмы состоят из захватов 23, один из которых соединен с корпусом гидроцилиндра 24, а другой - с его Ц1током через тяги 25. Захваты перемещаются в пазах корпусов 26. Для их гарантированного отвода от щтоков при разведении служат
упоры 27. На калибре смонтированы регулиp e. укоры 28 I.;IH установки ст;л-1ки 11 в исходное положение.
Работает машина следующим образом. Привариваемая заготовка подается загрузочны.м устройством 8 на приемный стол 22. Переме. щая среднюю плиту 17 посредством цилиндра 19, заготовку подают внутрь проема плиты 15. При подаче следующей заготовки предыдущая досылается в проем калибра. После этого плита 17 фиксируется относительно валов 18 стопорами 20. Перед сваркой стойка электропри«одом 12 перемещается по рельсовому пути до соприкосновения с регулируемыми упорами 28 на калибре 2, при она перемещает в ис.ходное положение-и тележку 10. Регулировка вылетов упоров 28 зависит от щага сварки. В исходном положении щтоки 13 зажимаются захватами 23 с усилием, исключающим их перемещение при осадке. После сварки (при подаче масла в полость Б цилиндра 24) захваты 23 освобождаются, при этом принудительный контакт захватов, связанных со через тяги 25, с упорами 27 обеспечивают гарантированное отведение и захватов, соединенных с корпусами цилиндров, от поверхности щтоков 13. taKaH гарантия обуславливается тем, что расстояние от захвата до упора 27 заведомо меньще хода цилиндра.
Возможный при зажатии изгиб щтоков исключается, поскольку усилие зажатия нарастает только в результате полного двухстороннего контакта захватов со штоками, причем для этого не требуется никакой специальной синхронизации перемещения захватов.
После освобождения захватов и возврата механизмов в исходное положение при досылке очередной заготовки картер 29 наращивается сваркой, при. этом его конец опирается на приемную тележку 10. Затем стойка 1 1 совместно с закрепленными на ней штоками 13 перемещается на заданный шаг и фиксируется (захваты 23) в заданном положении (задействованы). Для обеспечения точности перемещения на щаг. с це.1ЬК) иск;1ючения влияния
си.1 инерции, в .joffe .saxBUTuB if yiiDii. iiiii pt рулируемые фрикци(игные Г0{);,озы, взаимен действующие со штоками 13 (на фи рг1х не показаны) .
Таким образом, стойка 1 i может (j)iiKciiS роваться в любом заданном положении, которое зависит только от величины ггеремоше ния плиты 17 при досылке очередной заготовки, т.е. при сварке может обеспечиваться .любой заданный переменный шаг.
. Возможна конструкция мащ|п-1ы, в которой щтоки 13 .могут (оставаться нелодвиячны.ми. Механизм фиксации стойки 11 в этой маьчине располагается непосредственно ш самой cloi ке. Однако при этом значительно увс.чичнвается вес подвижной масськ которая вьп| ждена воспринимать усилие зажатия. Поэтому необходимо устанавливать еще одну неподнижную поддерживающую стойку для закреплеш-я штоков.
Формула изобретения
Машина для контактной стыковой сварки, содержащая с.монтированные на раме две концевые стойки соединенные между собой направляющими щтокам ;. отличающаяся тем. что, с целью расширения диапазона тиноразмеров свариваемых изделий, упрощения конструкции, повышения ее надежности в работе и долговечности, одна из концевых стоек установлена с возможностью rIepeлIeщe п я относительно рамы, а другая снабжена механизма.ми зажатия направляюн1их штоков, свободно пропущенных через нее при этом каждый механизм зажатия выполнен в виде гидро 1илиндра со штоком и корпуса, снабженного унором и пазами, в которых разменюны захваты, соединенные соответственно со штоком и корпусом упомянутого гидроцилиндра.
Псточники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство С(СР К 332970 кл. В 23 К 1 1/04, 1970.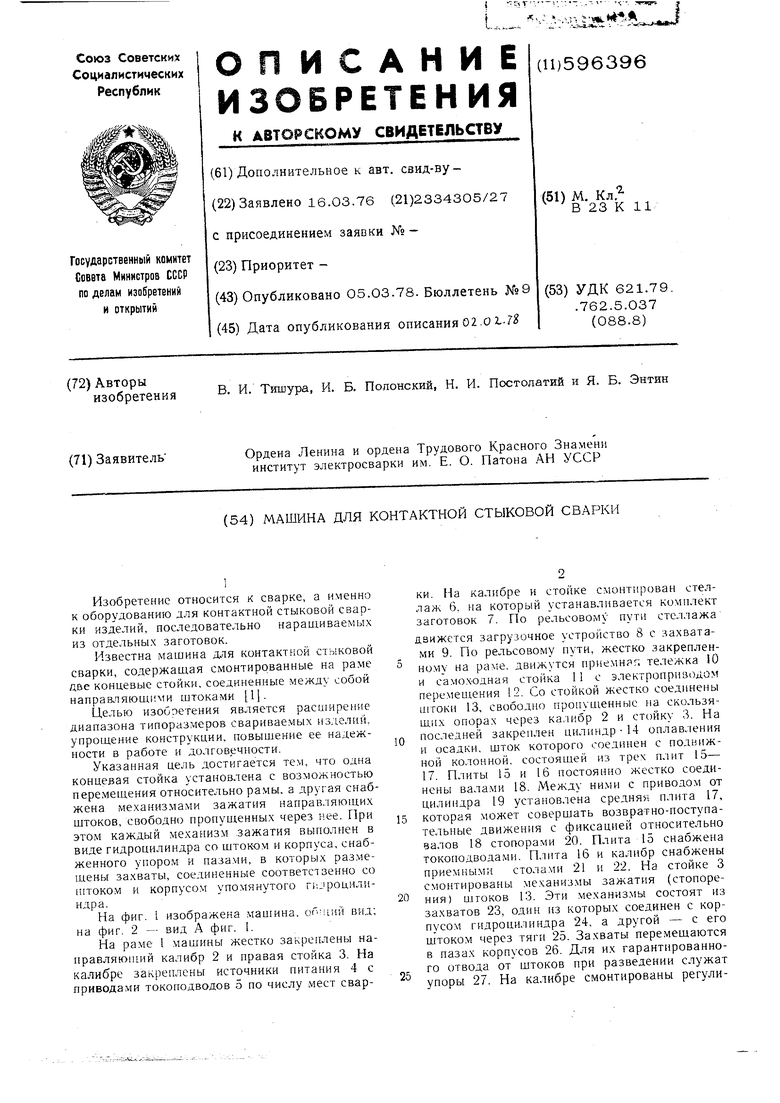
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВ/ | 1972 |
|
SU332970A1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU725839A1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU662306A2 |
| Кондуктор для сварки продольного шва обечайки | 1983 |
|
SU1261765A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Машина для контактной стыковой сварки труб | 1981 |
|
SU1074682A1 |
| Линия для изготовления маканых изделий | 1985 |
|
SU1291428A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1984 |
|
SU1155406A2 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Установка для сварки | 1985 |
|
SU1384359A1 |