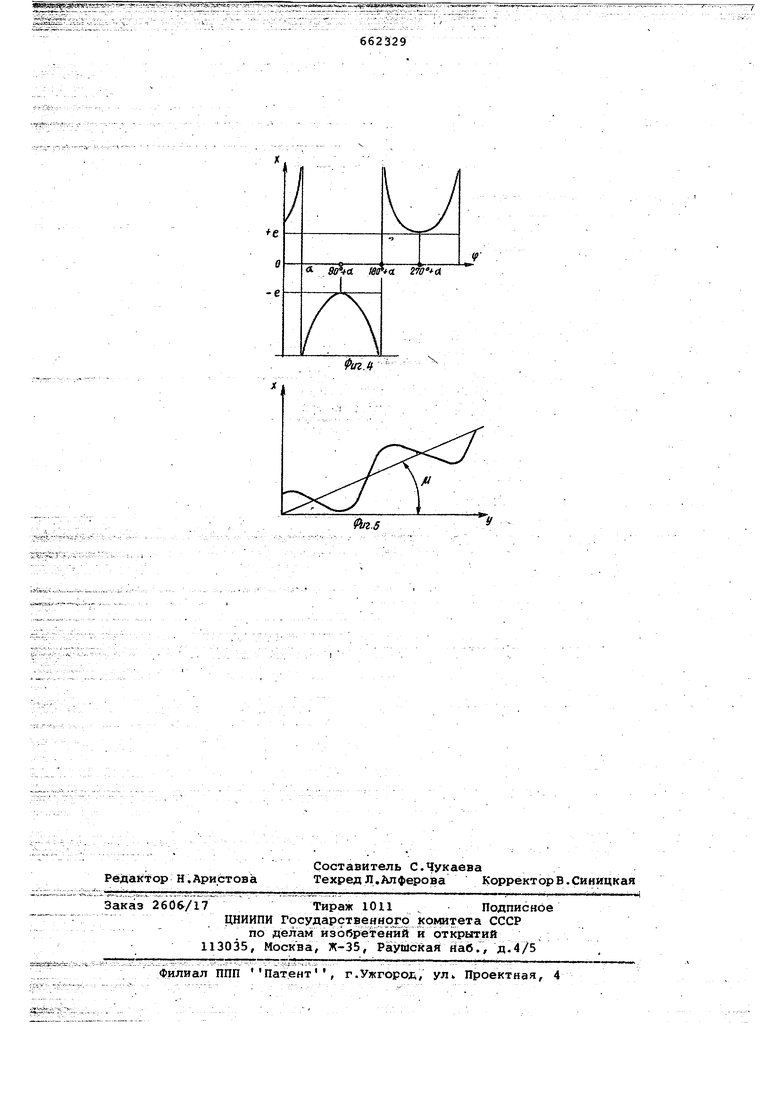
HeL фиг. 4 - вид траектория от ращения только вокруг оси 4; на фиг.5 траектория движения точки контакта инструмента. Инструменту 1, установленному по углом оС к оси детали 2, имеющему во можность свободного вращения своей геометрической оси 3, сообщае ся первое вращательное движение вок руг оси 4 со скоростью П|. Ось 4 перпендикулярна оси деташи и не про ходит через точку О пятна контакта инструмента с деталью. В результате первого движения инструмент планета вращается вокруг оси 4 и через неко торбе время занимает, например, пол жение Е , Одновременно инструменту 1. сообщается второе вращательное движение вокруг оси 5, смещенной на величину е относительно оси 4 первого движения и параллельной ей и проходящей через геометрическую ось инструмента 3 и перпендикулярной к ней. Скорость вращательного движения п. равна П| и противоположно ему направлена. Ось 5 вращается планетарно вокруг оси 4 вместе с инструментом. Благодаря второму вращательному Движению деформирующий инструмент за то же время поворачивается вокруг оси 5 на угол tp , р авный ф , и занимает: положение Щ. Точка контакта О инструмента с деталью перемещается на величину Ни занимает поЛожение о . Оси 4 и 5 перемещаются вместе с инструментом в направлении плав ного движения и движения подачи издели я . .
Для вывода уравнения траектории перемещения точки контакта ролика с деталью (см.фиг.3)необходимо отметить, что его контакт всегда находится на линии центров станка. В исходном состоянии (полойсение I на фиг.3} инструмент установлен под углом ct по отношению к образующей (ось ОХ). В процессе работы йнй румент вращается относительно своей
. геометрической оси, при этом лийия траектории контакта относитёльно датйЛи представляет винтовую линию с углом подъема ju / tg ju , где S - подача, d - диаметр детали. Ось 4 дополнительного первого движения расположена,например, на линии центров станка перпендикулярно оси, детали. При вращении вокруг оси 4 со скоростью п за некоторое время инструмент поворачивается .на угол if и занимает положение jl. Точка А контакта ролика перемещается в направлении подачи S и. занимает положение в точке контакта В.
Формула изобретения
Способ упрочнения поверхности цилиндрическим инструментом, при котором последний устанавливают под углом к оси обрабатываемой поверхности с возможностью свободного вращейия вокруг своей геометрической оси и сообщают ему дополнительное вращательное движение вокруг оси, эксцентричной относительно его деформирующей поверхности, отличающийс я тем, чт6 с целью улучшения качества Обрабатываемой поверхности, инструменту сообщают вращательное движение вокруг оси, перпендикулярной оси детали и не проходящей через пятно ег.о контакта с обрабатываемой ловерхностью.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство №305043, кл. В 24 В 39/04, 1969. Уравнение движения точки контакта имеет вид . . ХОА+А8 ОВ со8(90-л.+(р) )y При вращении вокруг оси 5 со скоростью Hj п и противоположно ей направленной инструмент занимает положение tilf а точка контакта В инструмента при повороте егО на уголф- 1р . перемещается в направлении, обратном направлению подачи, и занимает положение в точке С. Уравнения движения точки контакта при осуществлении двух движений со скоростью п riz имеют вид: e(l-eos4) е Х ОВ-ВС ОС sin oL sjncC ,t (t - время-) В результате наличия двух движений точка контакта инструмента с деталью перемещается дополнительно в направлении подачи, что приводит к повышению производительности процесса,а также к улучшению чистоты обработанной поверхности за счет эффекта выглаживания. Предлагаемым способом можно создавать .обработке необходимый синусоидальный Микрорельеф на обрабатываемой поверхности .Его регу лировку осуществляют за счет величине, п и rig , а также за счет изменения основных движений. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |
| Способ абразивной обработки плоских поверхностей прямоугольных деталей и устройство для его осуществления | 1986 |
|
SU1366371A1 |
| Способ отделочной обработки | 1980 |
|
SU931389A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ВОГНУТЫХ ПОВЕРХНОСТЕЙ С ИЗМЕНЯЮЩИМСЯ ПРОФИЛЕМ | 2001 |
|
RU2208502C2 |
| Способ точения некруглых в попереч-HOM СЕчЕНии ТЕл | 1977 |
|
SU818752A1 |
| Способ обработки асферических поверхностей резанием и устройство для его осуществления | 1991 |
|
SU1816531A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2009 |
|
RU2456124C2 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| Способ обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU651673A3 |
| Способ обработки некруглых деталей | 1981 |
|
SU1009612A1 |

+e
л даЛл
0 -e
662329
й/г.5
